read the linked info theres a ton of valuable tips and facts
I know some of you guys would rather pluck your eye out with a red hot fork, rather than read links and sub links but for the few who want to learn...
When having a machine shop do any work, always ALWAYS get everything in detailed writing before you start,
specifying all machine work, to be done in detail,list parts and labor costs, mandate a delivery due dates and have every single part you supply ID stamped, and photographed, have all the work too be done and parts individually listed and a value assigned, with both YOU and the machine shop having identical signed copys
listing the cost and dates and work details

I takes time to learn the skills and you need to do research any time you are not 100% sure you know whats required, if your a first time engine builder that will damn near be everything you touch,by the time you buy the minimum tools required and a few books for research, and total up the local machine shop labor charges , youll most likely find the price of a crate engine looks much more reasonable, to think you know everything you need to know on the first few engine builds is absurd, thats about like If I offered to charge someone $3000 to build them an engine.
allowing them to watch , so they see how its done,
and then expecting them to have identical skill,
and have the tools collected over a lifetime , and the knowledge, of how the tools are used and why its required,
even if that particular engine I build never needed them!
at the end of a couple weeks!
easily 70% of the skill involved, is in knowing what to look for,
and recognizing what needs to be corrected ,
what components are ok as they are,
and what needs major machine work,to function correctly,
what should be pitched in the trash and replaced ,
and what can be modified and used!
and because that varies with every engine,
it takes experience and time to gain those skills, and know what to look for ,
some thing you gain over time making mistakes and being forced to do research,
that you would not gain in a couple weeks time,
and something requiring you to spend a few years getting your hands dirty in the process of learning.
http://garage.grumpysperformance.com/index.php?threads/finding-a-machine-shop.321/#post-55314
http://garage.grumpysperformance.co...it-in-writing-dated-signed-and-pictures.4786/
http://garage.grumpysperformance.co...embling-an-engine-correctly.10363/#post-43806
http://garage.grumpysperformance.co...et-for-tracking-your-machine-shop-costs.3423/
http://garage.grumpysperformance.com/index.php?threads/machine-work-costs.3169/#post-8452
you'll
need accurate precision measuring tools
http://garage.grumpysperformance.com/index.php?threads/precision-measuring-tools.1390/
http://www.superchevy.com/how-to/4567-chevrolet-big-block-engine-generations/
viewtopic.php?f=53&t=2726
viewtopic.php?f=53&t=852
viewtopic.php?f=53&t=509
viewtopic.php?f=53&t=4690
http://www.technovelocity.com/chevyhack ... cation.htm
viewtopic.php?f=53&t=619
viewtopic.php?f=53&t=5478
viewtopic.php?f=52&t=82
http://arp-bolts.com/pages/technical_installation.shtml
viewtopic.php?f=50&t=2920
viewtopic.php?f=27&t=1018
viewtopic.php?f=52&t=181
viewtopic.php?f=52&t=90
viewtopic.php?f=52&t=5078&p=14433#p14433
viewtopic.php?f=52&t=399
viewtopic.php?f=52&t=401
viewtopic.php?f=50&t=501
viewtopic.php?f=54&t=2187
viewtopic.php?f=53&t=247
http://www.youtube.com/watch?v=aATDsYVV ... re=related
http://www.animatedengines.com/otto.shtml
http://www.mustangandfords.com/techarti ... c_oil.html
http://www.rehermorrison.com/rmEngineBook.htm
heres a few things that should always be checked on an engine build , IN NO PARTICULAR ORDER , HOPEFULLY FORCING YOU TO READ AND ORGANIZE THEM YOURSELF
the assembly check list
--------------------------------------------------------------------------------
be sure you check clearances carefully, a mistake can and will damage the engine, DON,T GUESS<KNOW WHAT THE CLEARANCES ARE, ESPECIALLY SPRING BIND,VALVE TO PISTON,ROCKER TO ROCKER STUD, and retainer to valve guide clearances I still use the strips of modeling clay about 1" square and .2" (two tenths thick) but one thing everyone forgot to mention so far is that you need to spray the piston and valve and clay strips with WD-40 to ensure the clay does not stick to any parts, otherwise the clay will tend to stick to the valve and piston allowing them to push the clay between them during the compression of its surface by the valve (exactly what its there for) and PULL ON THE SURFACE of the clay as the valve moves away during separation (because the clay tends to stick ever so slightly as the parts pull away from each other if you don,t)which tends to give a false slightly greater than correct clearance measurement
most people tend to tell me Im wrong about that until they try it both ways :grin: yeah the difference is usually minor but five to 10 thousands difference is not rare if the parts are clean and dry versus sprayed with an oil mist first check to make sure that you are measuring correctly, many times the valve actual has more clearance in the fly cut clearance notches,or only the very edge of the valves head and the edge of the notch are close and very minor cutting with a tool fitted in a valve guide will clear the problem and the valve has more clearance than measurements taken from the pistons upper surfaces, and that the head gasket thickness and valve train geometry are correct,
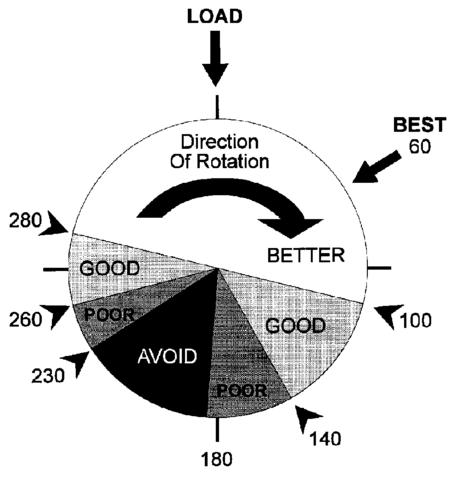
check if changing the cam retard/advance or installed position can be changed to increase the clearance to 0.100 minimum on both the intake and exhaust valves (MOST LIKELY TO WORK WITH THE LEAST PROBLEMS)
remember, you don,t generally do a single pre-assembly check, but a series of repeated checks, as each component is added ,making sure its not going to cause problems or require custom fitting and clearance work
During the early pre-assembly tests,I don,t usually use any rings installed during some measurement checks
(like) rod to block rail, clearance checks,where use of an old set of used but good rod bearings(cleaned and well lubed) and rocking the piston in the bore will work, or finding TDC, but I recheck exactly as it will run during later, pre assembly's, checking clearances/geometry, and the final assembly
__________________
add a thicker head gasket? ( BUT THAT TENDS TO RUIN QUENCH AND DOES NOT TEND TO BE A GREAT CHOICE ON MOST ENGINES)
look over the isky site they and MANY OTHER HOD ROD TOOL SUPPLY SHOPS SELL TOOLS THAT APPEAR TO BE EXTRA LONG STEM VALVES WITH CUTTERS ATTACHED TO FIX THAT PROBLEM
http://www.iskycams.com/pdfcatalog/PAGE17.pdf
heads
are the push rods perfectly strait?
do the push rods flow oil?
rocker studs/guides torqued correctly?
do the head bolts have washers under the bolt heads? are they the correct length for the cylinder heads in use?
have the heads been pocket ported?
have the combustion chambers been un-shrouded?
intake ports gasket matched"
are the valve guides cut to the correct length?
are the heads pocket ported?
is the retainer to valve guide clearance correct?
are the valve guide oil seals installed?
is there valve spring seats installed?
inner damper springs installed?
spring bind height checked? (to exceed max valve lift by .050 min.)
oil return holes cleaned of casting flash?
were steam holes in heads necessary?
were the spark plug threads of a installed spark plug extending into the combustion chamber?
rocker slot to rocker stud clearances ?
retainer to valve guide clearances?
spring bind height checked for the correct spring pressure?
valve lash/pre-load ?
are the valve springs the correct tension,height?dia.
keeper the correct angle? style? size?
valve seats the correct angles?
valves back cut?
valves the correct length, stems the correct diam.
strait?
rockers the correct ratio?
were the valve to valve guide clearances checked?
were the heads milled?
did the head gasket overlap the bore?
what are your valve train clearances?
is the rocker arm geometry correct!
chambers CC,ed
port work..(some steps optional)
(1) open throat to 85%-90% of valve size
(2)cut a 4 angle seat with 45 degree angle .065-.075 wide where the valve seats and about .100 at 60 degrees below and a .030 wide 30 degree cut above and a 20 degree cut above that rolled and blended into the combustion chamber
(3)blend the spark plug boss slightly and lay back the combustion chamber walls near the valves
(4)narrow but don't shorten the valve guide
(5) open and straiten and blend the upper two port corner edges along the port roof
(6) gasket match to/with intake and raise the port roof slightly
(7) back cut valves at 30 degrees
(8) polish valve face and round outer edges slightly
(9)polish combustion chamber surface and blend edges slightly
(10) remove and smooth away all casting flash , keep the floor of the port slightly rough but the roof and walls smoothed but not polished.
(11) use a head gasket to see the max you can open the combustion chamber walls
(12) blend but don,t grind away the short side radius
block
is the oil pump pick-up mounted 3/8"-1/2" from the oil pan floor/
is the windage screen mounted about 1/8" from the rotating assembly/
is the pick-up brazed to the pump body?
has the oil pump relief piston in the oil pump been checked for free ,easy movement? clearance? spring tension?
is the oil pump pick-up tube inserted too far into the oil pump body,(binding the gears)
has the block been clearanced for the rotating assembly?
has the block been line honed?
is the crank strait?
are the damper install key way and threads ok?
counter weights clearanced?
MAGNAFLUXED?
OIL PASSAGES CLEANED?
GALLERY PLUGS INSTALLED CORRECTLY?
has the cam to rod bolt clearance been checked?
piston to valve clearances checked?
piston to bore clearances?
TRUST BEARING CLEARANCE?
what were the piston ring to slot clearances?
RING GAPS?
were the rings all checked individually for end gap in the cylinders they were used/installed in?
were the rings checked to make sure the correct side faced up, and the correct ring was in each groove?
what were the back clearance on the rings?
were the oil ring expander carefully fitted for correct drag?
were the oil ring scraper ring rails checked for end gap?
total cam lift and remaining clearanceS?
WAS THE CAM DEGREED IN?
main bearing clearances?
what is the main bearing run-out clearance
piston to head clearance? (QUENCH?)
head gasket to coolant holes checked?
magnets installed?
rod bolt to block clearances?
what tq reading is necessary to spin the crank with no rods attached?
are the rod bolts and main caps torqued correctly? (rod bolts checked with a bolt stretch gauge?)
did you check the block for a strait main cap alignment?
what size journals and what were the bearings edge to filet clearance??
are the journals checked for finish and run-out/tapper?
did you use moly lube to assemble?
correct bearing crush?
did you pre-lube before start-up?
did the distributor gear fit the cam gear precisely?
was the distributor oil flow mod done?
was the correct style distributor gear used?
did you check the piston to piston pin bores for fit and clearance?
did the piston pins to snap ring clearance seem overly tight?
if they are pressed pins were they correctly matched and checked for free movement in the pistons?
was the engine balanced?
cam button installed?, and lock plate installed?
were the rods re sized? checked for parallel bores/were the rods strait?
piston valve clearance notches correctly located on the pistons? edges smoothed?
were the rods checked for length?
is there a few thousands clearance on the oil pump drive shaft AFTER the distributors bolted down?
did you install a steel collar on the oil pump drive shaft?
was the rod to piston pin side clearance checked? (at 4 places separated bye 90 degree spots)
does the oil pump drive shaft mid section clear the block with the pump installed?
whats the starter to flywheel gear clearance?
is the pilot bearing to trans imput shaft clearance ok?
is the front motor mount bolt to fuel pump pushrod clearance ok? did the fuel pump pushrod move easily/
are you possitive the pistons were installed with the correct valve relief in the correct location?(eiieeiie) were the pistons installed with the correct side facing forward/
what torque values were used on all fasteners/ were they the correct length and type bolts?
were the bores honed with a torque plate in place?
was the cylinder finish correct for the type rings used?
was the oil pump itself checked for free spin and clearance AFTER THE PICK-UP WAS INSTALLED?
was the cam drive checked for free rotation and drag/
were the oil passage plugs drilled for extra oil flow?
were the lifter bores checked?
cam to timing cover clearance?
cam journal to cam bearing clearances?
was the cam journal run-out checked?
was the cam degree in or just lined up using factory index marks?
has the rod and windage screen to oil pan clearance been checked?
does the dipstick & tube clear the windage screen?
was the cam lobes/LSA/LIFT CHECKED?
is the deck square/level?
whats the cross hatch hone angle?
what grit hone was used? is it correct for the rings used?
are all the threads clean/clear?
brass freeze plugs installed?
block painted?
a few things to check
are the connecting rods installed with the beveled edge facing out on each pair with the bearing installed with the bevel facing out on both the lower and upper rod bearings also?
are you using beveled bearing shells that match the cranks throw bevels?
what are the bearing clearances? (are they the same checking at 90.120.160 degrees from the first measurement?}
what are the connecting rod side clearances?
is the crank strait? has it been turned undersized? if so...on ALL the rods? on ALL the mains? or on ALL the BEARINGS JOURNALS OR ONLY SOME?
whats the TRUST BEARING CLEARANCE?
is the piston side clearance correct?
are the pistons installed in the correct cylinders? (intake and exhaust notches correctly located to match the cylinder head)
are you POSITIVE each main cap is in the correct location and FACING THE CORRECT DIRECTION?
did you use MOLY assembly lube?
did you check EACH INDIVIDUAL RING ON EACH PISTON for ring gap clearance,AND that the rings fit the piston ring slots correctly? are any rings installed in the wrong ring slots (2nd ring in top slot ETC,)or upside down
do the rings have back clearance?
were the cylinders CORRECTLY HONED?
is the cam drive binding?
does the crank contact the windage screen?
does the dipstick tube or dip stick touch the crank at any point?
is the oil pump /cam gear binding?
did you check that the oil pump mounting bolt does NOT contact the back surface of the rear main BEARING under the main cap?
is the block warped, checked carefully?,was it line honed?
are the piston pins centered? do the pistons rotate thru an arc with little resistance?
are there any lock pins, spirolocs, tru-arcs contacting the cylinder walls?
are you sure the bearing shells are installed correctly and the locating tabs are in the correct slots?
are they the correct bearings for the application? or did you just assume the part guy knew what he was doing?
did you MEASURE or GUESS, did you at least use Plasti-gauge and a torque wrench?

on Chevrolet engines, Crane recommends that a .030-inch-wide and .030-inch-deep groove be machined or filed into the bottom band on the distributor shaft as shown (arrow) to provide lubricant to the distributor gears. Place the groove on the distributor so that when timed properly, the groove will face the camshaft. With the distributor in this position, oil will spray both the distributor and the cam gear to significantly reduce gear wear. This trick can improve gear life for any type of camshaft. Ford engines have an oil passage plug that points directly at the distributor gear. A .025-inch hole can be drilled into the plug to lubricate these gears.
did you check EACH AND EVERY journal for tapper and roundness
did you get the rotating assembly balanced???
watch the slide show linked below for more tips
http://www.alteredwheelbasenova.com/the ... art_1#Next
http://www.alteredwheelbasenova.com/the ... art_2#Next
I know some of you guys would rather pluck your eye out with a red hot fork, rather than read links and sub links but for the few who want to learn...
When having a machine shop do any work, always ALWAYS get everything in detailed writing before you start,
specifying all machine work, to be done in detail,list parts and labor costs, mandate a delivery due dates and have every single part you supply ID stamped, and photographed, have all the work too be done and parts individually listed and a value assigned, with both YOU and the machine shop having identical signed copys
listing the cost and dates and work details
I takes time to learn the skills and you need to do research any time you are not 100% sure you know whats required, if your a first time engine builder that will damn near be everything you touch,by the time you buy the minimum tools required and a few books for research, and total up the local machine shop labor charges , youll most likely find the price of a crate engine looks much more reasonable, to think you know everything you need to know on the first few engine builds is absurd, thats about like If I offered to charge someone $3000 to build them an engine.
allowing them to watch , so they see how its done,
and then expecting them to have identical skill,
and have the tools collected over a lifetime , and the knowledge, of how the tools are used and why its required,
even if that particular engine I build never needed them!
at the end of a couple weeks!
easily 70% of the skill involved, is in knowing what to look for,
and recognizing what needs to be corrected ,
what components are ok as they are,
and what needs major machine work,to function correctly,
what should be pitched in the trash and replaced ,
and what can be modified and used!
and because that varies with every engine,
it takes experience and time to gain those skills, and know what to look for ,
some thing you gain over time making mistakes and being forced to do research,
that you would not gain in a couple weeks time,
and something requiring you to spend a few years getting your hands dirty in the process of learning.
http://garage.grumpysperformance.com/index.php?threads/finding-a-machine-shop.321/#post-55314
http://garage.grumpysperformance.co...it-in-writing-dated-signed-and-pictures.4786/
http://garage.grumpysperformance.co...embling-an-engine-correctly.10363/#post-43806
http://garage.grumpysperformance.co...et-for-tracking-your-machine-shop-costs.3423/
http://garage.grumpysperformance.com/index.php?threads/machine-work-costs.3169/#post-8452
you'll
need accurate precision measuring tools
http://garage.grumpysperformance.com/index.php?threads/precision-measuring-tools.1390/
http://www.superchevy.com/how-to/4567-chevrolet-big-block-engine-generations/
viewtopic.php?f=53&t=2726
viewtopic.php?f=53&t=852
viewtopic.php?f=53&t=509
viewtopic.php?f=53&t=4690
http://www.technovelocity.com/chevyhack ... cation.htm
viewtopic.php?f=53&t=619
viewtopic.php?f=53&t=5478
viewtopic.php?f=52&t=82
http://arp-bolts.com/pages/technical_installation.shtml
viewtopic.php?f=50&t=2920
viewtopic.php?f=27&t=1018
viewtopic.php?f=52&t=181
viewtopic.php?f=52&t=90
viewtopic.php?f=52&t=5078&p=14433#p14433
viewtopic.php?f=52&t=399
viewtopic.php?f=52&t=401
viewtopic.php?f=50&t=501
viewtopic.php?f=54&t=2187
viewtopic.php?f=53&t=247
http://www.youtube.com/watch?v=aATDsYVV ... re=related
http://www.animatedengines.com/otto.shtml
http://www.mustangandfords.com/techarti ... c_oil.html
http://www.rehermorrison.com/rmEngineBook.htm
heres a few things that should always be checked on an engine build , IN NO PARTICULAR ORDER , HOPEFULLY FORCING YOU TO READ AND ORGANIZE THEM YOURSELF
the assembly check list
--------------------------------------------------------------------------------
be sure you check clearances carefully, a mistake can and will damage the engine, DON,T GUESS<KNOW WHAT THE CLEARANCES ARE, ESPECIALLY SPRING BIND,VALVE TO PISTON,ROCKER TO ROCKER STUD, and retainer to valve guide clearances I still use the strips of modeling clay about 1" square and .2" (two tenths thick) but one thing everyone forgot to mention so far is that you need to spray the piston and valve and clay strips with WD-40 to ensure the clay does not stick to any parts, otherwise the clay will tend to stick to the valve and piston allowing them to push the clay between them during the compression of its surface by the valve (exactly what its there for) and PULL ON THE SURFACE of the clay as the valve moves away during separation (because the clay tends to stick ever so slightly as the parts pull away from each other if you don,t)which tends to give a false slightly greater than correct clearance measurement
most people tend to tell me Im wrong about that until they try it both ways :grin: yeah the difference is usually minor but five to 10 thousands difference is not rare if the parts are clean and dry versus sprayed with an oil mist first check to make sure that you are measuring correctly, many times the valve actual has more clearance in the fly cut clearance notches,or only the very edge of the valves head and the edge of the notch are close and very minor cutting with a tool fitted in a valve guide will clear the problem and the valve has more clearance than measurements taken from the pistons upper surfaces, and that the head gasket thickness and valve train geometry are correct,
check if changing the cam retard/advance or installed position can be changed to increase the clearance to 0.100 minimum on both the intake and exhaust valves (MOST LIKELY TO WORK WITH THE LEAST PROBLEMS)
remember, you don,t generally do a single pre-assembly check, but a series of repeated checks, as each component is added ,making sure its not going to cause problems or require custom fitting and clearance work
During the early pre-assembly tests,I don,t usually use any rings installed during some measurement checks
(like) rod to block rail, clearance checks,where use of an old set of used but good rod bearings(cleaned and well lubed) and rocking the piston in the bore will work, or finding TDC, but I recheck exactly as it will run during later, pre assembly's, checking clearances/geometry, and the final assembly
__________________
add a thicker head gasket? ( BUT THAT TENDS TO RUIN QUENCH AND DOES NOT TEND TO BE A GREAT CHOICE ON MOST ENGINES)
look over the isky site they and MANY OTHER HOD ROD TOOL SUPPLY SHOPS SELL TOOLS THAT APPEAR TO BE EXTRA LONG STEM VALVES WITH CUTTERS ATTACHED TO FIX THAT PROBLEM
http://www.iskycams.com/pdfcatalog/PAGE17.pdf
heads
are the push rods perfectly strait?
do the push rods flow oil?
rocker studs/guides torqued correctly?
do the head bolts have washers under the bolt heads? are they the correct length for the cylinder heads in use?
have the heads been pocket ported?
have the combustion chambers been un-shrouded?
intake ports gasket matched"
are the valve guides cut to the correct length?
are the heads pocket ported?
is the retainer to valve guide clearance correct?
are the valve guide oil seals installed?
is there valve spring seats installed?
inner damper springs installed?
spring bind height checked? (to exceed max valve lift by .050 min.)
oil return holes cleaned of casting flash?
were steam holes in heads necessary?
were the spark plug threads of a installed spark plug extending into the combustion chamber?
rocker slot to rocker stud clearances ?
retainer to valve guide clearances?
spring bind height checked for the correct spring pressure?
valve lash/pre-load ?
are the valve springs the correct tension,height?dia.
keeper the correct angle? style? size?
valve seats the correct angles?
valves back cut?
valves the correct length, stems the correct diam.
strait?
rockers the correct ratio?
were the valve to valve guide clearances checked?
were the heads milled?
did the head gasket overlap the bore?
what are your valve train clearances?
is the rocker arm geometry correct!
chambers CC,ed
port work..(some steps optional)
(1) open throat to 85%-90% of valve size
(2)cut a 4 angle seat with 45 degree angle .065-.075 wide where the valve seats and about .100 at 60 degrees below and a .030 wide 30 degree cut above and a 20 degree cut above that rolled and blended into the combustion chamber
(3)blend the spark plug boss slightly and lay back the combustion chamber walls near the valves
(4)narrow but don't shorten the valve guide
(5) open and straiten and blend the upper two port corner edges along the port roof
(6) gasket match to/with intake and raise the port roof slightly
(7) back cut valves at 30 degrees
(8) polish valve face and round outer edges slightly
(9)polish combustion chamber surface and blend edges slightly
(10) remove and smooth away all casting flash , keep the floor of the port slightly rough but the roof and walls smoothed but not polished.
(11) use a head gasket to see the max you can open the combustion chamber walls
(12) blend but don,t grind away the short side radius
block
is the oil pump pick-up mounted 3/8"-1/2" from the oil pan floor/
is the windage screen mounted about 1/8" from the rotating assembly/
is the pick-up brazed to the pump body?
has the oil pump relief piston in the oil pump been checked for free ,easy movement? clearance? spring tension?
is the oil pump pick-up tube inserted too far into the oil pump body,(binding the gears)
has the block been clearanced for the rotating assembly?
has the block been line honed?
is the crank strait?
are the damper install key way and threads ok?
counter weights clearanced?
MAGNAFLUXED?
OIL PASSAGES CLEANED?
GALLERY PLUGS INSTALLED CORRECTLY?
has the cam to rod bolt clearance been checked?
piston to valve clearances checked?
piston to bore clearances?
TRUST BEARING CLEARANCE?
what were the piston ring to slot clearances?
RING GAPS?
were the rings all checked individually for end gap in the cylinders they were used/installed in?
were the rings checked to make sure the correct side faced up, and the correct ring was in each groove?
what were the back clearance on the rings?
were the oil ring expander carefully fitted for correct drag?
were the oil ring scraper ring rails checked for end gap?
total cam lift and remaining clearanceS?
WAS THE CAM DEGREED IN?
main bearing clearances?
what is the main bearing run-out clearance
piston to head clearance? (QUENCH?)
head gasket to coolant holes checked?
magnets installed?
rod bolt to block clearances?
what tq reading is necessary to spin the crank with no rods attached?
are the rod bolts and main caps torqued correctly? (rod bolts checked with a bolt stretch gauge?)
did you check the block for a strait main cap alignment?
what size journals and what were the bearings edge to filet clearance??
are the journals checked for finish and run-out/tapper?
did you use moly lube to assemble?
correct bearing crush?
did you pre-lube before start-up?
did the distributor gear fit the cam gear precisely?
was the distributor oil flow mod done?
was the correct style distributor gear used?
did you check the piston to piston pin bores for fit and clearance?
did the piston pins to snap ring clearance seem overly tight?
if they are pressed pins were they correctly matched and checked for free movement in the pistons?
was the engine balanced?
cam button installed?, and lock plate installed?
were the rods re sized? checked for parallel bores/were the rods strait?
piston valve clearance notches correctly located on the pistons? edges smoothed?
were the rods checked for length?
is there a few thousands clearance on the oil pump drive shaft AFTER the distributors bolted down?
did you install a steel collar on the oil pump drive shaft?
was the rod to piston pin side clearance checked? (at 4 places separated bye 90 degree spots)
does the oil pump drive shaft mid section clear the block with the pump installed?
whats the starter to flywheel gear clearance?
is the pilot bearing to trans imput shaft clearance ok?
is the front motor mount bolt to fuel pump pushrod clearance ok? did the fuel pump pushrod move easily/
are you possitive the pistons were installed with the correct valve relief in the correct location?(eiieeiie) were the pistons installed with the correct side facing forward/
what torque values were used on all fasteners/ were they the correct length and type bolts?
were the bores honed with a torque plate in place?
was the cylinder finish correct for the type rings used?
was the oil pump itself checked for free spin and clearance AFTER THE PICK-UP WAS INSTALLED?
was the cam drive checked for free rotation and drag/
were the oil passage plugs drilled for extra oil flow?
were the lifter bores checked?
cam to timing cover clearance?
cam journal to cam bearing clearances?
was the cam journal run-out checked?
was the cam degree in or just lined up using factory index marks?
has the rod and windage screen to oil pan clearance been checked?
does the dipstick & tube clear the windage screen?
was the cam lobes/LSA/LIFT CHECKED?
is the deck square/level?
whats the cross hatch hone angle?
what grit hone was used? is it correct for the rings used?
are all the threads clean/clear?
brass freeze plugs installed?
block painted?
a few things to check
are the connecting rods installed with the beveled edge facing out on each pair with the bearing installed with the bevel facing out on both the lower and upper rod bearings also?
are you using beveled bearing shells that match the cranks throw bevels?
what are the bearing clearances? (are they the same checking at 90.120.160 degrees from the first measurement?}
what are the connecting rod side clearances?
is the crank strait? has it been turned undersized? if so...on ALL the rods? on ALL the mains? or on ALL the BEARINGS JOURNALS OR ONLY SOME?
whats the TRUST BEARING CLEARANCE?
is the piston side clearance correct?
are the pistons installed in the correct cylinders? (intake and exhaust notches correctly located to match the cylinder head)
are you POSITIVE each main cap is in the correct location and FACING THE CORRECT DIRECTION?
did you use MOLY assembly lube?
did you check EACH INDIVIDUAL RING ON EACH PISTON for ring gap clearance,AND that the rings fit the piston ring slots correctly? are any rings installed in the wrong ring slots (2nd ring in top slot ETC,)or upside down
do the rings have back clearance?
were the cylinders CORRECTLY HONED?
is the cam drive binding?
does the crank contact the windage screen?
does the dipstick tube or dip stick touch the crank at any point?
is the oil pump /cam gear binding?
did you check that the oil pump mounting bolt does NOT contact the back surface of the rear main BEARING under the main cap?
is the block warped, checked carefully?,was it line honed?
are the piston pins centered? do the pistons rotate thru an arc with little resistance?
are there any lock pins, spirolocs, tru-arcs contacting the cylinder walls?
are you sure the bearing shells are installed correctly and the locating tabs are in the correct slots?
are they the correct bearings for the application? or did you just assume the part guy knew what he was doing?
did you MEASURE or GUESS, did you at least use Plasti-gauge and a torque wrench?
on Chevrolet engines, Crane recommends that a .030-inch-wide and .030-inch-deep groove be machined or filed into the bottom band on the distributor shaft as shown (arrow) to provide lubricant to the distributor gears. Place the groove on the distributor so that when timed properly, the groove will face the camshaft. With the distributor in this position, oil will spray both the distributor and the cam gear to significantly reduce gear wear. This trick can improve gear life for any type of camshaft. Ford engines have an oil passage plug that points directly at the distributor gear. A .025-inch hole can be drilled into the plug to lubricate these gears.
did you check EACH AND EVERY journal for tapper and roundness
did you get the rotating assembly balanced???
watch the slide show linked below for more tips
http://www.alteredwheelbasenova.com/the ... art_1#Next
http://www.alteredwheelbasenova.com/the ... art_2#Next
Last edited by a moderator: