You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Fabrication of a 200-4R Transmission Mount
- Thread starter Indycars
- Start date
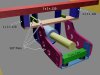
Here are the dwg's to go along with those pieces that busterrm made. The long
rectangle is simply a piece of 3/8 inch plate, cut to 2" x 12"
The verticals were changed slightly from the original plan. Now they wrap around
the bar, just like the green Driveshaft Loop Brackets.
Download Drawing Below:
Attachments
-
 DriveShaftLoopMountingBracket01.jpg20.5 KB · Views: 84
DriveShaftLoopMountingBracket01.jpg20.5 KB · Views: 84 -
 VerticalTransmissonMountBracket.jpg28.5 KB · Views: 84
VerticalTransmissonMountBracket.jpg28.5 KB · Views: 84 -
DriveShaftLoopMountingBracket01.pdf86.3 KB · Views: 11
-
VerticalTransmissionMountBracket.pdf91 KB · Views: 7
-
 TransMountPerspectiveView02d.jpg26.4 KB · Views: 84
TransMountPerspectiveView02d.jpg26.4 KB · Views: 84 -
 transmissionmount001.jpg18.5 KB · Views: 84
transmissionmount001.jpg18.5 KB · Views: 84
busterrm
solid fixture here in the forum
I had to move the hole close to the end where the vertical is attached to the crossbar. With the 1 inch hole and the heat of cutting the part, welding it, the heat drilling, I thought it was best to move that hole 1/4 farther away from that end. Seeing that those holes are cosmetic, I figured it would not be a problem.
busterrm said:I had to move the hole close to the end where the vertical is attached to the crossbar. With the 1 inch hole and the heat of cutting the part, welding it, the heat drilling, I thought it was best to move that hole 1/4 farther away from that end. Seeing that those holes are cosmetic, I figured it would not be a problem.
So you increased the distance noted in the drawing below???
I noticed that it was closer than I wanted when finalizing the
drawing. Glad you moved it!
Attachments

busterrm
solid fixture here in the forum
Yes, I moved it about a 1/4 inch farther away from that notch for the flatbar. I just thought that with all the stress from cutting it, drilling it, and eventually the welding would possible cause problems down the road. I just feel better about it, call it a gut feeling. I measured before and it was only about 5/16 away and now it about 9/16 away from that notch. I made the driveshaft loop today. We got lucky, I found a scrap piece of 3/8 flatbar today and it was long enough for the loop. Here is a picture of the loop:

It just happened to be 316L stainless so it is good and strong,I got this bent and we have 6.375 across the loop, so I will make the U bracket that same 6.375 and it will give us 5.875 inside. We are limited on what to bend that loop around in that small size. That's an additional 1/4 of an inch over the original of 5.625 inches.
It just happened to be 316L stainless so it is good and strong,I got this bent and we have 6.375 across the loop, so I will make the U bracket that same 6.375 and it will give us 5.875 inside. We are limited on what to bend that loop around in that small size. That's an additional 1/4 of an inch over the original of 5.625 inches.
busterrm said:Yes, I moved it about a 1/4 inch farther away from that notch for the flatbar. I just thought that with all the stress from cutting it, drilling it, and eventually the welding would possible cause problems down the road. I just feel better about it, call it a gut feeling. I measured before and it was only about 5/16 away and now it about 9/16 away from that notch.
I made the driveshaft loop today. We got lucky, I found a scrap piece of 3/8 flatbar today and it was long enough for the loop. Here is a picture of the loop:
It just happened to be 316L stainless so it is good and strong,I got this bent and we have 6.375 across the loop, so I will make the U bracket that same 6.375 and it will give us 5.875 inside. We are limited on what to bend that loop around in that small size. That's an additional 1/4 of an inch over the original of 5.625 inches.
You got alittle ahead of me with those verticals. I'm so glad you noticed the same problem and made an adjustment....GREAT BIG THANKS!!!
Appreciate you going to the extra trouble! I will be putting my magic touches on that loop, including a whole lot of polishing on the stainless(I like shinny things) ..... But if you hadn't done such a great job on the drive shaft loop, YOU might have ended up like this little guy in an alley somewhere in NoWhereVille! :lol:
 :shock:
:shock: Attachments

busterrm
solid fixture here in the forum
Well when I had laid out on the material I used a scribe and scribed the holes and it just looked too close. I also thought with it that close it might attract weld splatter also, due to the drilling of holes larger than about .625 usually will create a magnetic field. That along with the other stresses I mentioned.
busterrm
solid fixture here in the forum
Okay made the U bracket today and had trouble with one of the bends, one of the bends has a larger radius Rick. It is noticeable when it is sitting by itself, but I think once its mounted it will be unnoticeable. Here is a picture of it:

