when selecting hydraulic roller lifters most of us, are on budgets and we look at price as a huge part of the selection process rather that what the roller lifters designed to be used for. THERE ARE A FEW EXCEPTIONS, but in almost all cases cheaper hydraulic roller lifters do not perform well under high spring load rates or on agreasive cam lobe designs
the STOCK Chevy hydraulic roller lifters are NOT designed for high spring pressures or high rpm impact abuse!
CAST CAM CORES ARE NOT DESIGNED TO HANDLE OVER ABOUT 130lbs SEAT and 400lbs OPEN SPRING LOADS YOU NEED A BILLET CAM CORE FOR DURABILITY IF THOSE LIMITS ARE EXCEEDED

STOCK dog bone design hydraulic enclosed wheel roller lifters are generally designed for less than .550 lift and less than 6000rpm
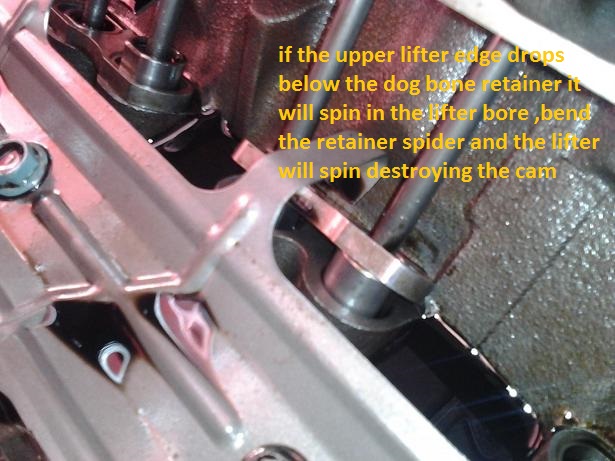
the stock Chevy hydraulic roller lifters , dog bone and spider springs don,t always work reliably, ALL THE TIME with engines having over .500 lift or when spun over 6000rpm, its not all that rare for the lifter ,retainer to bend the retainer spring allowing the lifter to spin sideways, in the lifter bore, resulting in a destroyed cam, thats why Ive suggested BRAND NAME ,AFTERMARKET RETRO FIT CAM COMPONENTS BE USED


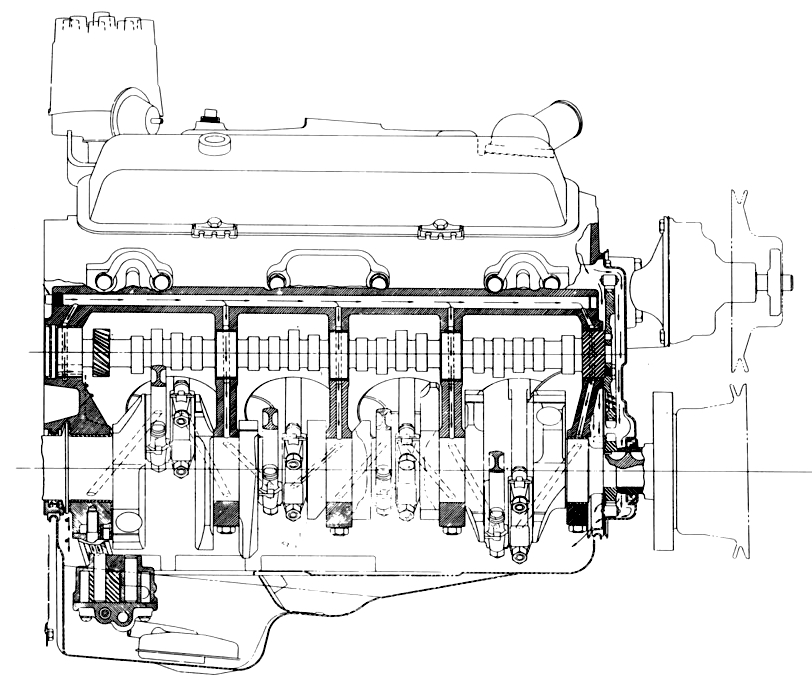
roller blocks have taller lifter bores, because roller lifters are taller, and a provision to bolt the lifter retainer spring, but they can be very easily used for the earlier flat tappet lifters if desired by simply removing the spider(SPRING RETAINER), keep in mind most roller blocks use one piece rear seals
on Chevrolet engines, Crane recommends that a .030-inch-wide and .030-inch-deep groove be machined or filed into the bottom band on the distributor shaft as shown (arrow) to provide lubricant to the distributor gears. Place the groove on the distributor so that when timed properly, the groove will face the camshaft. With the distributor in this position, oil will spray both the distributor and the cam gear to significantly reduce gear wear. This trick can improve gear life for any type of camshaft. Ford engines have an oil passage plug that points directly at the distributor gear. A .025-inch hole can be drilled into the plug to lubricate these gears.
IF THEY CAME IN A STOCK ENGINE WITH A SPIDER SPRING THEY ARE BEST USED ONLY AS NEAR STOCK REPLACEMENTS
enclosed wheel roller lifters are generally designed for less than .550 lift and less than 6000rpm, if the lift is greater than about .550 the lifter slides so low in the lifter bore the dog bone retainer can come off the lifter, as the lifter drops into the lifter bore.
remember the cam bearing bore diameter determines the max lobe lift distance from the cams center line so larger lifts are build by reducing the cam lobes base circle diameter.
THATS A HUGE MISTAKE in some combos, because not all hydraulic roller lifters are comparable.
I recently got asked by a friend if he could reuse the stock hydraulic roller lifters that came in a mark v bib block engine, with a very aggressive roller cam that had almost .700 lift, and one requiring almost 700 lbs of spring pressure designed to spin in the 6000rpm-7000rpm range, well the answer is yes they fit but they would not be likely to last very long

related info the stock OEM hydraulic roller lifters with the sheet steel spider retainer don't work very well with lifts over .500 or at rpms over 6000 rpm in some engines



STOCK dog bone design hydraulic enclosed wheel roller lifters are generally designed for less than .550 lift and less than 6000rpm
the stock Chevy hydraulic roller lifters , dog bone and spider springs don,t always work reliably, ALL THE TIME with engines having over .500 lift or when spun over 6000rpm, its not all that rare for the lifter ,retainer to bend the retainer spring allowing the lifter to spin sideways, in the lifter bore, resulting in a destroyed cam, thats why Ive suggested BRAND NAME ,AFTERMARKET RETRO FIT CAM COMPONENTS BE USED
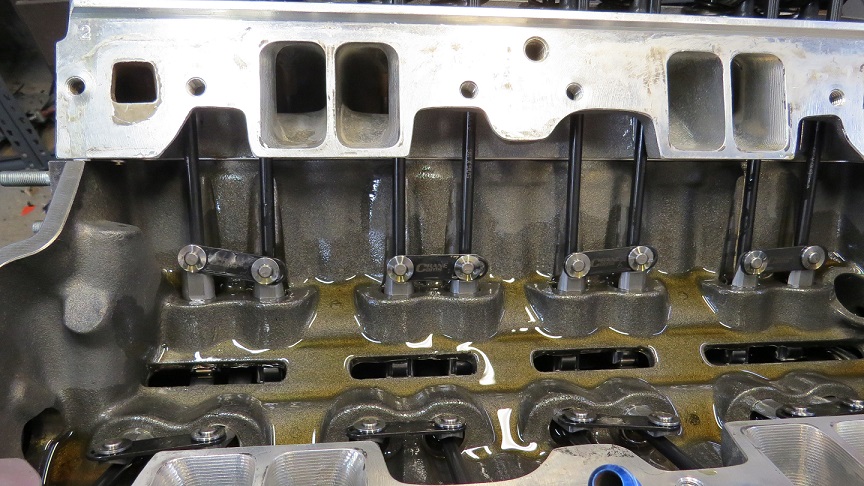
lifters, in the block lifter bores , ride on the cam lobes and the dog bone style retainers and those lifter while less expensive, would not be my personal choice.
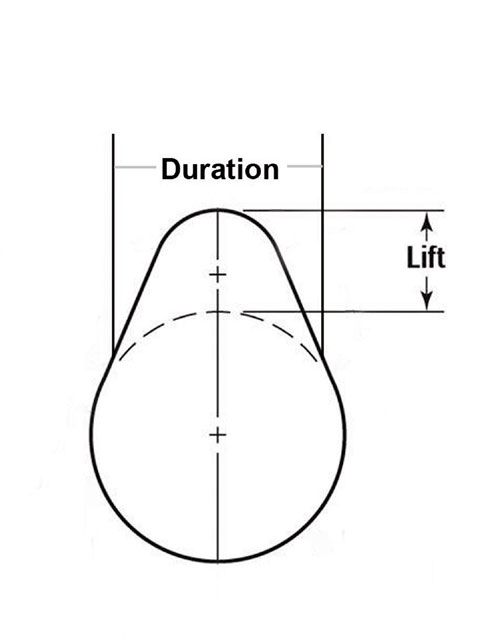
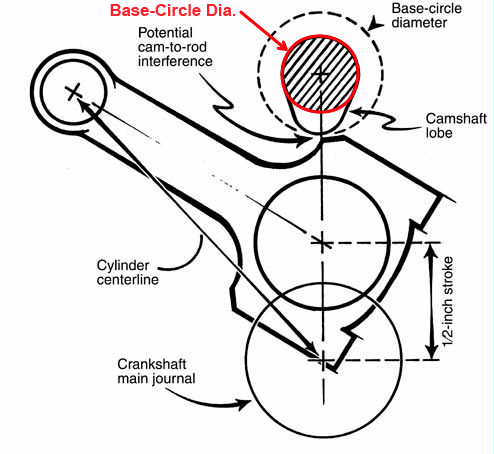
lift on the valve is controlled by the distance the lifter travels between the cams base circle to the peak lift on the cam lobe, small base cams lift the lifter the same distance as the standard cams, but the smaller base circle allows the cam lobes distance from the cams center-line to be less to provide more cam lobe to connecting rod clearance.
a small base cam may have a .900 inch base circle the standard cams will be closer to a 1.060 but several manufacturers use a 1.125" to 1.150" base circle. keep in mind theres several different cam core materials and heat treatments used by various manufacturers
your cams lift, is the result of the lifter movement, or distance it travels from the cams base circle, where the valves seated, to the point in the cams rotation where the lifters moved along the ramp surface fully up on the nose of the cam lobe where the valves at full lift.
