I got asked which is better for minor body and frame repairs...mig or TIG,, thats a bit like asking if blonds or red heads provide better pin-up pictures, each application varies and both options are viable in some conditions, but TIG welding allows you total control over the heat and when and were the heats applied, this alone is a HUGE ADVANTAGE, mig welding can be rather difficult on thinner sheet metal, but if its done correctly and you can find the correct combo of wire diam, shield gas and amp settings & wire feed for the application,
(something the better 230 volt, MIG 220 amp 180AMPp-250AMP machines generally do well, on the 1/8" or thicker materials and almost all good quality name brand MIG WELDERS
(120 volt or 230 volt) ,
can do well, on the 26 GA-to 1/8" sheet steel )
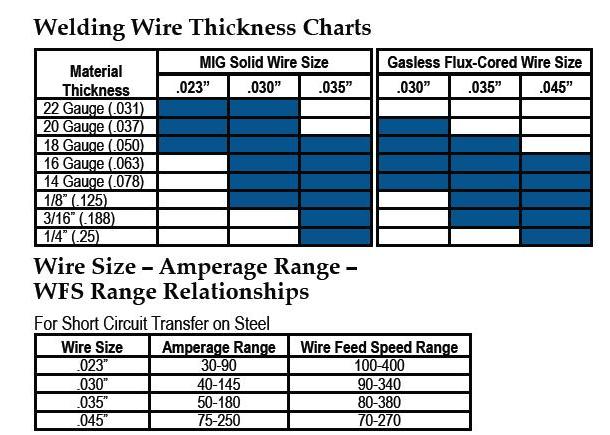
its fast and strong and easy to use, so finding a balance where you get adequate penetration and little or no porosity in the weld while not blowing thru is not that easy, MIG is usually faster and easier on the thicker metal, but again it lacks the fine heat control. As far as the .023" wire vs. .030" wire,size if you are using a MIG welder, there are those that prefer the .030", others the .023"., keep in mind the thinner wire has slightly less chance of blowing thru the base material,as it takes a bit less heat to melt the fill wire,and as it generates a bit less heat,in the material being welded. I think that your welding machine your used to using, its ability to be finely adjusted,and your experience plays into this. In the end, you go with what your familiar with and what you're comfortable with. You're looking for the flattest bead that doesn't blow through, yet gets full penetration and a solid weld..remember you can go back several times to re-heat a welded area, with T.I.G. ...with or without adding fill rod ....something you can,t do with a M.I.G. welder
read these, links below,
keep in mind that allowing outside air to enter the molten metal weld pool, generally results in a far less dense and as a result noticeably weaker weld structure, some what like a sponge if you could examine it under an electron micro scope, use of a surrounding barrier of outer shield gas allows the molten metal to cool as a much stronger and denser more or less solid crystalline structure, this will generally result in a weld that looks better and provides a good deal stronger bond between the two welded original structures and a weld that requires noticeably less mechanical cleaning of its outer surfaces with grinding to clean its exposed outer surface.
this is especially helpful on processes like welding two thin sheet metal body panels as it will almost always require significantly less panel prep with grinding, sanding, bondo etc.
if you get a chance weld two scrap body panels one with flux core and one with MIG or even better TIG welds with the proper matched shield gases.
I think, youll notice a very obvious difference in both the surface of the welds and if you bend the welded joint several times, the effort it takes to crack the welded joint resulting it the welded area failing due to physical stress on that joint.
a properly welded MIG or even better TIG weld, will generally duplicate or even exceed the structural strength of the two parent panels you joined, Flux core welds by comparison won,t look as clean, and generally need far more surface prep, and provide a weaker panel bond.now theres a place for flux core welds when your not overly concerned with the appearance of the area on the adjacent panels to be welded , and your going to be welding a fairly low stressed area, but Ive always felt if you have anything your thinking about flux core welding MIG or TIG welding makes for a better choice, MIG welds are fast, easy to do and more than acceptably strong in most areas,if your really concerned with the welded joints strength and the time you take to weld the joints not critical, TIG welding is generally my preferred type of welding, on the structural stressed areas, but MIG welding is in my experience the better choice for larger low stress areas like installing a new floor pan, in a car.