I drilled the holes 13/16 per our last converstion over the phone.
I drilled the holes 13/16 per our last converstion over the phone.
busterrm said:Okay made the U bracket today and had trouble with one of the bends, one of the bends has a larger radius Rick. It is noticeable when it is sitting by itself, but I think once its mounted it will be unnoticeable. Here is a picture of it:
I drilled the holes 13/16 per our last conversation over the phone.
Your right, that it won't be noticeable when installed, certainly can't tell any
difference from the photo. Thanks for making the pics bigger, I did notice
immediately!!! AND Grumpy won't have to squint to focus !!!
I bought the metric bolts today that SHOULD fit if my logic is correct that
will go inside of the rubber shock mount biscuits that I'm using. The 13/16"
should be just fine for the 3/4"+ that I measured. Hard to tell sometimes
when measuring something that flexible.
Attachments

I removed the extra bolt holes from the transmission case. They were getting
in the way of the body and they are not used when bolting up the trans to a
Chevy motor.
Attachments




I'm needing some rectangle steel tubing when busterrm (Bob) comes up to help me
with the trans mount. I only need about 6 inches to complete the job, but if I'm
going to buy, I might as well make it worth my time and/or shipping charges. The
longest you can ship at a reasonable cost is 8 feet.
We have a local business that will sell any length, but you pay dearly for it. But I
can buy from Stock Car Steel and have it shipped for a better price, when you
consider $/ft to get it my door.
Then there is Cold Rolled or Hot Rolled question. Stock Car Steel carries
Hot Rolled (Pickled & Oiled), Ok so now there is another question to
answer before I buy. P&O will be better for my application and is more expensive,
another reason I will buy from SCT. I emailed them this morning about some
stainless steel flat bar, and I had an answer with 2 hours, but this is my first time
with them, so I can't say it will always be that way.
I run by the scrap metal yard every few weeks, but this I need pretty quickly .....
Anyone have a better idea for steel ???
http://www.spaco.org/hrvscr.htm
Theoretically, the only difference between hot rolled and cold rolled steels is that hot rolled steel is rolled to its final dimensions while hot enough to scale (over about 1700 degrees F) while cold rolled steel is rolled to its final dimensions well below scaling temperatures.
So----- If you are making ½” square HOT rolled steel, you have to estimate what the final size will be after the product cools, whereas you can finish the Cold rolled steel to much closer tolerances right in the sizing rollers and that is what you get.
There are some other things to consider, too:
-The finished tolerances on hot rolled steels are looser than on cold rolled. Not only the plus or minus tolerance from nominal size, but the "square-ness" of the product. And, I can tell you from personal experience that there’s a lot of trapezoidal (HOT rolled) A36 out there. So, if you need a specific size and you are going to go to a “surplus” place, bring your ruler, square and micrometer to make sure you get what you need.
- I have been told that, in order to get the cold rolled steel to come out with a nice finish, they might use "cleaner" ingots from which to roll the product. This means that you’d get fewer slag or carbon inclusions with cold rolled steels.
-Note that I haven't talked about the chemistry of the steel at all. You can get cold rolled or hot rolled 1045 and you can perform either process on C1018. But since we often talk about using "mild" steels, the two steels that we end up having around most often are C1018----which is quite often sold in cold rolled form and A36 which is always hot rolled.
-One other difference that may be of interest to the blacksmith is that if you buy "1018”cold rolled steel", you can be pretty sure that it has close to a 0.18% carbon content and few other impurities. But the spec for A36 can let the carbon content go as high as 0.29% and it can contain many more impurities. More carbon makes it harder to forge.
Rolling Mill With U-Turn
-You generally have to pay about twice as much money for cold rolled steel as for hot rolled steel, for reasons which are probably obvious from the above.
So far, you are probably feeling that, in dealing with mild steels, cold rolled steel is clearly the better stuff to have if you can afford it. Well, yes, usually, but---- since the hot rolled steel IS rolled while hot, it has a chance to normalize after the last rollers, so it is pretty much stress free when you get it. But machinists who usually buy cold rolled steel, often have the stuff twist and warp on them as they machine the first side or two. This is because the cold rolled steel actually work-hardens in the rolling process.
For blacksmiths, this isn't much of a problem, since we are usually going to heat it up and reform it anyway.
There is also an in-between finishing hot rolling process called "P & O" (Pickled and Oiled). In this case, the hot rolled steel is pickled in acid to remove the mill scale and then oiled to keep it from rusting. The cost is somewhere in between that of regular hot rolled and cold rolled.
Finally, in my experience, the more popular (to the steel yard) sizes of mild steel usually come in both cold and hot rolled. I buy hot rolled whenever I can for blacksmithing. Except if I'm going to put a LOT of work into a piece. Then I buy cold rolled steel to minimize the possibility of having a crack appear in the shaft of my fancy flesh fork after about an hour of forging and an hour of filing and chasing. But in some sizes, for instance 1/4" square, the steel yards in our area only carry it in cold rolled, at twice the price of hot rolled---- so if I want any of that for S-hooks and for nails, etc., I'm stuck with the higher priced stuff--- unless I want to order a ton or two to get it in hot rolled form!
Attachments

