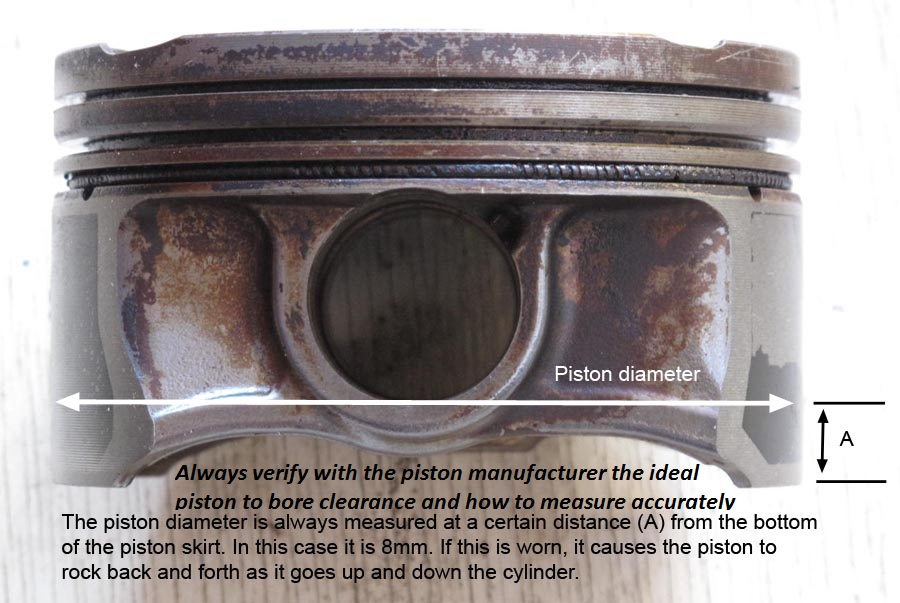
piston skirt clearance is normally measured PER the piston manufacturers specs
usually at 90 degrees from the piston pin and about 1 inch lower than the bottom oil ring groove
read this
viewtopic.php?f=50&t=1268&p=2719#p2719


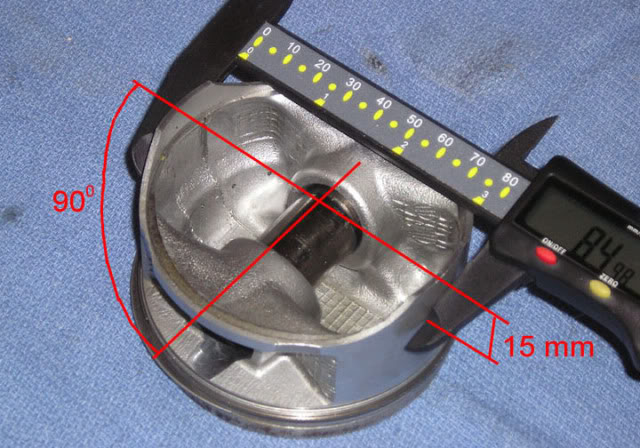
use a bore snap gauge in the cylinder and a 4"-5" mic to check, both the bore and piston diam. a accurate dial indicator caliper will get you close if you don,t have a 4"-5" mike then RECHECK with the piston inserted upside down in its respective bore with a feeler gauge slid between the cylinder wall and the skirt 90 degrees from the piston pin location with the piston pin lined up correctly in the bore so the pin parallels the crank center line
[/color]
buy this book
The Step-By-Step Guide to Engine Blueprinting
by Rick Voegelin

read thru this link its well done
http://www.mre-books.com/sa21/sa21_5.html
QUOTE
"Choosing the Right Piston
Aluminum pistons are really rather amazing. They are alternately seared by the heat of
combustion, and then blasted by a jet of cold air with every intake stroke. They are accelerated
and decelerated at tremendous speed with every turn of the crankshaft, while withstanding side
loads that try to weld the piston skirts to the cylinder walls. Everything that an engine builder
does to increase performance, from installing a hot-rod cam to porting the heads to bolting on a
blower, is intended to do just one thing: increase cylinder pressure. And, of course, the more
pressure there is in the cylinders, the higher the loads the pistons must endure.
Much of the work devoted to piston preparation is required by the special characteristics of
aluminum. Since aluminum expands at approximately twice the rate of steel, clearances that are
correct at room temperature can change dramatically when the piston tops are heated to over
500 F degrees. Forged aluminum pistons have a much denser molecular structure than cast
pistons, so heat transfers through the forged material more quickly. Also, different parts of the
piston expand at different rates. There is more metal around the pin bosses than in the skirts, so
these two areas grow to different sizes when heated. This is why an engine that is noisy when
first started on a cold morning can run quietly after it has warmed up. As the pistons are brought
up to operating temperature, they expand to create the proper clearances.

This diagram illustrates the
heat distribution in cast and
forged aluminum pistons.
The densely packed
molecules in the forging
allow it to conduct heat
away from the piston top
quickly.
Piston-to-Wall Clearance
The right clearance between the piston skirts and the cylinder walls is absolutely essential. If the
piston-to-wall clearance is too large, the pistons rock back and forth in the bore. This prevents the
rings from sealing the cylinder properly, and can crack the skirts as the piston slaps from side to
side. If the clearance is too small, the piston will literally stick in the bore, scuffing the skirts and
destroying the wall finish. There’s a thin line between too much and not enough, but providing the
correct running clearance pays dividends in both durability and horsepower.

Piston skirts are slightly elliptical when
measured at room temperature. This oval
shape is the piston’s “cam grind.â€

A “barrel face†piston has a skirt that
bulges outward in the center. Because
of this complex shape, it is essential to
follow the piston manufacturer’s
instructions when setting the piston-to-
wall clearance.
more info
http://www.beckracing.com/page05.htm
http://www.ferobrake.co.za/ktml2/files/ ... arance.pdf
http://books.google.com/books?id=Ro3_4p ... t&resnum=7

#525 is a 220grit hard stone & pretty coarse.
It is what I consider a "production rebuilder finish" & not what I would finish any bore with especially a performance one but it will work with cast iron or chrome
#625 is a 280grit hard stone & mid range suited to moly rings
400-500 grit stones are sometimes used after a 280 grit hone to just prep the surface briefly before final clean-up and moly ring install

http://www.enginehones.com/lislehones.html
http://www.goodson.com/store/template/d ... 93a1b07466
http://www.wayfair.com/Lisle-Hone-Engin ... 49-IJO1028.

BTW when you go to buy a ring compressor....this type works far better than the others

http://store.summitracing.com/partdetail.asp?autofilter=1&part=PRO-66766&N=700+115&autoview=sku
related info, threads and sub-links, you should read carefully
http://garage.grumpysperformance.co...ng-and-basic-piston-ring-info-youll-need.509/
http://garage.grumpysperformance.co...ing-piston-to-bore-ring-seal.3897/#post-17109
http://garage.grumpysperformance.co...on-ring-info-youll-need.509/page-2#post-77252
http://garage.grumpysperformance.co...g-and-installing-connecting-rods-pistons.247/
http://garage.grumpysperformance.com/index.php?threads/flex-hone.9538/#post-72178
http://garage.grumpysperformance.co...ling-rings-in-piston-grooves.9490/#post-34908
http://garage.grumpysperformance.co...ring-grooves-and-related-info.1797/#post-7233
http://garage.grumpysperformance.com/index.php?threads/piston-to-bore-clearance.4630/#post-30835
http://garage.grumpysperformance.co...ore-clearance-on-your-block.14251/#post-72471
usually at 90 degrees from the piston pin and about 1 inch lower than the bottom oil ring groove
read this
viewtopic.php?f=50&t=1268&p=2719#p2719
use a bore snap gauge in the cylinder and a 4"-5" mic to check, both the bore and piston diam. a accurate dial indicator caliper will get you close if you don,t have a 4"-5" mike then RECHECK with the piston inserted upside down in its respective bore with a feeler gauge slid between the cylinder wall and the skirt 90 degrees from the piston pin location with the piston pin lined up correctly in the bore so the pin parallels the crank center line
[/color]
buy this book
The Step-By-Step Guide to Engine Blueprinting
by Rick Voegelin
read thru this link its well done
http://www.mre-books.com/sa21/sa21_5.html
QUOTE
"Choosing the Right Piston
Aluminum pistons are really rather amazing. They are alternately seared by the heat of
combustion, and then blasted by a jet of cold air with every intake stroke. They are accelerated
and decelerated at tremendous speed with every turn of the crankshaft, while withstanding side
loads that try to weld the piston skirts to the cylinder walls. Everything that an engine builder
does to increase performance, from installing a hot-rod cam to porting the heads to bolting on a
blower, is intended to do just one thing: increase cylinder pressure. And, of course, the more
pressure there is in the cylinders, the higher the loads the pistons must endure.
Much of the work devoted to piston preparation is required by the special characteristics of
aluminum. Since aluminum expands at approximately twice the rate of steel, clearances that are
correct at room temperature can change dramatically when the piston tops are heated to over
500 F degrees. Forged aluminum pistons have a much denser molecular structure than cast
pistons, so heat transfers through the forged material more quickly. Also, different parts of the
piston expand at different rates. There is more metal around the pin bosses than in the skirts, so
these two areas grow to different sizes when heated. This is why an engine that is noisy when
first started on a cold morning can run quietly after it has warmed up. As the pistons are brought
up to operating temperature, they expand to create the proper clearances.
This diagram illustrates the
heat distribution in cast and
forged aluminum pistons.
The densely packed
molecules in the forging
allow it to conduct heat
away from the piston top
quickly.
Piston-to-Wall Clearance
The right clearance between the piston skirts and the cylinder walls is absolutely essential. If the
piston-to-wall clearance is too large, the pistons rock back and forth in the bore. This prevents the
rings from sealing the cylinder properly, and can crack the skirts as the piston slaps from side to
side. If the clearance is too small, the piston will literally stick in the bore, scuffing the skirts and
destroying the wall finish. There’s a thin line between too much and not enough, but providing the
correct running clearance pays dividends in both durability and horsepower.
Piston skirts are slightly elliptical when
measured at room temperature. This oval
shape is the piston’s “cam grind.â€
A “barrel face†piston has a skirt that
bulges outward in the center. Because
of this complex shape, it is essential to
follow the piston manufacturer’s
instructions when setting the piston-to-
wall clearance.
more info
http://www.beckracing.com/page05.htm
http://www.ferobrake.co.za/ktml2/files/ ... arance.pdf
http://books.google.com/books?id=Ro3_4p ... t&resnum=7
#525 is a 220grit hard stone & pretty coarse.
It is what I consider a "production rebuilder finish" & not what I would finish any bore with especially a performance one but it will work with cast iron or chrome
#625 is a 280grit hard stone & mid range suited to moly rings
400-500 grit stones are sometimes used after a 280 grit hone to just prep the surface briefly before final clean-up and moly ring install
http://www.enginehones.com/lislehones.html
http://www.goodson.com/store/template/d ... 93a1b07466
http://www.wayfair.com/Lisle-Hone-Engin ... 49-IJO1028.
BTW when you go to buy a ring compressor....this type works far better than the others
http://store.summitracing.com/partdetail.asp?autofilter=1&part=PRO-66766&N=700+115&autoview=sku
related info, threads and sub-links, you should read carefully
http://garage.grumpysperformance.co...ng-and-basic-piston-ring-info-youll-need.509/
http://garage.grumpysperformance.co...ing-piston-to-bore-ring-seal.3897/#post-17109
http://garage.grumpysperformance.co...on-ring-info-youll-need.509/page-2#post-77252
http://garage.grumpysperformance.co...g-and-installing-connecting-rods-pistons.247/
http://garage.grumpysperformance.com/index.php?threads/flex-hone.9538/#post-72178
http://garage.grumpysperformance.co...ling-rings-in-piston-grooves.9490/#post-34908
http://garage.grumpysperformance.co...ring-grooves-and-related-info.1797/#post-7233
http://garage.grumpysperformance.com/index.php?threads/piston-to-bore-clearance.4630/#post-30835
http://garage.grumpysperformance.co...ore-clearance-on-your-block.14251/#post-72471
Last edited by a moderator: