Va72Chevelle said:First time welder, going to weld replacement trunk and floor braces using a 110 volt MIG welder.
What size wire is best? I bought an Eastman spot welding tip and will see if I can make that work. I've got some scrap pieces I'll practice on, but would like to get a good starting point.
Thanks.
read thru these links they hold a good deal of related info you can use
and your more than likely to find the .023 wire size, and pure ARGON shield gas useful with a 110 volt welder, and the temporary use of CLECOS or POP-RIVETS to hold the panel firmly locked in place after the surface to be welded on is carefully cleaned and degreased all paint and rust removed is also usually a good practice, as is having a extinguisher and a running garden hose, with a spray nozzle, easily handy if something catches on fire
viewtopic.php?f=44&t=2750&p=46136&hilit=pop+rivets#p46136
viewtopic.php?f=60&t=9745&p=36661&hilit=clecos#p36661
viewtopic.php?f=61&t=9263&p=33405&hilit=clecos#p33405
http://forum.grumpysperformance.com/viewtopic.php?f=60&t=1283
http://forum.grumpysperformance.com/viewtopic.php?f=60&t=1108
http://forum.grumpysperformance.com/viewtopic.php?f=60&t=10601
viewtopic.php?f=60&t=7794&p=26707&hilit=eastwood#p26707
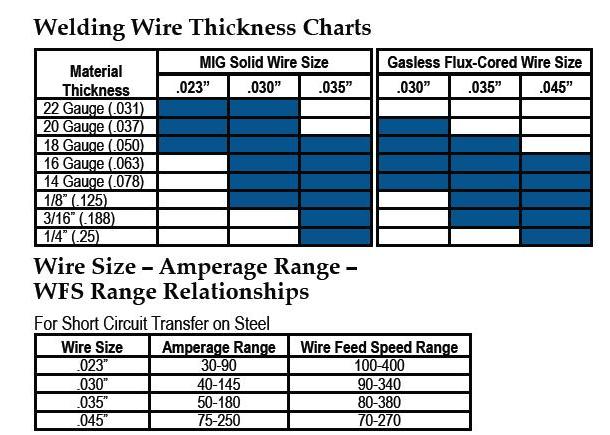
use .023 mig wire and the correct shield gas ,
http://forum.grumpysperformance.com/viewtopic.php?f=60&t=1108
http://forum.grumpysperformance.com/viewtopic.php?f=60&t=1283
http://garage.grumpysperformance.com/index.php?threads/welding-sheet-metal-repairs.4232/
the mig you purchased is a decent choice, I know of several people who own them and are pleased with the performance on thin sheet metal. the use of the thinner mig wire will tend to allow you to build up an area rather than blow thru with practice, use of a piece of 1" copper pipe beaten flat , and as a backer spoon,to the weld thin sheet steel, in some cases will prove useful, obviously practice on junk for awhile before working on your car

while its unlikely to work well on an oil pan fabrication process ,these clamps could be used in place of CLECOS
I don,t know how anyone in this hobby can get by without a decent welder.

this miller 252 migs been damn useful, and its most likely the most practical choice,but I've found I use both a MIG and TIG and occasionally an ARC welder.
if limited to a single welder I think it would be a 250-300 amp range TIG with a water cooled torch, and easy switch adjustable polarity, adjustable frequency, and amps (yes the foot petal works on my tig
Duty cycle is a welding equipment specification which defines the number of minutes, within a 10 minute period, during which a given welder can safely produce a particular welding current. For example, a 150 amp.welder with a 30% duty cycle must be "rested" for at least 7 minutes after 3 minutes of continuous welding.
I bought a ANCIENT 1980s TIG 330 amp welder used for a bit less than $1000 with a liquid cooled torch and accessories ,GAUGES , it may be old but it TIG welds just fine, and has paid for itself many time over in that length of time.
migs are easy to weld with and faster but I tend to like the TIG process as once you gain a bit of experience and skill its at least to me seems to produce both better and stronger welds and better looking welds , now maybe I'm just picky, but the ability to go back over a weld without adding metal (something easily done with a TIG but not a MIG seems to be an advantage too me.
yes I use the MIG frequently, but the TIG while ancient, seems to produce the better welds , especially on the small thin sheet metal body panels

I know from experience how difficult those auto car floor and body metal type of repairs can be!
you need to think things through and remember you don,t want to risk causing the car or the person welding harm.
what gauge metal is the existing floor pan and what gauge is the replacement floor panel?
what type welder, (mig, TIG, brand and model,)
what gauge wire and amps?
what shield gas was used ,(all those factors WILL effect the quality of the welds)
or is that flux core welder work? (that never produces near the same quality welds)
that does not necessarily mean the flux core welder should not be used,
but there are CLEAR advantages to a properly used MIG or TIG.
BTW anyone considering similar work, its a good idea, to very carefully clean and degrease areas to be welded, (never use galvanized sheet metal the fumes are dangerous in confined areas,)
to have a CO2 fire extinguisher in arms reach,
and to remove most major electronic equipment, from the car, don,t just disconnect it, (that won,t keep it safe in all cases) and disconnecting the battery connections,
before all welding is done, electronics are easily damaged by welding done within a few yards.
https://www.yardstore.com/
If you have some time to spare,and your welding sheet metal panels you can make low cost clamps
make a bunch of these from 1" box steel tube, small screw eyes and wing nuts

It's like 1x1 square tubing, some eye bolts and some sheet metal

They hold a perfect gap and make fitting and welding much easier.

Make or buy a bunch as the more the better.
This gap was kinda fat as I messed up the hood line up,
but it was easily fixable.
I do like to tig though.
Last edited by a moderator: