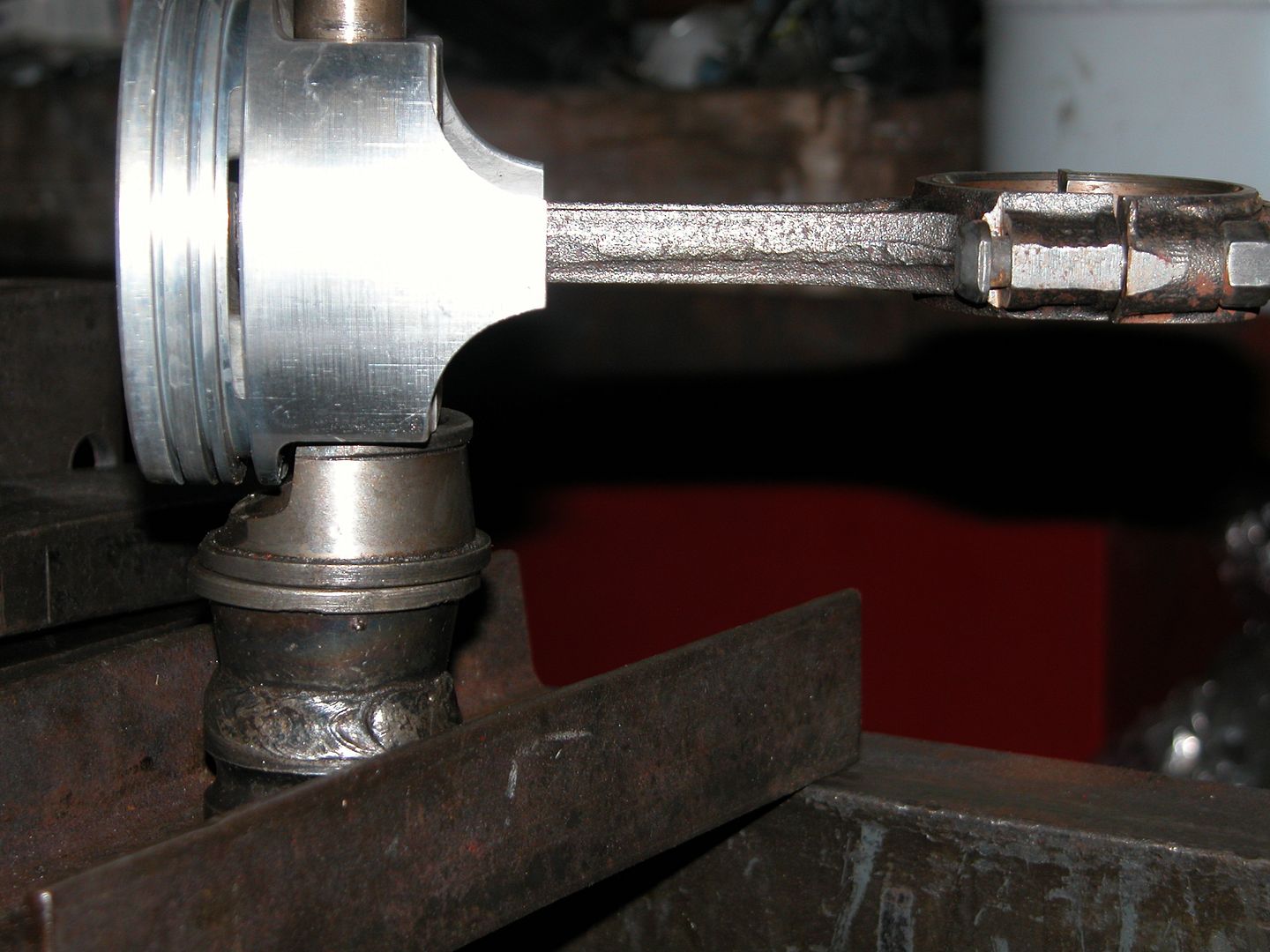
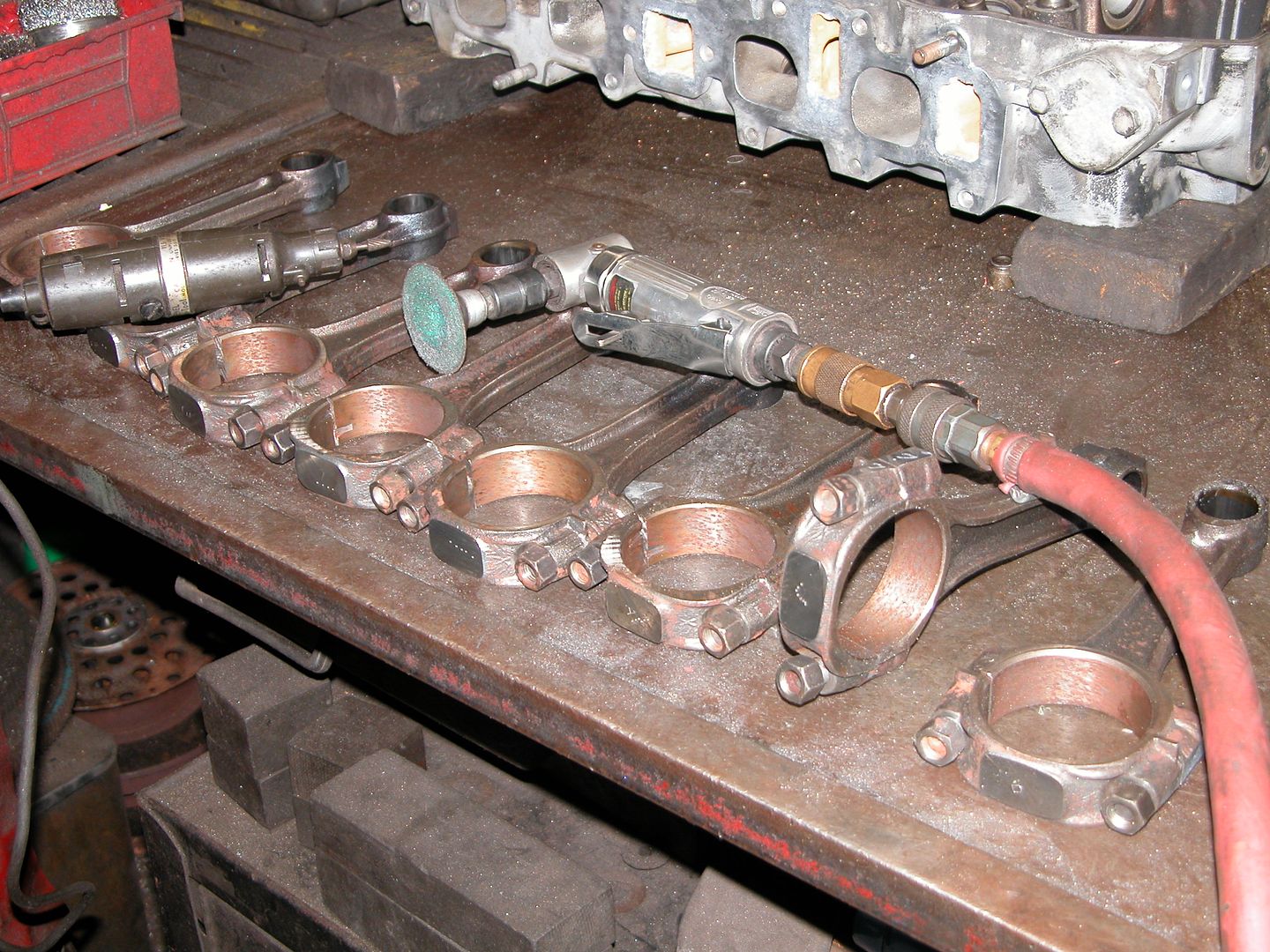
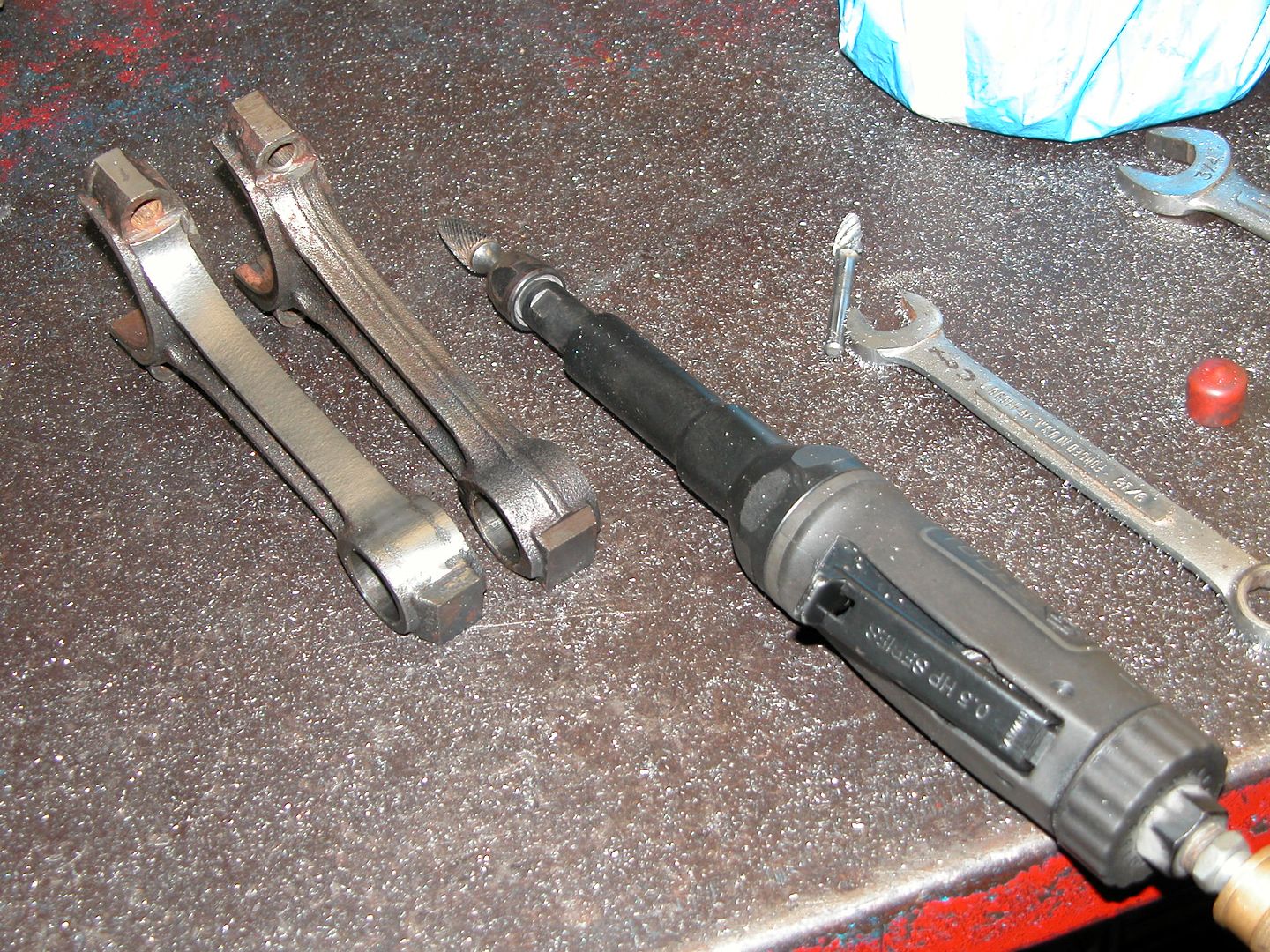
I know from long experience that the stock connecting rods that are pictured above are fully adequate for a stock rebuild ,but I would never personally re-use stock connecting rods without upgrading the rods with a careful polish resizing, shot peening, and bead blast, then,upgrading to ARP wave-lock rod bolts, but that is fairly expensive in most guys eyes, and in my mind the re-use of stock rods with pressed in pins,is a total waste of time, as
I vastly prefer far stronger 7/16" ARP rod bolt SCAT rods with the full floating pistons,pins and 4340 forged rods that allow easy self assembly and reassembly during the often repeated clearance checking procedures.
Polishing the side beams,connecting rods and removing the surface roughness, helps prevent crack formation, from surface irregularity's and stress concentrating flaws in the surface,
the reason is simple, by the time you pay to have the much stronger ARP rod bolts installed on stock rods and have them polished to remove stress risers the average machine shop parts and labor cost equals or exceeds the cost of the far stronger SCAT aftermarket rods, yes they may require you rebalancing the rotating assembly to use them, but so will adding new pistons to old rods, or even polishing old rods in a few cases.
http://www.superchevy.com/how-to/74038- ... ting-rods/
http://www.fordmuscle.com/archives/2007/12/400Rods/
http://www.hotrod.com/how-to/engine/cho ... ting-rods/
http://scatcrankshafts.com/
CHEVY FORGED 4340 I-BEAM
With ARP 8740 7/16" CAP SCREWS
CHEVY SMALL BLOCK I-BEAM RODS with 7/16" CAP SCREW BOLTS
Part No Short No Description Rod Length Crank Pin Wrist Pin B.E. Width Weight
2-ICR5700-7/16 25700716 BUSHED 5.700" 2.100" .927" .940" 590
2-ICR6000-7/16 26000716 BUSHED 6.000" 2.100' .927" .940" 605
2-ICR6000-2000-7/16 26001716 BUSHED 6.000" 2.000' .927" .940" 605
2-ICR6125-7/16 26125716 BUSHED 6.125" 2.100" .927" .940" 610
2-ICR6125-2000-7/16 26126716 BUSHED 6.125" 2.000" .927" .940" 610
2-ICR6200-7/16 26200716 BUSHED 6.200" 2.100" .927" .940" 620
ARP 8740 7/16" CAP SCREWS
2-ICR5700-7/16A 25700716A BUSHED 5.700" 2.100" .927" .940" 590
2-ICR6000-7/16A 26000716A BUSHED 6.000" 2.100' .927" .940" 605
2-ICR6000-2000-7/16A 26001716A BUSHED 6.000" 2.000' .927" .940" 605
2-ICR6125-7/16A 26125716A BUSHED 6.125" 2.100" .927" .940" 610
2-ICR6125-2000-7/16A 26126716A BUSHED 6.125" 2.000" .927" .940" 610
2-ICR6200-7/16A 26200716A BUSHED 6.200" 2.100" .927" .940" 620
ARP 2000 7/16" CAP SCREWS
CHEVY BIG BLOCK I-BEAM RODS with 7/16" CAP SCREW BOLTS
Part No Short No Description Rod Length Crank Pin Wrist Pin B.E. Width Weight
2-ICR6135-7/16 26135716 BUSHED 6.135" 2.200" .990" .992" 780
2-ICR6385-7/16 26385716 BUSHED 6.385" 2.200" .990" .992" 785
2-ICR6700-7/16 26700716 BUSHED 6.700" 2.200" .990" .992" 810
ARP 8740 7/16" CAP SCREWS
2-ICR6135-7/16A 26135716A BUSHED 6.135" 2.200" .990" .992" 780
2-ICR6385-7/16A 26385716A BUSHED 6.385" 2.200" .990" .992" 785
2-ICR6700-7/16A 26700716A BUSHED 6.700" 2.200" .990" .992" 810
ARP 2000 7/16" CAP SCREWS
CHEVY LS-1 I-BEAM RODS with 7/16" CAP SCREW BOLTS
Part No Short No Description Rod Length Crank Pin Wrist Pin B.E. Width Weight
2-ICR6100-927 26100927 BUSHED 6.100" 2.100" .927" .940" 595
2-ICR6100-944P 26100944P PRESSED 6.100" 2.100" .944" .940" 600
ARP 8740 7/16" CAP SCREWS
2-ICR6100-927A 26100927A BUSHED 6.100" 2.100" .927" .940" 595
2-ICR6100-944PA 26100944PA PRESSED 6.100" 2.100" .944" .940" 600
ARP 2000 7/16" CAP SCREWS
yes much of that labor could be done at home if you have the correct tools and know whats required,
http://www.summitracing.com/parts/arp-134-6403
http://www.summitracing.com/parts/sca-2 ... /overview/
YES READING LINKS AND SUB LINKS HELPS A GREAT DEAL HERE
viewtopic.php?f=53&t=1168&p=29973&hilit=polish+rods#p29973
viewtopic.php?f=53&t=6909&p=22571&hilit=floating+pins#p22571
viewtopic.php?f=53&t=978&p=1711&hilit=floating+pins#p1711