before anyone buys any welder , new or used,
you should call and talk too both the manufactures reps, the TECH and sales and repair dept. guys,
and find someone local thats owned and used one for at least several months,
Ideally you'll want to get a local dealer to point out the welders strong vs weak points,
and perhaps let you either try one out or point you to a local shop,
that will be willing to let you try a few welds and show you how too use the welder for a few buck$
slipping some guy $50 -$60 bucks for 20-30 minutes instruction on a similar machine,
before you buy one,
is going to be a great financial investment, and it could save you from making the wrong decision.
if the TIG welder your looking at does not have AC/DC and pulse frequency, options,
and rated at at least 180 amps, its not going to be ideal for welding aluminum.
the answer to if you can get by with a cheap 110 volt mig vs a larger 230 volt welder depends on both the welder and the type of work, plus the operators skill level, but for welding 1/8" or thinner sheet steel,you can easily use a GOOD QUALITY 110 volt will be fine!
keep in mind DUTY CYCLE when you think about selecting a welder to purchase, the less expensive 110-120 volt welder will frequently require or limit you to welding for a few minutes maximum then letting the welder cool off , for lets say alternating 7-8 minute time frames where the larger capacity 230 amp MIGS on the lower amp setting's might allow nearly continues use.
remember your wire size and shield gas and the regulator pressure and flow effect results
why not visit your local miller and lincoln dealers and ask LOTS OF questions, maybe ask for a demo and before you ask, FLUX CORE is NOT MIG WELDING AND GENERALLY RESULTS IN MUCH POORER RESULTS
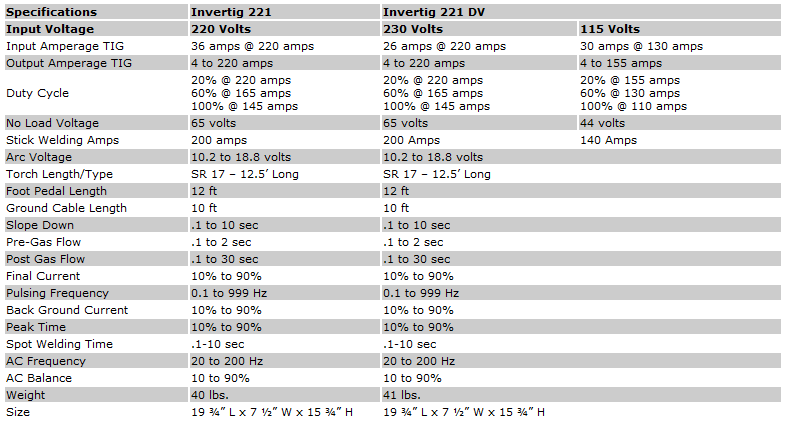
http://www.usaweld.com/TIG-WELDER-Inver ... 12.5-3.htm
HTP MAKES A VERY GOOD TIG WELDER AND TECH SUPPORTS GOOD ALSO
http://www.htpweld.com/products/tig_welders/tig201.html
http://www.welders-direct.com/mm5/merchant.mvc?Screen=PROD&Store_Code=WD&Product_Code=907335
http://www.welders-direct.com/mm5/m...roduct_Code=K2688-2&Attributes=Yes&Quantity=1
http://www.weldingtipsandtricks.com/tig ... ideos.html
http://millerwelds.com/resources/basicM ... cont__.htm
http://www.usaweld.com/TIG-WELDER-Invertig-221-Welder-p/70221-12.5-1.htm
http://www.mig-welding.co.uk/tutorial.htm
http://www.youtube.com/watch?v=1nLsrcsc ... re=related
http://www.millerwelds.com/diversion165/google/details/
http://www.circletrack.com/howto/ctrp_0 ... index.html
http://www.weldfabulous.com/Welders/c195588/
http://www.weldingtipsandtricks.com/
http://www.davencorp.tv/store/viewitem.php?productid=15
http://content.lincolnelectric.com/pdfs ... /e3372.pdf
http://www.hobartwelders.com/elearning/#mig
http://www.extremehowto.com/xh/article. ... e_id=60352
http://www.millerwelds.com/swf/flv/flas ... &h=250&v=8
EITHER MIG or TIG welders can do a decent job in the hands of a skilled WELDOR, provided the amps are there to do the job correctly, but I think you'll find that the TIG has a slight advantage in that you can control BOTH the heat and filler feed rates independently and change them very quickly as you weld while the mig is set and runs basically at a pre-set feed and heat range, while both the feed and heat are adjustable with a decent mig, they are generally, not as quickly or as finely adjustable because YOUR not in direct and instant control.