example
lets say in this case we compare two imaginary cams
a standard cams base circle is 1.125" and
your cams running on a .900 base circle
both cams have a .560 valve lift and run with 1.5:1 rockers
so both cams will need to move the lifter .374"
that means the standard cam lobe will be 1.125"+.374" or 1.499" from the cams base to the cam lobe nose
that means the small base cam lobe will be .900"+.374" or 1.274" from the cams base to the cam lobe nose
which is significantly smaller,
small base circle cams are generally only used when connecting rod clearance necessitates there use
will they work? yes they will, but the stock lifter design and spring spider retainer was not designed for lifts over about .530 nor rpms over about 5500 rpm, as always a bunch of research helps long term durability, Ive seen more than once engine have issues using them,and the link bar lifer design is the preferred route.
back in the late 1980s-early 1990s there are/were a few blocks made ,(mostly Mexican cast) that are not the newer roller lifter design
but yeah, most are the castings that have the longer taller lifter bores for roller lifters, even if the roller lifters were never installed
generally use of a cam with over about .530 lift with a spider flex plate retention system on the block and the OEM hydraulic lifters can lead to valve train failure at higher rpms
,and Ive seen it rather frequently with cams installed with stock heads and valve springs that had less than ,510 lift
http://garage.grumpysperformance.com/index.php?threads/small-base-circle-cams.3810/#post-72512
https://www.onallcylinders.com/2020...ith-roller-upgrade-for-small-block-chevy-350/
https://www.hotrod.com/articles/ccrp-0710-chevy-small-block/
http://www.superchevy.com/how-to/en...y-big-block-casting-changes-through-the-years
https://www.crower.com/media/pdf/RollerLifterGuide.pdf
http://www.superchevy.com/how-to/pr...at-tappet-cams-which-is-better-for-your-chevy
LESS THAN IDEAL

YES
use of a small base circle cam allows more connecting rod to cam lobe clearance but it also makes the lifters sit a bit lower in the block lifter bores thus the upper edge of the lifter has a bit more chance of lifting the lifter retainer or dog bone keeping the lifters roller centered on the cam lobes.
look at the pictures in these threads I linked , and sub-linked too.
just read the linked info, look at the pictures and ask the cam company you,ll buy the cam from their advise,
on what lifters , and valve springs matched to the cam you've selected and installed, will provide the best long term durability,and valve train stability and make a logical choice, but keep in mind that it gets very expensive very rapidly if your lifter on that cam lobe does not stay in its intended alignment on the cam lobe or the valve spring allows that lifter to loft or float and loose contact with the cam lobe surface at higher rpms
http://garage.grumpysperformance.co...er-lifter-install-direction.11398/#post-52208
http://garage.grumpysperformance.co...ulic-roller-lifter-selection.5522/#post-16620
http://garage.grumpysperformance.co...rect-valve-spring-load-rates.4680/#post-12650
http://garage.grumpysperformance.com/index.php?threads/small-base-circle-cams.3810/
http://garage.grumpysperformance.co...rect-custom-length-pushrods.14241/#post-72353
http://garage.grumpysperformance.co...train-clearances-and-problems.528/#post-57678
http://garage.grumpysperformance.co...cost-vs-a-flat-tappet-design.3802/#post-54090
http://garage.grumpysperformance.co...t-for-specific-applications.10162/#post-40008
http://garage.grumpysperformance.co...ng-pressures-don-t-work-well.1489/#post-36984
BTW if youve ever seen SHORT TRAVEL hydraulic roller lifters they are designed to act almost like solid lifters as they can,t really pump up as the seat travel is restricted
short travel BBC Hyd Roller lifters
Normal plunger travel for a Morel is .141". A short travel is .030" total.
IF youve ever wondered what happens in SECONDS to a cam lobe if the roller lifter turns sideways in its bore if it has the dog bone or link break...




the stock Chevy hydraulic roller lifters , dog bone and spider springs don,t always work reliably, ALL THE TIME with engines having over .500 lift or when spun over 6000rpm, its not all that rare for the lifter , AND retainer to bounce up to bend the retainer SPIDER spring allowing the lifter to spin sideways, in the lifter bore, resulting in a destroyed cam, thats why Ive suggested BRAND NAME ,AFTERMARKET RETRO FIT CAM COMPONENTS BE USED

roller blocks have taller lifter bores, because roller lifters are taller, and a provision to bolt the lifter retainer spring, but they can be very easily used for the earlier flat tappet lifters if desired by simply removing the spider(SPRING RETAINER), keep in mind most roller blocks use one piece rear seals
personally
I VASTLY PREFER / TRUST ,THE AFTERMARKET LIFTERS WITH THE LINK BARS A BIT MORE after seeing several OEM dog bones loose the lifters

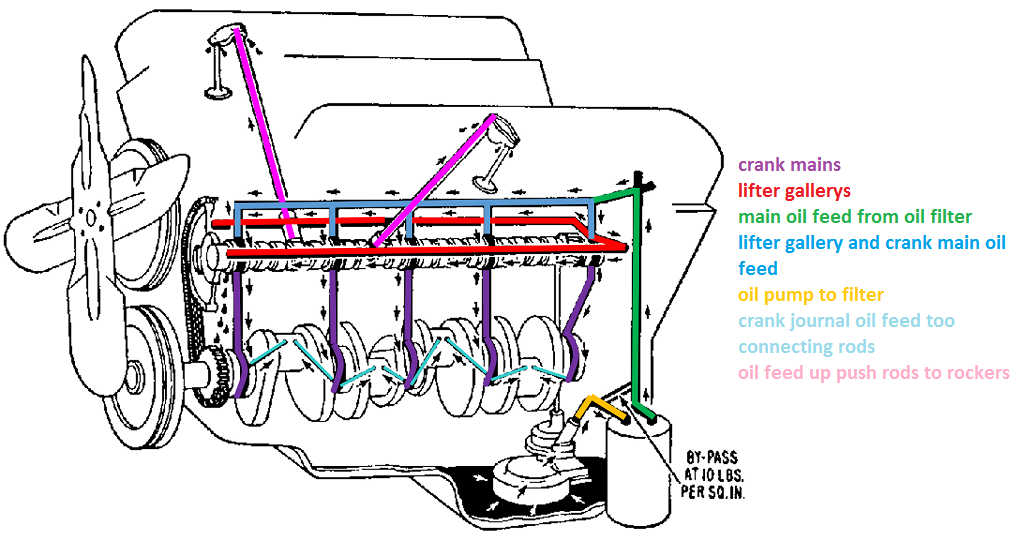
IDEALLY THE OIL FEED HOLE in the ROLLER LIFTER FACES TO THE REAR of the ENGINE AS THATS the source of the pressurized oil flow,
but any liquid under pressure like the oil in the lifter gallery oil passages should in theory still flow through the lifter feed holes from either direction.
CRANE,CROWER,ISKY,MOREL and ERSON all sell good performance hydraulic roller lifters
but in all cases those are NOT the least expensive lifters those manufacturers sell.




the larger wheel open exposed wheel roller lifters are frequently designed for more agreasive lobe ramps and higher rpms
heres two hard fast rules you can depend on, if the lifters are the least expensive offered they are not designed for high spring load rates and high rpms, and your much better off using a solid roller design cam and lifter if your intention is reaching and exceeding about 6500rpm, by 7000rpm most hydraulic rollers become an expensive joke as far as valve control is concerned and any engine, expected to be running over 6500rpm much of the time benefits from a rocker stud girdle for valve train stability

BTW.IF YOUR BUILDING A SBC
http://brodix.com/heads-2/small-block-chevrolet-compatible-heads/ik-series
http://www.jegs.com/i/Brodix/158/1021001/10002/-1
brodix ph# 1-479-394-1075 (ALWAYS VERIFY PART NUMBERS SEVERAL,
TIMES FROM AT LEAST TWO SOURCES, BEFORE ORDERING PARTS)
the brodix rock stud girdle is part # BR-6435 and LIST price is about $230 you can get it for less if you shop carefully
BE AWARE that the I.K. 200 heads were shipped with BOTH 3/8" and 7/16" rocker studs ,
and the poly locks for the 7/16" rocker studs ONLY fit that rocker stud girdle
obviously you need to verify what your heads have before you order the matching rocker stud girdle
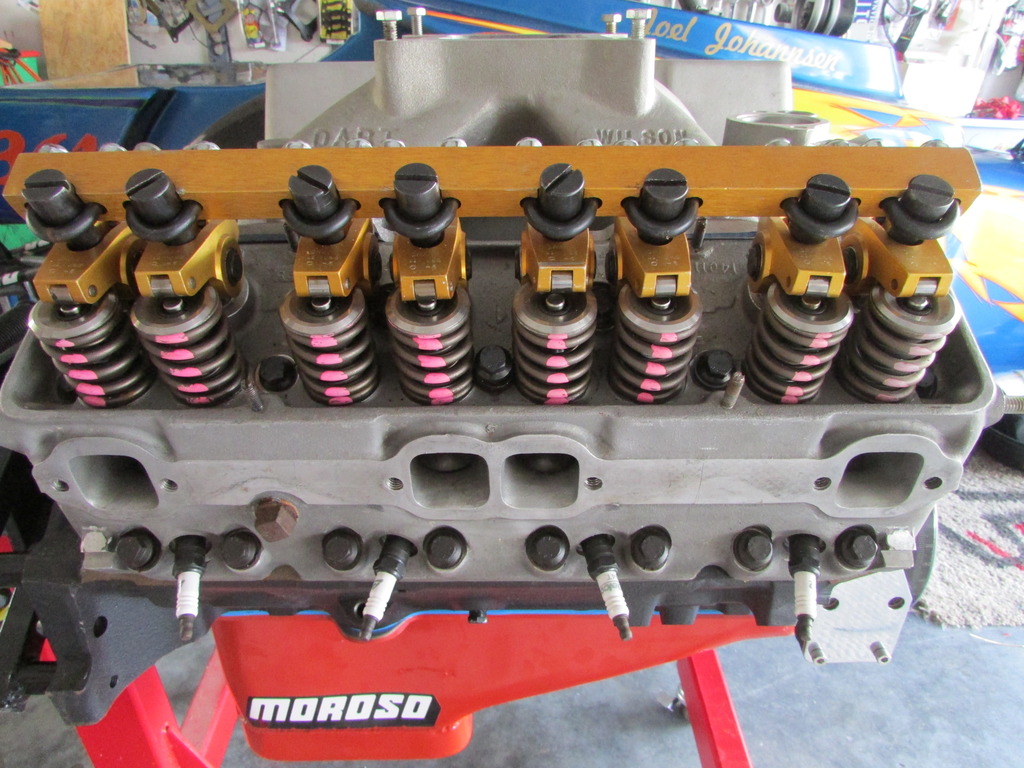
Verifying your engines clearances, and rocker geometry, and use of A rocker stud girdle and high quality roller rockers go a long way towards maintaining valve train durability

related info the stock OEM hydraulic roller lifters with the sheet steel spider retainer don't work very well with lifts over .500 or at rpms over 6000 rpm in some engines
http://www.pbm-erson.com/store.php?catId=420
http://www.crower.com/lifters/roller.html
Roller cam break in
http://www.onallcylinders.com/2015/06/24/roller-derby-how-to-properly-break-in-a-roller-camshaft/
Roller Derby: How to Break In a Roller Camshaft
Posted by David Fuller

By now, it’s common practice (or should be) to use break-in oil with ZDDP or a zinc additive for a flat-tappet camshaft.
But what about roller cams? Any old oil will work for that, right?
According top engine builders, ring manufacturers, and cam grinders, the answer is no. And the reason is pretty simple.
While the rings need to be seated in a roller, an oil that “wears-in” the rings will create a lot of fine metal particulate, and that particulate is a killer for your roller cam. According to Timken, the number-one reason for premature roller bearing failure is particulate contamination. An engine creates more particulate wear metal during break-in than at any other time. In fact the “normal” wear metals for a new engine are up to four times higher than after a engine has finished breaking-in—hence the term “breaking-in.”
So what does this have to do with motor oil?
Quite simply, not all break-in oils are the same. Some break-in oils are designed to accelerate the break-in process, and as a result, these oils generate higher levels of wear metal—bad news for your roller bearings. Other oils are friction modified. The added slipperiness of these oils can prevent the rings from seating properly
Striking the right balance is critical.
 Driven BR break-in oil, for example, was formulated to help Joe Gibbs Racing with its engine program. Mark Cronquist, Chief Engineer Builder at Joe Gibbs Racing, says the break-in oil has two jobs: protect the valvetrain and not hinder ring seal.
Driven BR break-in oil, for example, was formulated to help Joe Gibbs Racing with its engine program. Mark Cronquist, Chief Engineer Builder at Joe Gibbs Racing, says the break-in oil has two jobs: protect the valvetrain and not hinder ring seal.
“With a compacted graphite block and tool steel rings, the materials are very hard, so if the oil is too slippery, the rings won’t seat properly,” Cronquist said. “We still have a valvetrain with roller bearings that need protection as well, so the break-in oil features a high anti-wear formulation without friction modifiers to chemically assist the ring sealing. This strategy reduces the amount of wear metals created during break-in, and that protects the roller bearings in the valvetrain.”
Another aspect of roller cam break-in to consider is the high spring pressures and contact loads the cam, lifters, pushrods, and rockers see. While these loads would spell death to a flat-tappet cam, the high ZDDP anti-wear package of a break-in oil also protects these components during that critical break-in period.
Think of a break-in oil like a primer. Putting down primer before you paint establishes a uniform coating to build from, and that is exactly what a break-in oil does—it establishes a uniform anti-wear film that provides the foundation for protection. Just like a thick coat of primer smoothes out a surface, a properly formulated break-in oil does the same thing. The protective layer of ZDDP anti-wear film smoothes out the peaks and valleys that comprise the microscopic surfaces on the roller wheels and needle bearings. A smooth surface enables greater load carrying with less fatigue.
The more aggressive the valvetrain, the more critical these details become.
“It is hard to fall off the bottom of the mountain,” said Brian Reese from COMP Cams. “The more aggressive the valvetrain is in terms of lift, duration, and spring pressure, the less margin of error you have. The little details become critical.”
According to Reese, using a break-in oil is just part of the equation.
“We are seeing a trend away from flat-tappet engines to avoid the oil issues related to flat tappet cams, but just because you have a roller cam does not mean that it does not have to be broken in properly,” Reese said. “NASCAR level engine programs like Joe Gibbs Racing are still doing a 30-minute break-in on their roller cam engines because they have learned the hard way what happens when they don’t.”
Reese says improper break-in will catch up with you eventually.
“If you get the break-in wrong with a flat tappet cam, it dies right in front of your face,” he said. “If you get the break-in wrong with a roller cam, it may not die until several thousands of miles down the road, but the problem began at break-in.”
Here are a few break-in tips from the experts:
the STOCK Chevy hydraulic roller lifters are NOT designed for high spring pressures or high rpm impact abuse!
CAST CAM CORES ARE NOT DESIGNED TO HANDLE OVER ABOUT 130lbs SEAT and 400lbs OPEN SPRING LOADS YOU NEED A BILLET CAM CORE FOR DURABILITY IF THOSE LIMITS ARE EXCEEDED
STOCK dog bone design hydraulic enclosed wheel roller lifters are generally designed for less than .550 lift and less than 6000rpm
the stock Chevy hydraulic roller lifters , dog bone and spider springs don,t always work reliably, ALL THE TIME with engines having over .500 lift or when spun over 6000rpm, its not all that rare for the lifter ,retainer to bend the retainer spring allowing the lifter to spin sideways, in the lifter bore, resulting in a destroyed cam, thats why Ive suggested BRAND NAME ,AFTERMARKET RETRO FIT CAM COMPONENTS BE USED
roller blocks have taller lifter bores, because roller lifters are taller, and a provision to bolt the lifter retainer spring, but they can be very easily used for the earlier flat tappet lifters if desired by simply removing the spider(SPRING RETAINER), keep in mind most roller blocks use one piece rear seals
on Chevrolet engines, Crane recommends that a .030-inch-wide and .030-inch-deep groove be machined or filed into the bottom band on the distributor shaft as shown (arrow) to provide lubricant to the distributor gears. Place the groove on the distributor so that when timed properly, the groove will face the camshaft. With the distributor in this position, oil will spray both the distributor and the cam gear to significantly reduce gear wear. This trick can improve gear life for any type of camshaft. Ford engines have an oil passage plug that points directly at the distributor gear. A .025-inch hole can be drilled into the plug to lubricate these gears.