busterrm
solid fixture here in the forum
If it were me, I would use the cold rolled tubing. It finishes better and cuts and welds cleaner. But, take into consideration that the remainder of the parts excluding the u bracket and loop are a form of hot rolled material. All forms of plate material are done in the hot rolled category.
Would Grade A500 tubing work???
http://www.allmetalsinc.com/steelrectan ... 00125.html
8
87vette81big
Guest
I would use what Busterm recommends Rick.
I have used cold rolled steel stock. Very easy to Mig weld on.
Stainless steel looks great. Many different grades made. Is expensive Good quality stainless.
Stainless steel should be Tig welded.
I have used cold rolled steel stock. Very easy to Mig weld on.
Stainless steel looks great. Many different grades made. Is expensive Good quality stainless.
Stainless steel should be Tig welded.
I think A500 is what busterrm is suggesting, but I wanted to confirm before I order.
ASTM A500 / A500M
Abstract
https://us-dc2-order.store.yahoo.net/yh ... t_id=&ysco
This specification covers cold-formed welded and seamless carbon steel round, square, rectangular, or special shape structural tubing for welded, riveted, or bolted construction of bridges and buildings, and for general structural purposes. This tubing shall be produced in both welded and seamless sizes and must have the chemical requirements of carbon, manganese, phosphorus, sulfur, and copper. The steel shall be produced by either open-hearth, basic-oxygen, or electric-furnace melting process. When steels of different grades are sequentially strand cast, the steel producer shall identify the resultant transition material and remove it using an established procedure that positively separates the grades. The tubing shall then be made by a seamless or welding process. Welded tubing shall be made from flat-rolled steel by the electric-resistance-welding process. The longitudinal butt joint of welded tubing shall be welded across its thickness in such a manner that the structural design strength of the tubing section is assured. Tension test and flattening test shall be conducted to the specimens. All tubing shall be inspected at the place of manufacture to ensure conformance to the requirements of this specification and must have a workmanlike finish that is free from defects.
8
87vette81big
Guest
Sounds good Rick.
Only better would be chrome moly steel.
Sounds like Busterm is the master metal fabricator and welder.
I dont think he will disappoint.
Only better would be chrome moly steel.
Sounds like Busterm is the master metal fabricator and welder.
I dont think he will disappoint.
busterrm
solid fixture here in the forum
I will be bringing a dry rig and my AC/DC machine, with me. I will have to practice before we do the actual assembly. I believe its going to be educational for Indycars and Myself. A few things you need to get is a bottle of argon, 2 x 1/8 thoriated 2% tungsten electrodes, several tig welding rods. Also would be a good idea to get some 3/32 7018 DC rods also.
busterrm
solid fixture here in the forum
Hey Rick, If your going to buy 8 foot of the tubing, we may as well use the tubing your going to buy for both the crossmember and the little shorts. That will give us the exact same steel at all the weld joints. Parent metals are just as important as the welding itself. You have a small propane torch don't you?
busterrm said:I will be bringing a dry rig and my AC/DC machine, with me. I will have to practice before we do the actual assembly. I believe its going to be educational for Indycars and Myself. A few things you need to get is a [1]bottle of argon, [2]2 x 1/8 thoriated 2% tungsten electrodes, [3]several tig welding rods. Also would be a good idea to get some [4] 3/32 7018 DC rods also.
[5]If your going to buy 8 foot of the tubing, we may as well use the tubing your going to buy for both the crossmember and the little shorts. That will give us the exact same steel at all the weld joints. Parent metals are just as important as the welding itself. [6]You have a small propane torch don't you?
[1] Is there any minimum size that we will need or will the smallest work if that's
what I decide to buy???
[3] Any specifics you can give me on this one???
[5] Good idea!
[6] Yes I do have a propane torch. Is this for pre-heating the metal before welding???
Would a MAP Gas torch be better???
What about my 240v/50a plug, did you look to see if it was the same as yours when
you were here???