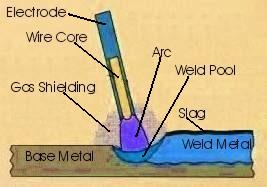
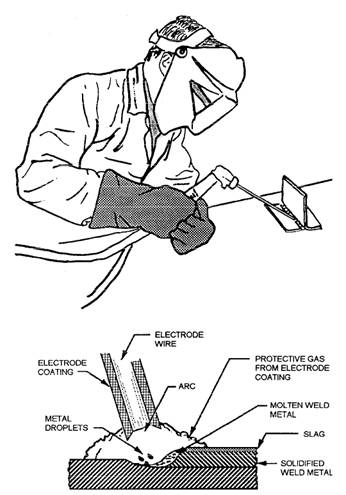
TIG is similar to oxy-acetylene welding in that you use a filler rod and a heat source, the electric arc replaces the flame and theres a shield gas curtain around the arc, but the process is similar.
mig basically pumps wire, into the weld are where it grounds out, and melts as it leaves the gun,heating the surrounding area and turning into molten metal.
the answer to which welder you'll want depends on what your intended use for the welder is, an ARC welder like your talking about is a rather poor choice for that, that welder is fine for welding up car trailers or brackets on rear differentials or most things made from 3/16-3/8" steel but it will be a P.I.T.A, on thin 24-20 gauge sheet steel fenders and doors etc. compared to a decent MIG or TIG
Id suggest you take a class on learning to weld BEFORE you buy a welder
and if its body work your intending to do a small MIG or TIG is a far better choice than an ARC welder
the main difference is you always need to be pumping metal wire to generate heat with a mig and that's not true of the TIG so you can PRE-HEAT or RE-HEAT and area without adding filler wire/rod with a TIG, but NOT with a MIG, so obviously a MIG has a bit more limitations.
MIGS are generally cheaper and faster,& easier to operate, and in most cases do a decent job, but you get a better,deeper weld with a TIG,and you can go back over areas when you need to, if the guy using it has decent skills and understands the process well.
I bought this miller 252 MIG for my shop, but I now see other options I was un-aware of at the time I purchased it

http://www.welders-direct.com/mm5/m...re_Code=WD&Product_Code=907321&Category_Code=
I already owned and used a lincoln ARC welder

http://www.welders-direct.com/mm5/m..._Code=WD&Product_Code=K2857-1&Category_Code=L
http://www.eastwood.com/mig-250.html

http://www.eastwood.com/tig-welders-eastwood-tig-ac-dc-welder.html?reltype=2&parent_id=50869
TIG WELDER
https://www.everlastgenerators.com/...MI_t-qjfTD5AIVmZOzCh1GswtsEAYYAyABEgKc8_D_BwE

BTW LOTS of guys use those wire feed FLUX CORE WIRE WELDERS without the ARGON tank and gas shield and refer to them as MIG WELDING... ITS NOT and its a VERY POOR substitute for EVEN MIG WELDING, in the QUALITY of the welds produced
http://www.millerwelds.com/education/tech_tips/TIG_tips/
http://www.millerwelds.com/education/tech_tips/MIG_tips/
http://www.mig-welding.co.uk/tutorial.htm
http://www.oldclassiccar.co.uk/choosing_mig_welder.htm
http://www.usaweld.com/ProductDetails.a ... 70221-12.5
http://www.ehow.com/video_2327405_opera ... elder.html
http://www.millerwelds.com/
http://www.pirate4x4.com/tech/billavist ... 0Guide.pdf
BTW while it might be (OLD SCHOOL) an OXY-ACETYLENE welder torch and tank set can do a surprising amount of jobs in skilled hands and should not be ignored as a tool,
but what ever you buy research it carefully ,first, and buy the best you can afford in name brand equipment, youll be far less likely to get crap that needs to be upgraded or replaced shortly, and the quality of the welds, and the EASE OF WELDING IS effected BY THE EQUIPMENT YOU PURCHASE
ask questions here....LOTS OF QUESTIONS and don,t relie on a single source for valid info
http://www.htpweld.com/
http://www.welders-direct.com/
http://www.weldingdirect.com/tigtopa2.html
http://www.brwelder.com/indexTemplate.cfm
http://store.cyberweld.com/millerwelders.html
http://www.millerwelds.com/resources/communities/mboard/forumdisplay.php?f=4
btw
if you check your local bargain trader and Craig,s list or EBAY theres a good chance you can find a used miller,Lincoln or HTP TIG WELDER that would do an even better job that would normally cost several thousand dollar$ for a similar cash out lay
something in a used TIG WELDER , preferably in a 200-300 amp ranger can be less than 1/2 price, of a new tig welder and a screaming deal, keep in mind a decent TIG can also do aluminum
just stick to name brands LINCOLN,MILLER,HTP and do the research to verify its still got parts availability (LESS THAN 10 years old usually)
IF you shop carefully you can normally find a decent used TIG WELDER for well under $1500 that originally cost 2-4 times that much, ive seen used commercial 250-300 amp miller tig welders fairly frequently listed for under $1500
(something the better 230 volt, MIG 220 amp 180AMPp-250AMP machines generally do well, on the 1/8" or thicker materials and almost all good quality name brand MIG WELDERS
(120 volt or 230 volt) ,
can do well, on the 26 GA-to 1/8" sheet steel )
its fast and strong and easy to use, so finding a balance where you get adequate penetration and little or no porosity in the weld while not blowing thru is not that easy, MIG is usually faster and easier on the thicker metal, but again it lacks the fine heat control. As far as the .023" wire vs. .030" wire,size if you are using a MIG welder, there are those that prefer the .030", others the .023"., keep in mind the thinner wire has slightly less chance of blowing thru the base material,as it takes a bit less heat to melt the fill wire,and as it generates a bit less heat,in the material being welded. I think that your welding machine your used to using, its ability to be finely adjusted,and your experience plays into this. In the end, you go with what your familiar with and what you're comfortable with. You're looking for the flattest bead that doesn't blow through, yet gets full penetration and a solid weld..remember you can go back several times to re-heat a welded area, with T.I.G. ...with or without adding fill rod ....something you can,t do with a M.I.G. welder
read these, links below,
keep in mind that allowing outside air to enter the molten metal weld pool, generally results in a far less dense and as a result noticeably weaker weld structure, some what like a sponge if you could examine it under an electron micro scope, use of a surrounding barrier of outer shield gas allows the molten metal to cool as a much stronger and denser more or less solid crystalline structure, this will generally result in a weld that looks better and provides a good deal stronger bond between the two welded original structures and a weld that requires noticeably less mechanical cleaning of its outer surfaces with grinding to clean its exposed outer surface.
this is especially helpful on processes like welding two thin sheet metal body panels as it will almost always require significantly less panel prep with grinding, sanding, bondo etc.
if you get a chance weld two scrap body panels one with flux core and one with MIG or even better TIG welds with the proper matched shield gases.
I think, youll notice a very obvious difference in both the surface of the welds and if you bend the welded joint several times, the effort it takes to crack the welded joint resulting it the welded area failing due to physical stress on that joint.
a properly welded MIG or even better TIG weld, will generally duplicate or even exceed the structural strength of the two parent panels you joined, Flux core welds by comparison won,t look as clean, and generally need far more surface prep, and provide a weaker panel bond.now theres a place for flux core welds when your not overly concerned with the appearance of the area on the adjacent panels to be welded , and your going to be welding a fairly low stressed area, but Ive always felt if you have anything your thinking about flux core welding MIG or TIG welding makes for a better choice, MIG welds are fast, easy to do and more than acceptably strong in most areas,if your really concerned with the welded joints strength and the time you take to weld the joints not critical, TIG welding is generally my preferred type of welding, on the structural stressed areas, but MIG welding is in my experience the better choice for larger low stress areas like installing a new floor pan, in a car.
before anyone buys any welder , new or used,
you should call and talk too both the manufactures reps, the TECH and sales and repair dept. guys,
and find someone local thats owned and used one for at least several months,
Ideally you'll want to get a local dealer to point out the welders strong vs weak points,
and perhaps let you either try one out or point you to a local shop,
that will be willing to let you try a few welds and show you how too use the welder for a few buck$
slipping some guy $50 -$60 bucks for 20-30 minutes instruction on a similar machine,
before you buy one,
is going to be a great financial investment, and it could save you from making the wrong decision.
if the TIG welder your looking at does not have AC/DC and pulse frequency, options,
and rated at at least 180 amps, its not going to be ideal for welding aluminum.
the answer to if you can get by with a cheap 110 volt mig vs a larger 230 volt welder depends on both the welder and the type of work, plus the operators skill level, but for welding 1/8" or thinner sheet steel,you can easily use a GOOD QUALITY 110 volt will be fine!
keep in mind DUTY CYCLE when you think about selecting a welder to purchase, the less expensive 110-120 volt welder will frequently require or limit you to welding for a few minutes maximum then letting the welder cool off , for lets say alternating 7-8 minute time frames where the larger capacity 230 amp MIGS on the lower amp setting's might allow nearly continues use.
remember your wire size and shield gas and the regulator pressure and flow effect results
why not visit your local miller and lincoln dealers and ask LOTS OF questions, maybe ask for a demo and before you ask, FLUX CORE is NOT MIG WELDING AND GENERALLY RESULTS IN MUCH POORER RESULTS
http://www.usaweld.com/TIG-WELDER-Inver ... 12.5-3.htm
HTP MAKES A VERY GOOD TIG WELDER AND TECH SUPPORTS GOOD ALSO
http://www.htpweld.com/products/tig_welders/tig201.html
http://www.welders-direct.com/mm5/merchant.mvc?Screen=PROD&Store_Code=WD&Product_Code=907335
http://www.welders-direct.com/mm5/m...roduct_Code=K2688-2&Attributes=Yes&Quantity=1
http://www.weldingtipsandtricks.com/tig ... ideos.html
http://millerwelds.com/resources/basicM ... cont__.htm
http://www.usaweld.com/TIG-WELDER-Invertig-221-Welder-p/70221-12.5-1.htm
http://www.mig-welding.co.uk/tutorial.htm
http://www.youtube.com/watch?v=1nLsrcsc ... re=related
http://www.millerwelds.com/diversion165/google/details/
http://www.circletrack.com/howto/ctrp_0 ... index.html
http://www.weldfabulous.com/Welders/c195588/
http://www.weldingtipsandtricks.com/
http://www.davencorp.tv/store/viewitem.php?productid=15
http://content.lincolnelectric.com/pdfs ... /e3372.pdf
http://www.hobartwelders.com/elearning/#mig
http://www.extremehowto.com/xh/article. ... e_id=60352
http://www.millerwelds.com/swf/flv/flas ... &h=250&v=8
EITHER MIG or TIG welders can do a decent job in the hands of a skilled WELDOR, provided the amps are there to do the job correctly, but I think you'll find that the TIG has a slight advantage in that you can control BOTH the heat and filler feed rates independently and change them very quickly as you weld while the mig is set and runs basically at a pre-set feed and heat range, while both the feed and heat are adjustable with a decent mig, they are generally, not as quickly or as finely adjustable because YOUR not in direct and instant control.
TIG is similar to oxy-acetylene welding in that you use a filler rod and a heat source, the electric arc replaces the flame and theres a shield gas curtain around the arc, but the process is similar.
mig basically pumps wire, into the weld are where it grounds out, and melts as it leaves the gun,heating the surrounding area and turning into molten metal.
the answer to which welder you'll want depends on what your intended use for the welder is, an ARC welder like your talking about is a rather poor choice for that, that welder is fine for welding up car trailers or brackets on rear differentials or most things made from 3/16-3/8" steel but it will be a P.I.T.A, on thin 24-20 gauge sheet steel fenders and doors etc. compared to a decent MIG or TIG
Id suggest you take a class on learning to weld BEFORE you buy a welder
and if its body work your intending to do a small MIG or TIG is a far better choice than an ARC welder
the main difference is you always need to be pumping metal wire to generate heat with a mig and that's not true of the TIG so you can PRE-HEAT or RE-HEAT and area without adding filler wire/rod with a TIG, but NOT with a MIG, so obviously a MIG has a bit more limitations.
MIGS are generally cheaper and faster,& easier to operate, and in most cases do a decent job, but you get a better,deeper weld with a TIG,and you can go back over areas when you need to, if the guy using it has decent skills and understands the process well.
I bought this miller 252 MIG for my shop, but I now see other options I was un-aware of at the time I purchased it
http://www.welders-direct.com/mm5/m...re_Code=WD&Product_Code=907321&Category_Code=
I already owned and used a lincoln ARC welder
http://www.welders-direct.com/mm5/m..._Code=WD&Product_Code=K2857-1&Category_Code=L
http://www.eastwood.com/mig-250.html
http://www.eastwood.com/tig-welders-eastwood-tig-ac-dc-welder.html?reltype=2&parent_id=50869
TIG WELDER
https://www.everlastgenerators.com/...MI_t-qjfTD5AIVmZOzCh1GswtsEAYYAyABEgKc8_D_BwE
BTW LOTS of guys use those wire feed FLUX CORE WIRE WELDERS without the ARGON tank and gas shield and refer to them as MIG WELDING... ITS NOT and its a VERY POOR substitute for EVEN MIG WELDING, in the QUALITY of the welds produced
http://www.millerwelds.com/education/tech_tips/TIG_tips/
http://www.millerwelds.com/education/tech_tips/MIG_tips/
http://www.mig-welding.co.uk/tutorial.htm
http://www.oldclassiccar.co.uk/choosing_mig_welder.htm
http://www.usaweld.com/ProductDetails.a ... 70221-12.5
http://www.ehow.com/video_2327405_opera ... elder.html
http://www.millerwelds.com/
http://www.pirate4x4.com/tech/billavist ... 0Guide.pdf
BTW while it might be (OLD SCHOOL) an OXY-ACETYLENE welder torch and tank set can do a surprising amount of jobs in skilled hands and should not be ignored as a tool,
but what ever you buy research it carefully ,first, and buy the best you can afford in name brand equipment, youll be far less likely to get crap that needs to be upgraded or replaced shortly, and the quality of the welds, and the EASE OF WELDING IS effected BY THE EQUIPMENT YOU PURCHASE
ask questions here....LOTS OF QUESTIONS and don,t relie on a single source for valid info
http://www.htpweld.com/
http://www.welders-direct.com/
http://www.weldingdirect.com/tigtopa2.html
http://www.brwelder.com/indexTemplate.cfm
http://store.cyberweld.com/millerwelders.html
http://www.millerwelds.com/resources/communities/mboard/forumdisplay.php?f=4
btw
if you check your local bargain trader and Craig,s list or EBAY theres a good chance you can find a used miller,Lincoln or HTP TIG WELDER that would do an even better job that would normally cost several thousand dollar$ for a similar cash out lay
something in a used TIG WELDER , preferably in a 200-300 amp ranger can be less than 1/2 price, of a new tig welder and a screaming deal, keep in mind a decent TIG can also do aluminum
just stick to name brands LINCOLN,MILLER,HTP and do the research to verify its still got parts availability (LESS THAN 10 years old usually)
IF you shop carefully you can normally find a decent used TIG WELDER for well under $1500 that originally cost 2-4 times that much, ive seen used commercial 250-300 amp miller tig welders fairly frequently listed for under $1500
Last edited by a moderator: