72novaproject POSTED THIS INFO
THE PROBLEM:
If your power levels and plumbing scheme require a larger fuel hard line than the typical 3/8†automotive steel line the next step up is to 1/2†lines. Much to my dismay, this also requires an entirely different approach to plumbing your car as the standard components for 3/8†lines are not available for 1/2†lines. You will also find that all of the fittings, supplies and tooling you once used are now worthless. As I researched what was needed to do this conversion, one of the things I discovered was that the 1/2†aluminum tubing is only available in coils. After working through the details of all the fittings and tooling required I could not find a reasonable way to straighten the tubing. Short of purchasing a very expensive machine, I read about a number of home grown approaches to this problem and tried a few of them much to my dissatisfaction.
I theorized a way to do this that is very simple and as it turns out it worked very well. I thought I might share this with you if for no other reason than to just throw another method into the mix. Results may vary so take it for what it’s worth. It appears it will work very well for me. I burned through an entire 25’ roll to come to this conclusion and it was worth it.
I only have finished pictures to share but this is not rocket science.
THEORY OF OPERATION:
I took what I have learned about the properties of metals and applied it to this problem. You see, all metal is to some extent of elastic. This means it will bend to a certain extent and return to its original shape with no deformity. Bend it past that point and it will take a set. I theorized that the tubing had taken a set as it was coiled at the factory and it merely needed to have those forces reversed to return it to a straight condition. The metal has a memory (it used to be straight) and you just have to help it remember. The following is the approach I took to solve this problem.
UNCOIL THE TUBING:
The coil is only bent in one direction or rather on one geometric plane. When you roll the tubing out onto a flat surface it is very easy to steer it slightly left and right. Imagine the path a caster on the front of a shopping cart makes. It wiggles slightly left and right as it generally travels straight. When you do this uncoiling the tubing, you bent it slightly on a very inconsistent second geometric plane with an entirely different and varying radius. These additional bends then also need to be straightened. This only complicates your efforts to straighten the tubing because it is now bent in ways it never was when you bought it. This can be avoided by clamping a 2†X 4†board down and rolling the tubing along the edge like a fence. This way you only affect the original plane of the coil which is the only place it is actually bent. After you uncoil it, make no attempt to further straighten the tubing at this time. After rolling it out on a flat surface, allow it to spring back to the shape it naturally wants to take.
MAKING YOUR FORM:
How much you roll out initially is up to you. I did around 5’. You will notice you now have a fairly consistent arc or radius. You will use this as a template for the radius of your form.
I used a 2†x 4†piece of lumber but a 2†X 6†might work better. Lay the piece of unrolled tubing on the lumber and make a pencil mark along its length. You should have an arc on the lumber identical to the piece of tubing you unrolled.
I screwed the lumber down to my saw horses so I could cut it. The arc is so gradual you can cut it with a typical carpenter’s circular saw. I used this as a pattern to form a fence so I can unroll the tubing directly on the form and guide the tubing straight as I unroll it all at the same time. This eliminates the entire step of unrolling it onto a flat surface. You will go directly from the coil to the form.
Simply unroll the tubing over the form keeping the form arc and the tubing arc on the same but opposite vertical plane. When it springs back from the form it will for the most part be very straight. Astonishingly straight was my observation after trying other methods. If not to your liking, use the form to make minor adjustments. The gradual radius of the form will not allow you to make any bends in the tubing that can’t be re-straightened with the same form.
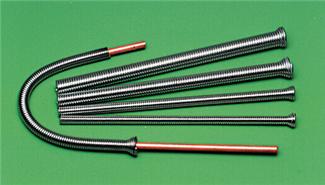
THE RESULTS:
The long piece you see in the photo is the original piece used to draw the radius and was then straightened on the form. The shorter piece was unrolled directly on the form. I should say that both of these pieces were done before I came up with the fence idea. I would expect that my next sections will be even straighter. I expect that any imperfections remaining in the pieces shown are due to the caster effect rather than variations in the original plane. Even at that, these pieces are plenty straight to be used on the car.
Good luck and I hope this helps,
Steve