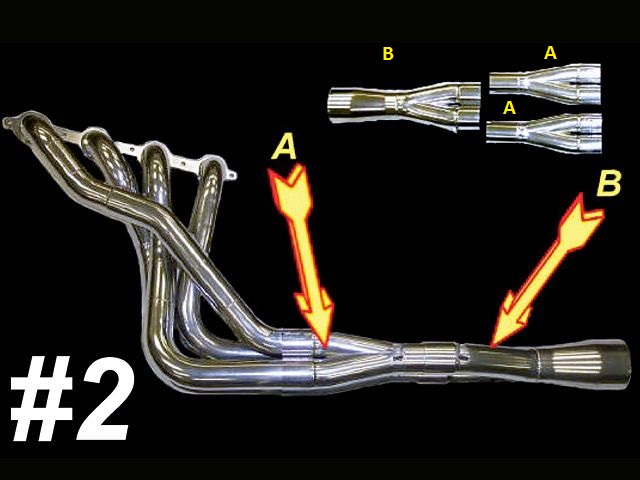
OK I have been building a Tri Y design header for my 48 Willys CJ-2A "restomod" project.
I am running a Willys 134L engine
specs are as follows
Engine bored .060" over now making 140 cu in. Bore 3.185" Stroke 4.375 1-3-4-2
Compression ratio has been raised to 7.2-1
Stock BHP 60 at 4000rpm stock torque 105 ft lbs at 2000rpm
Stock valves and cam spec's as follows:
Intake
Opens 9° BTC
Closes 50° ABC
Duration 239°
Exhaust
Opens 47° BBC
Closes 12° ATC
Duration 239°
Valve Opening Overlap 21°
Valve lift both intake and Exhaust .351"
The intake manifold is a Modified Pierce cast aluminum that was originally made for a 1500cc MG engine I split the Plenum and added a .410" spacer that spread the runners out to match the engine. I then came back and added an aluminum plate with Carb Bore sized holes to the top to return the Carb mounting holes to thier proper spacing. I then added a .5" Micarta (Phenolic) spacer on top of that. The Carb will be a Weber DGV 32/36
The engine has been computer spin balanced from the crank pulley through the clutch pressure plate.
Ignition will be an Autolite IAT-4405 Vacuum advance distributor with a Petronix Ignitor I trigger and a MSD-6A spark box Accel Super coil and Wires (resistor type) and Champion UJ-8 Plugs.
Fan and fuel pump delete
Projected weight for the Jeep is 2600 lbs
Final drive gearing is 5.38's with a 30% Overdrive 29-29.5" tall tires.
Typical operating rpm range 1000-3000 rpm with a 4000 rpm red line.
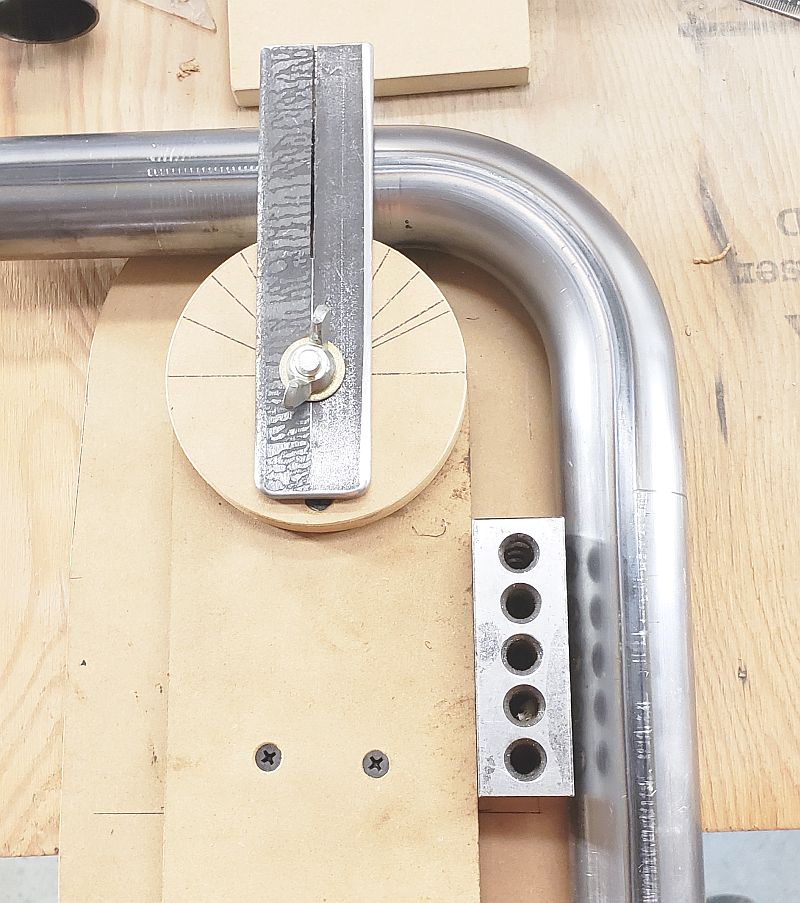
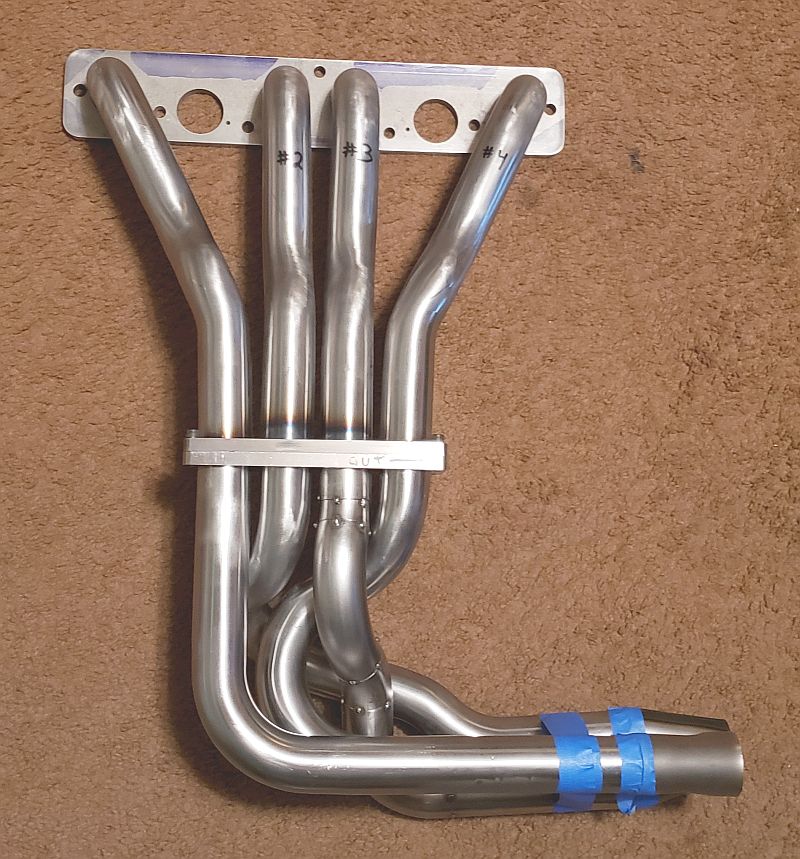
I currently have the Primary section of the Header built. It is 1.375 ID tubing (same as the exhaust ports) with an average length of 36" valve to 2 into 1 collector. Looks like this:


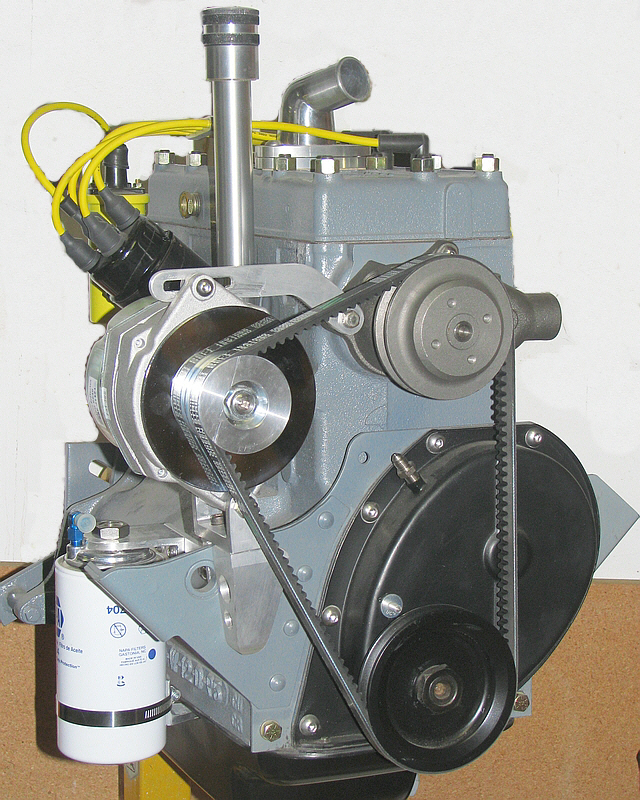
And a photo of the Intake manifold

and a couple shots of the rest of the engine:

I need help trying to decide what would be the best length for the 1.75" OD Secondary's. I have room for anything up to 36" long on the other end at least 18" long would fit best with 20-24" being near ideal (this is to get pas the transmission cross member and to convert to the 2.25" OD tail pipe before having to go up over the rear axle.
As you can see this has been quite the project all done old school the only thing a computer was used for was research and ordering bends. everything is MIG welded and ground smooth. I will be having Finish Line Coatings here in Miliwaukie OR doing the Ceramic coating on them.
SO anyone have a guess as to what my Secondarys should be or should I just make what fits best.
And PLEASE don't waste time telling me I am crazy for doing all this work to a Willys 134L jeep engine. That horse has been beat to death so many times over the 10 years of this build it would just be a waste of time.
To those that will help THANK YOU SO MUCH.
Mark W.
I am running a Willys 134L engine
specs are as follows
Engine bored .060" over now making 140 cu in. Bore 3.185" Stroke 4.375 1-3-4-2
Compression ratio has been raised to 7.2-1
Stock BHP 60 at 4000rpm stock torque 105 ft lbs at 2000rpm
Stock valves and cam spec's as follows:
Intake
Opens 9° BTC
Closes 50° ABC
Duration 239°
Exhaust
Opens 47° BBC
Closes 12° ATC
Duration 239°
Valve Opening Overlap 21°
Valve lift both intake and Exhaust .351"
The intake manifold is a Modified Pierce cast aluminum that was originally made for a 1500cc MG engine I split the Plenum and added a .410" spacer that spread the runners out to match the engine. I then came back and added an aluminum plate with Carb Bore sized holes to the top to return the Carb mounting holes to thier proper spacing. I then added a .5" Micarta (Phenolic) spacer on top of that. The Carb will be a Weber DGV 32/36
The engine has been computer spin balanced from the crank pulley through the clutch pressure plate.
Ignition will be an Autolite IAT-4405 Vacuum advance distributor with a Petronix Ignitor I trigger and a MSD-6A spark box Accel Super coil and Wires (resistor type) and Champion UJ-8 Plugs.
Fan and fuel pump delete
Projected weight for the Jeep is 2600 lbs
Final drive gearing is 5.38's with a 30% Overdrive 29-29.5" tall tires.
Typical operating rpm range 1000-3000 rpm with a 4000 rpm red line.
I currently have the Primary section of the Header built. It is 1.375 ID tubing (same as the exhaust ports) with an average length of 36" valve to 2 into 1 collector. Looks like this:
And a photo of the Intake manifold
and a couple shots of the rest of the engine:
I need help trying to decide what would be the best length for the 1.75" OD Secondary's. I have room for anything up to 36" long on the other end at least 18" long would fit best with 20-24" being near ideal (this is to get pas the transmission cross member and to convert to the 2.25" OD tail pipe before having to go up over the rear axle.
As you can see this has been quite the project all done old school the only thing a computer was used for was research and ordering bends. everything is MIG welded and ground smooth. I will be having Finish Line Coatings here in Miliwaukie OR doing the Ceramic coating on them.
SO anyone have a guess as to what my Secondarys should be or should I just make what fits best.
And PLEASE don't waste time telling me I am crazy for doing all this work to a Willys 134L jeep engine. That horse has been beat to death so many times over the 10 years of this build it would just be a waste of time.
To those that will help THANK YOU SO MUCH.
Mark W.