IF THEY CAME IN A STOCK ENGINE WITH A SPIDER SPRING THEY ARE BEST USED ONLY AS NEAR STOCK REPLACEMENTS
enclosed wheel roller lifters are generally designed for less than .550 lift and less than 6000rpm, if the lift is greater than about .550 the lifter slides so low in the lifter bore the dog bone retainer can come off the lifter, as the lifter drops into the lifter bore.
remember the cam bearing bore diameter determines the max lobe lift distance from the cams center line so larger lifts are build by reducing the cam lobes base circle diameter.
THATS A HUGE MISTAKE in some combos, because not all hydraulic roller lifters are comparable.
I recently got asked by a friend if he could reuse the stock hydraulic roller lifters that came in a mark v bib block engine, with a very aggressive roller cam that had almost .700 lift, and one requiring almost 700 lbs of spring pressure designed to spin in the 6000rpm-7000rpm range, well the answer is yes they fit but they would not be likely to last very long
related info the stock OEM hydraulic roller lifters with the sheet steel spider retainer don't work very well with lifts over .500 or at rpms over 6000 rpm in some engines
just a heads up on hydraulic roller lifter selection
when selecting hydraulic roller lifters most of us, are on budgets and we look at price as a huge part of the selection process rather that what the roller lifters designed to be used for. THERE ARE A FEW EXCEPTIONS, but in almost all cases cheaper hydraulic roller lifters do not perform well...
garage.grumpysperformance.com
STOCK dog bone design hydraulic enclosed wheel roller lifters are generally designed for less than .550 lift and less than 6000rpm
the stock Chevy hydraulic roller lifters , dog bone and spider springs don,t always work reliably, ALL THE TIME with engines having over .500 lift or when spun over 6000rpm, its not all that rare for the lifter ,retainer to bend the retainer spring allowing the lifter to spin sideways, in the lifter bore, resulting in a destroyed cam, thats why Ive suggested BRAND NAME ,AFTERMARKET RETRO FIT CAM COMPONENTS BE USED
lifters, in the block lifter bores , ride on the cam lobes and the dog bone style retainers and those lifter while less expensive, would not be my personal choice.
lift on the valve is controlled by the distance the lifter travels between the cams base circle to the peak lift on the cam lobe, small base cams lift the lifter the same distance as the standard cams, but the smaller base circle allows the cam lobes distance from the cams center-line to be less to provide more cam lobe to connecting rod clearance.
a small base cam may have a .900 inch base circle the standard cams will be closer to a 1.060 but several manufacturers use a 1.125" to 1.150" base circle. keep in mind theres several different cam core materials and heat treatments used by various manufacturers
your cams lift, is the result of the lifter movement, or distance it travels from the cams base circle, where the valves seated, to the point in the cams rotation where the lifters moved along the ramp surface fully up on the nose of the cam lobe where the valves at full lift.
example
lets say in this case we compare two imaginary cams
a standard cams base circle is 1.125" and
your cams running on a .900 base circle
both cams have a .560 valve lift and run with 1.5:1 rockers
so both cams will need to move the lifter .374"
that means the standard cam lobe will be 1.125"+.374" or 1.499" from the cams base to the cam lobe nose
that means the small base cam lobe will be .900"+.374" or 1.274" from the cams base to the cam lobe nose
which is significantly smaller,
small base circle cams are generally only used when connecting rod clearance necessitates there use
will they work? yes they will, but the stock lifter design and spring spider retainer was not designed for lifts over about .530 nor rpms over about 5500 rpm, as always a bunch of research helps long term durability, Ive seen more than once engine have issues using them,and the link bar lifer design is the preferred route.
back in the late 1980s-early 1990s there are/were a few blocks made ,(mostly Mexican cast) that are not the newer roller lifter design
but yeah, most are the castings that have the longer taller lifter bores for roller lifters, even if the roller lifters were never installed
generally use of a cam with over about .530 lift with a spider flex plate retention system on the block and the OEM hydraulic lifters can lead to valve train failure at higher rpms
,and Ive seen it rather frequently with cams installed with stock heads and valve springs that had less than ,510 lift
http://garage.grumpysperformance.com/index.php?threads/small-base-circle-cams.3810/#post-72512
https://www.onallcylinders.com/2020...ith-roller-upgrade-for-small-block-chevy-350/
https://www.hotrod.com/articles/ccrp-0710-chevy-small-block/
http://www.superchevy.com/how-to/en...y-big-block-casting-changes-through-the-years
https://www.crower.com/media/pdf/RollerLifterGuide.pdf
http://www.superchevy.com/how-to/pr...at-tappet-cams-which-is-better-for-your-chevy
LESS THAN IDEAL
YES
use of a small base circle cam allows more connecting rod to cam lobe clearance but it also makes the lifters sit a bit lower in the block lifter bores thus the upper edge of the lifter has a bit more chance of lifting the lifter retainer or dog bone keeping the lifters roller centered on the cam lobes.
look at the pictures in these threads I linked , and sub-linked too.
just read the linked info, look at the pictures and ask the cam company you,ll buy the cam from their advise,
on what lifters , and valve springs matched to the cam you've selected and installed, will provide the best long term durability,and valve train stability and make a logical choice, but keep in mind that it gets very expensive very rapidly if your lifter on that cam lobe does not stay in its intended alignment on the cam lobe or the valve spring allows that lifter to loft or float and loose contact with the cam lobe surface at higher rpms
http://garage.grumpysperformance.co...er-lifter-install-direction.11398/#post-52208
http://garage.grumpysperformance.co...ulic-roller-lifter-selection.5522/#post-16620
http://garage.grumpysperformance.co...rect-valve-spring-load-rates.4680/#post-12650
http://garage.grumpysperformance.com/index.php?threads/small-base-circle-cams.3810/
http://garage.grumpysperformance.co...rect-custom-length-pushrods.14241/#post-72353
http://garage.grumpysperformance.co...train-clearances-and-problems.528/#post-57678
http://garage.grumpysperformance.co...cost-vs-a-flat-tappet-design.3802/#post-54090
http://garage.grumpysperformance.co...t-for-specific-applications.10162/#post-40008
http://garage.grumpysperformance.co...ng-pressures-don-t-work-well.1489/#post-36984
BTW if youve ever seen SHORT TRAVEL hydraulic roller lifters they are designed to act almost like solid lifters as they can,t really pump up as the seat travel is restricted
short travel BBC Hyd Roller lifters
Normal plunger travel for a Morel is .141". A short travel is .030" total.
IF youve ever wondered what happens in SECONDS to a cam lobe if the roller lifter turns sideways in its bore if it has the dog bone or link break...
557B2100 said:Putting together this ZZ4 engine and wondering about the orientation of the hydraulic roller lifters....The lifter guides will allow installation in two directions.....There is a small oil hole on one side of the lifter....I was wondering if it made any difference which direction it faces...To the front, to the rear, or no difference?
the stock Chevy hydraulic roller lifters , dog bone and spider springs don,t always work reliably, ALL THE TIME with engines having over .500 lift or when spun over 6000rpm, its not all that rare for the lifter , AND retainer to bounce up to bend the retainer SPIDER spring allowing the lifter to spin sideways, in the lifter bore, resulting in a destroyed cam, thats why Ive suggested BRAND NAME ,AFTERMARKET RETRO FIT CAM COMPONENTS BE USED
roller blocks have taller lifter bores, because roller lifters are taller, and a provision to bolt the lifter retainer spring, but they can be very easily used for the earlier flat tappet lifters if desired by simply removing the spider(SPRING RETAINER), keep in mind most roller blocks use one piece rear seals
personally
I VASTLY PREFER / TRUST ,THE AFTERMARKET LIFTERS WITH THE LINK BARS A BIT MORE after seeing several OEM dog bones loose the lifters
IDEALLY THE OIL FEED HOLE in the ROLLER LIFTER FACES TO THE REAR of the ENGINE AS THATS the source of the pressurized oil flow,
but any liquid under pressure like the oil in the lifter gallery oil passages should in theory still flow through the lifter feed holes from either direction.
CRANE,CROWER,ISKY,MOREL and ERSON all sell good performance hydraulic roller lifters
but in all cases those are NOT the least expensive lifters those manufacturers sell.
the larger wheel open exposed wheel roller lifters are frequently designed for more agreasive lobe ramps and higher rpms
heres two hard fast rules you can depend on, if the lifters are the least expensive offered they are not designed for high spring load rates and high rpms, and your much better off using a solid roller design cam and lifter if your intention is reaching and exceeding about 6500rpm, by 7000rpm most hydraulic rollers become an expensive joke as far as valve control is concerned and any engine, expected to be running over 6500rpm much of the time benefits from a rocker stud girdle for valve train stability
BTW.IF YOUR BUILDING A SBC
http://brodix.com/heads-2/small-block-chevrolet-compatible-heads/ik-series
http://www.jegs.com/i/Brodix/158/1021001/10002/-1
brodix ph# 1-479-394-1075 (ALWAYS VERIFY PART NUMBERS SEVERAL,
TIMES FROM AT LEAST TWO SOURCES, BEFORE ORDERING PARTS)
the brodix rock stud girdle is part # BR-6435 and LIST price is about $230 you can get it for less if you shop carefully
BE AWARE that the I.K. 200 heads were shipped with BOTH 3/8" and 7/16" rocker studs ,
and the poly locks for the 7/16" rocker studs ONLY fit that rocker stud girdle
obviously you need to verify what your heads have before you order the matching rocker stud girdle
Verifying your engines clearances, and rocker geometry, and use of A rocker stud girdle and high quality roller rockers go a long way towards maintaining valve train durability
Johnny468 said:I can speak from personal experience on this:
I've run both Comp Cams and Crower (solid) roller lifters in my BBC and there is simply no comparison in quality. The Comp lifters would start to loosen up on the adjustment after about a year. I'd pull them out for an inspection and the rollers on three or four of them would be very rough. When I pressed out the roller axle I could see alot of wear on the bottom of the axle. I would replace the few that were rough, reinstall and go about another year until I would need to repeat the whole process all over again.
After about three years of this routine I finally wised up and bought Crower HPPO lifters. In the four years since I've installed them they have always maintained perfect adjustment and when I inspected them last time during a freshen up the rollers were still absolutely smooth as glass. My conclusion is that Crower uses a much higher grade of steel for the axle, and probably the other components as well.
I highly recommend Crower roller lifters, they are worth the additional cost.
Johnny
related info the stock OEM hydraulic roller lifters with the sheet steel spider retainer don't work very well with lifts over .500 or at rpms over 6000 rpm in some engines
http://www.pbm-erson.com/store.php?catId=420
http://www.crower.com/lifters/roller.html
Roller cam break in
http://www.onallcylinders.com/2015/06/24/roller-derby-how-to-properly-break-in-a-roller-camshaft/
Roller Derby: How to Break In a Roller Camshaft
Posted by David Fuller

By now, it’s common practice (or should be) to use break-in oil with ZDDP or a zinc additive for a flat-tappet camshaft.
But what about roller cams? Any old oil will work for that, right?
According top engine builders, ring manufacturers, and cam grinders, the answer is no. And the reason is pretty simple.
While the rings need to be seated in a roller, an oil that “wears-in” the rings will create a lot of fine metal particulate, and that particulate is a killer for your roller cam. According to Timken, the number-one reason for premature roller bearing failure is particulate contamination. An engine creates more particulate wear metal during break-in than at any other time. In fact the “normal” wear metals for a new engine are up to four times higher than after a engine has finished breaking-in—hence the term “breaking-in.”
So what does this have to do with motor oil?
Quite simply, not all break-in oils are the same. Some break-in oils are designed to accelerate the break-in process, and as a result, these oils generate higher levels of wear metal—bad news for your roller bearings. Other oils are friction modified. The added slipperiness of these oils can prevent the rings from seating properly
Striking the right balance is critical.
 Driven BR break-in oil, for example, was formulated to help Joe Gibbs Racing with its engine program. Mark Cronquist, Chief Engineer Builder at Joe Gibbs Racing, says the break-in oil has two jobs: protect the valvetrain and not hinder ring seal.
Driven BR break-in oil, for example, was formulated to help Joe Gibbs Racing with its engine program. Mark Cronquist, Chief Engineer Builder at Joe Gibbs Racing, says the break-in oil has two jobs: protect the valvetrain and not hinder ring seal.“With a compacted graphite block and tool steel rings, the materials are very hard, so if the oil is too slippery, the rings won’t seat properly,” Cronquist said. “We still have a valvetrain with roller bearings that need protection as well, so the break-in oil features a high anti-wear formulation without friction modifiers to chemically assist the ring sealing. This strategy reduces the amount of wear metals created during break-in, and that protects the roller bearings in the valvetrain.”
Another aspect of roller cam break-in to consider is the high spring pressures and contact loads the cam, lifters, pushrods, and rockers see. While these loads would spell death to a flat-tappet cam, the high ZDDP anti-wear package of a break-in oil also protects these components during that critical break-in period.
Think of a break-in oil like a primer. Putting down primer before you paint establishes a uniform coating to build from, and that is exactly what a break-in oil does—it establishes a uniform anti-wear film that provides the foundation for protection. Just like a thick coat of primer smoothes out a surface, a properly formulated break-in oil does the same thing. The protective layer of ZDDP anti-wear film smoothes out the peaks and valleys that comprise the microscopic surfaces on the roller wheels and needle bearings. A smooth surface enables greater load carrying with less fatigue.
The more aggressive the valvetrain, the more critical these details become.
“It is hard to fall off the bottom of the mountain,” said Brian Reese from COMP Cams. “The more aggressive the valvetrain is in terms of lift, duration, and spring pressure, the less margin of error you have. The little details become critical.”
According to Reese, using a break-in oil is just part of the equation.
“We are seeing a trend away from flat-tappet engines to avoid the oil issues related to flat tappet cams, but just because you have a roller cam does not mean that it does not have to be broken in properly,” Reese said. “NASCAR level engine programs like Joe Gibbs Racing are still doing a 30-minute break-in on their roller cam engines because they have learned the hard way what happens when they don’t.”
Reese says improper break-in will catch up with you eventually.
“If you get the break-in wrong with a flat tappet cam, it dies right in front of your face,” he said. “If you get the break-in wrong with a roller cam, it may not die until several thousands of miles down the road, but the problem began at break-in.”
Here are a few break-in tips from the experts:
 Wash off the rust preventative coating that is on the parts prior to installation. Parts are shipped with a preventative coating, and it needs to be removed for lubricants to function at maximum efficiency.
Wash off the rust preventative coating that is on the parts prior to installation. Parts are shipped with a preventative coating, and it needs to be removed for lubricants to function at maximum efficiency.- Apply a calcium-sulfonate grease instead of ZDDP before assembly. While ZDDP is critical in the break-in process, it is not the best assembly lube. After cleaning the camshaft and lifters, apply calcium-sulfonate for protection and lasting lubrication during initial start-up. Then, soak your roller lifters in break-in oil.
- Use a finer micron filter during break-in.
- Prime the pump before firing the engine. This ensures a critical supply of oil to the cam and lifters at initial start-up.
- Do not idle the engine. Bring the engine up to 2,500 rpm and vary the speed by a few hundred rpm for 20-30 minutes.
- After a 30-minute break-in, change the oil filter. At this point, you have removed all the larger particles that could cause problems and you can start upping the flow rate of your filter.
- Change the oil and filter after initial break-in. Most of the wear metals created by an engine occur during the first hour of operation.

Last edited by a moderator: