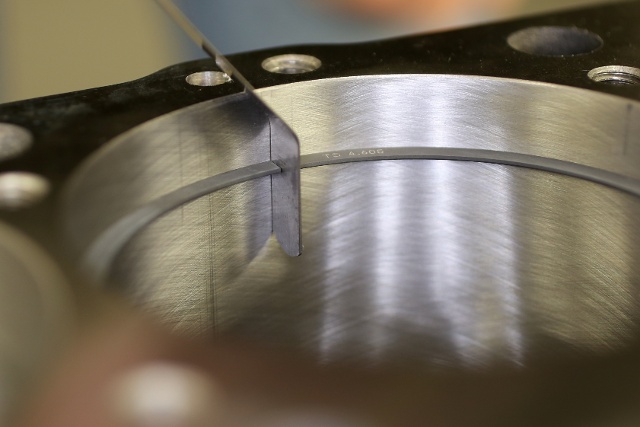
why would the difference in the piston rings location in the bore of 1/2 inch of bore depth while your checking the ring end gap,
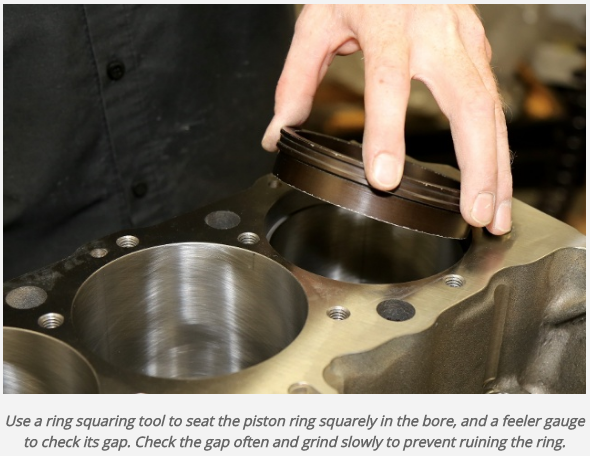
have any effect at all since the bore diameter is supposed to be consistent over it total length? most builders use a tool that places the ring square in the bore about 3/4"-1" deep from the deck, and use that location to measure the ring end gaps.
now I work mostly on BBC engines and I built a custom ring square tool , out of cheap and easy to find PVC plumbing pipe adapters, (look at the pictures, rick posted,)remember it does not need to be a perfect bore diam. match too square the rings , but of course it must fit down the bore, too use when gapping rings,and on the big block engines you can build and use a custom tool like this without reducing the diam., but Rick went the extra step and built a very similar tool for his SBC projects engine







http://www.sjdiscounttools.com/lis24000.html

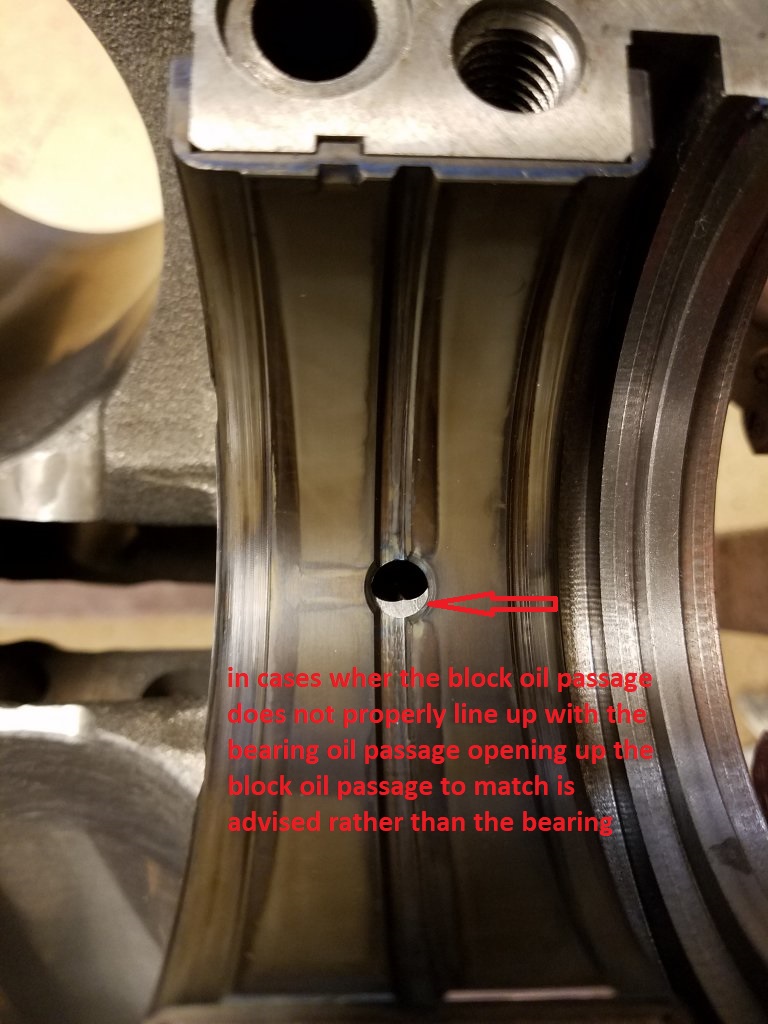
measure carefully as the piston groove depth and back clearance must match the rings you use or youll have major problems

#525 is a 220grit hard stone & pretty coarse.
It is what I consider a "production rebuilder finish" & not what I would finish any bore with especially a performance one but it will work with cast iron or chrome
#625 is a 280grit hard stone & mid range suited to moly rings
400-500 grit stones are sometimes used after a 280 grit hone to just prep the surface briefly before final clean-up and moly ring install

http://www.enginehones.com/lislehones.html
http://www.goodson.com/store/template/d ... 93a1b07466
http://www.wayfair.com/Lisle-Hone-Engin ... 49-IJO1028.

BTW when you go to buy a ring compressor....this type works far better than the others

http://store.summitracing.com/partdetail.asp?autofilter=1&part=PRO-66766&N=700+115&autoview=sku
related info, threads and sub-links, you should read carefully
http://garage.grumpysperformance.co...ng-and-basic-piston-ring-info-youll-need.509/
http://garage.grumpysperformance.co...ing-piston-to-bore-ring-seal.3897/#post-17109
http://garage.grumpysperformance.co...on-ring-info-youll-need.509/page-2#post-77252
http://garage.grumpysperformance.co...g-and-installing-connecting-rods-pistons.247/
http://garage.grumpysperformance.com/index.php?threads/flex-hone.9538/#post-72178
http://garage.grumpysperformance.co...ling-rings-in-piston-grooves.9490/#post-34908
http://garage.grumpysperformance.co...ring-grooves-and-related-info.1797/#post-7233
http://garage.grumpysperformance.com/index.php?threads/piston-to-bore-clearance.4630/#post-30835
http://garage.grumpysperformance.co...ore-clearance-on-your-block.14251/#post-72471
have any effect at all since the bore diameter is supposed to be consistent over it total length? most builders use a tool that places the ring square in the bore about 3/4"-1" deep from the deck, and use that location to measure the ring end gaps.
now I work mostly on BBC engines and I built a custom ring square tool , out of cheap and easy to find PVC plumbing pipe adapters, (look at the pictures, rick posted,)remember it does not need to be a perfect bore diam. match too square the rings , but of course it must fit down the bore, too use when gapping rings,and on the big block engines you can build and use a custom tool like this without reducing the diam., but Rick went the extra step and built a very similar tool for his SBC projects engine
http://www.sjdiscounttools.com/lis24000.html
measure carefully as the piston groove depth and back clearance must match the rings you use or youll have major problems
#525 is a 220grit hard stone & pretty coarse.
It is what I consider a "production rebuilder finish" & not what I would finish any bore with especially a performance one but it will work with cast iron or chrome
#625 is a 280grit hard stone & mid range suited to moly rings
400-500 grit stones are sometimes used after a 280 grit hone to just prep the surface briefly before final clean-up and moly ring install
http://www.enginehones.com/lislehones.html
http://www.goodson.com/store/template/d ... 93a1b07466
http://www.wayfair.com/Lisle-Hone-Engin ... 49-IJO1028.
BTW when you go to buy a ring compressor....this type works far better than the others
http://store.summitracing.com/partdetail.asp?autofilter=1&part=PRO-66766&N=700+115&autoview=sku
related info, threads and sub-links, you should read carefully
http://garage.grumpysperformance.co...ng-and-basic-piston-ring-info-youll-need.509/
http://garage.grumpysperformance.co...ing-piston-to-bore-ring-seal.3897/#post-17109
http://garage.grumpysperformance.co...on-ring-info-youll-need.509/page-2#post-77252
http://garage.grumpysperformance.co...g-and-installing-connecting-rods-pistons.247/
http://garage.grumpysperformance.com/index.php?threads/flex-hone.9538/#post-72178
http://garage.grumpysperformance.co...ling-rings-in-piston-grooves.9490/#post-34908
http://garage.grumpysperformance.co...ring-grooves-and-related-info.1797/#post-7233
http://garage.grumpysperformance.com/index.php?threads/piston-to-bore-clearance.4630/#post-30835
http://garage.grumpysperformance.co...ore-clearance-on-your-block.14251/#post-72471
Last edited: