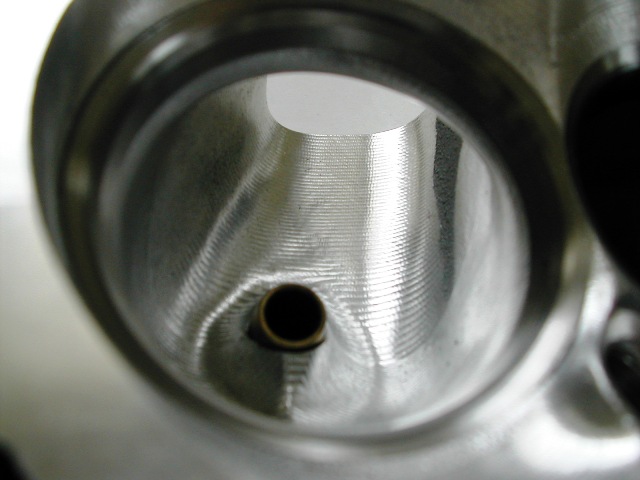
small block
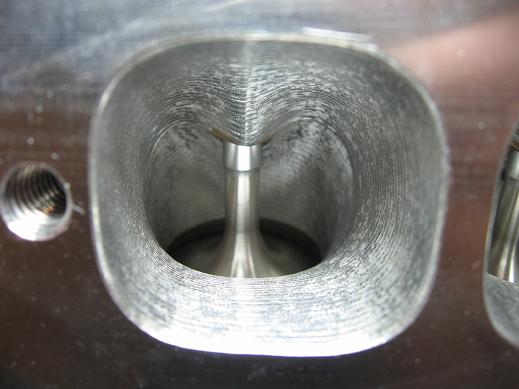
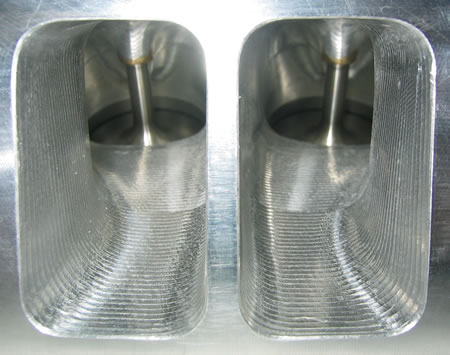
big block
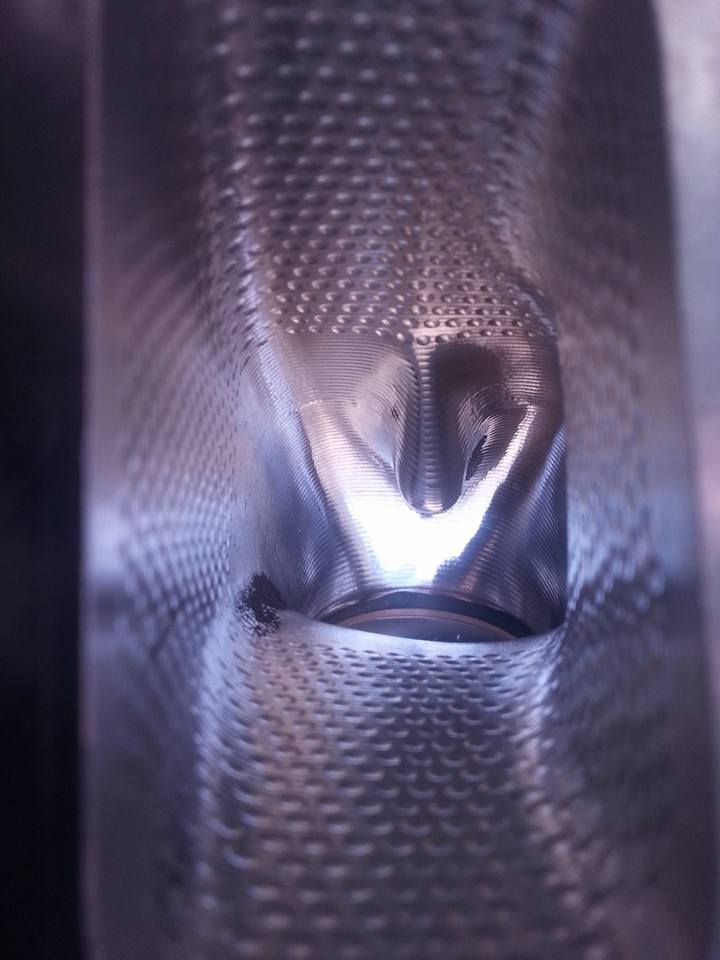
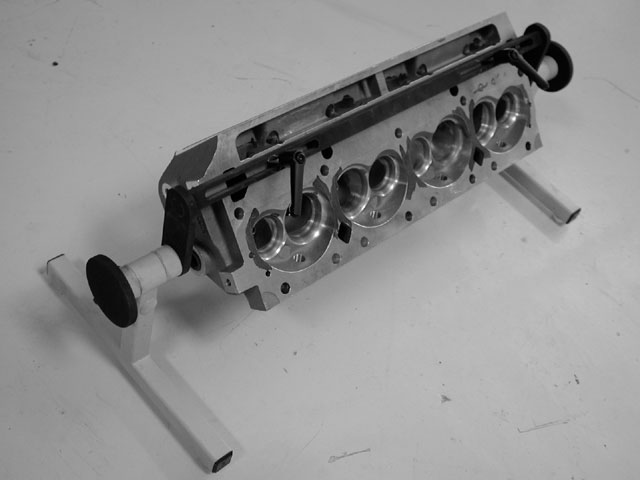
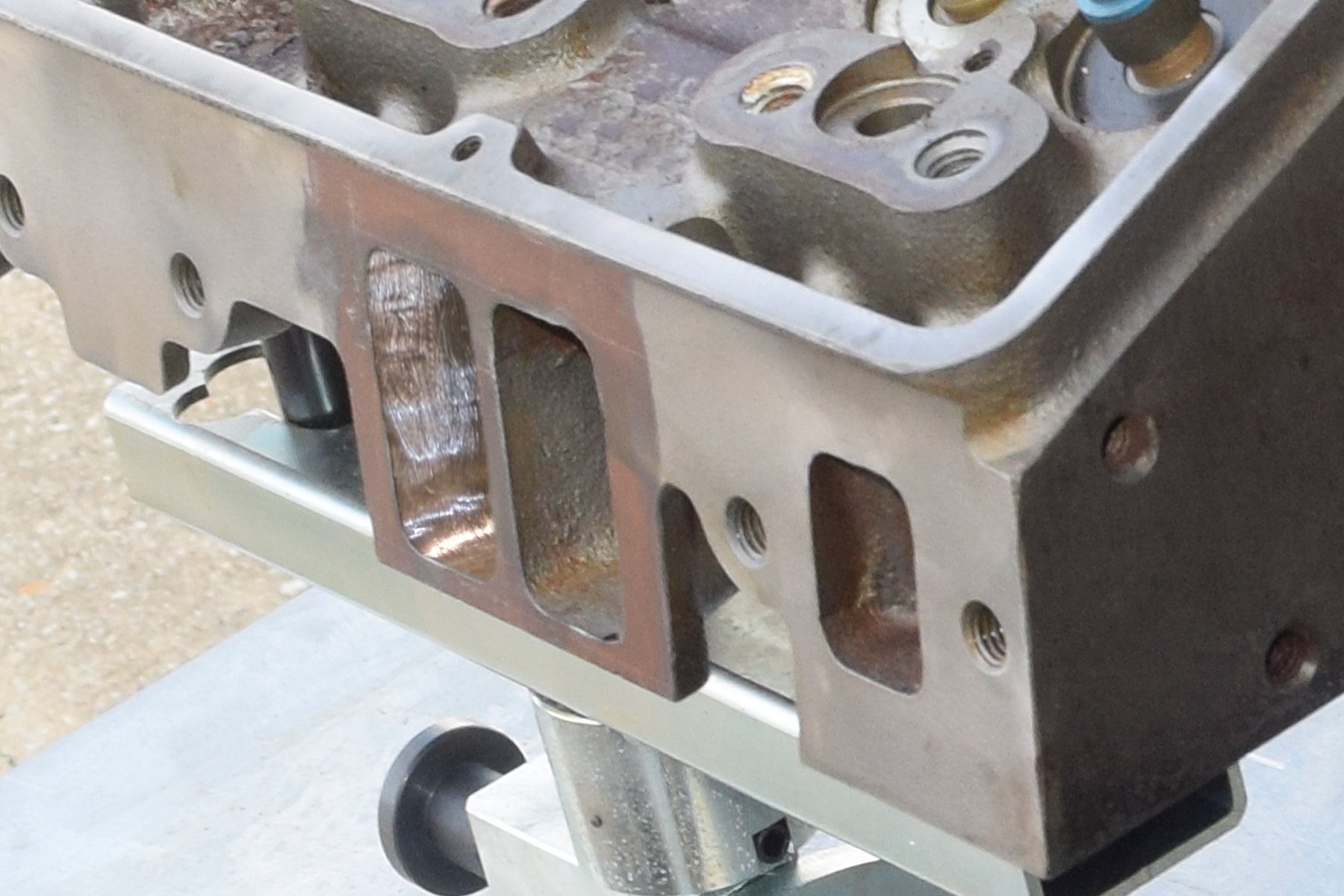
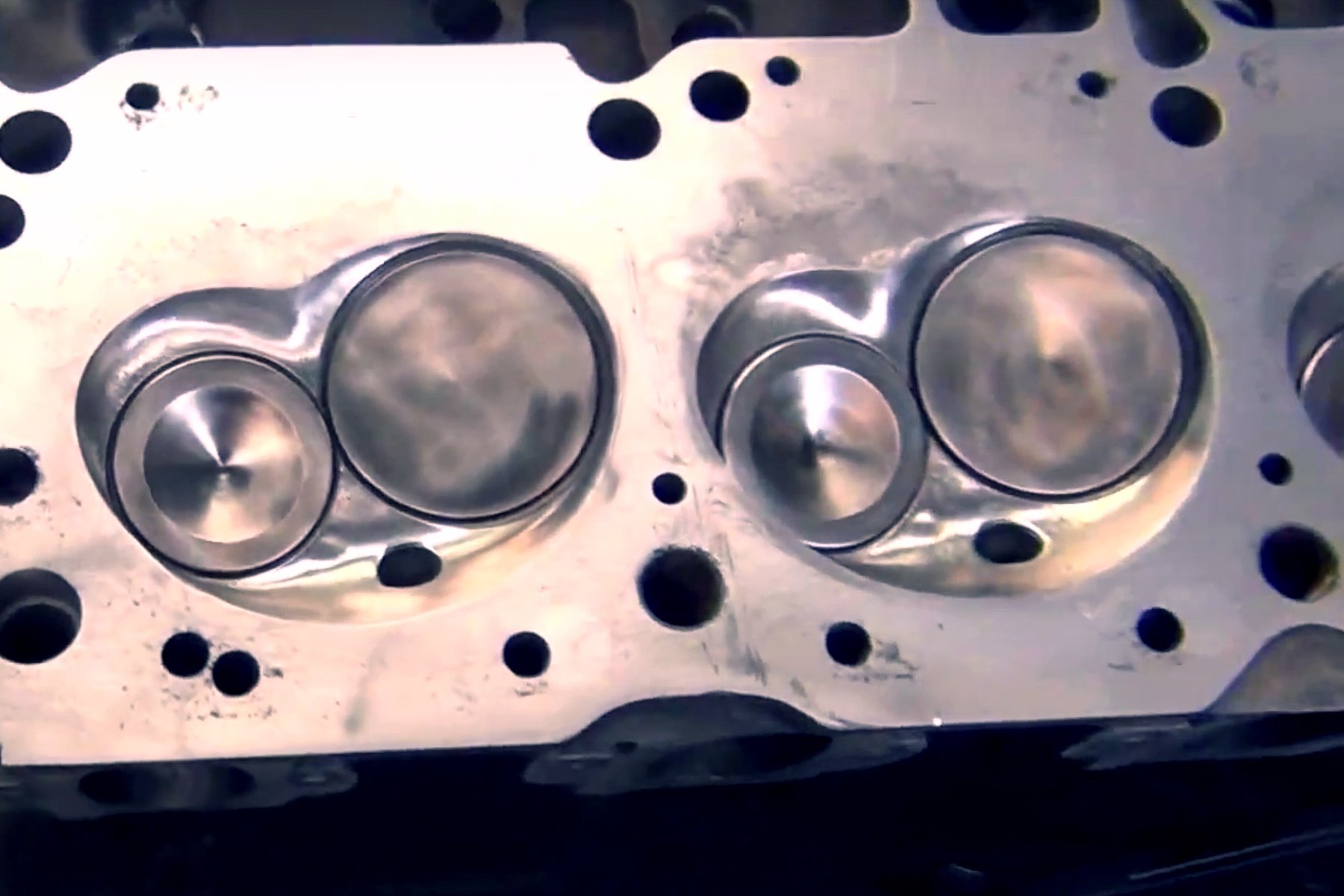
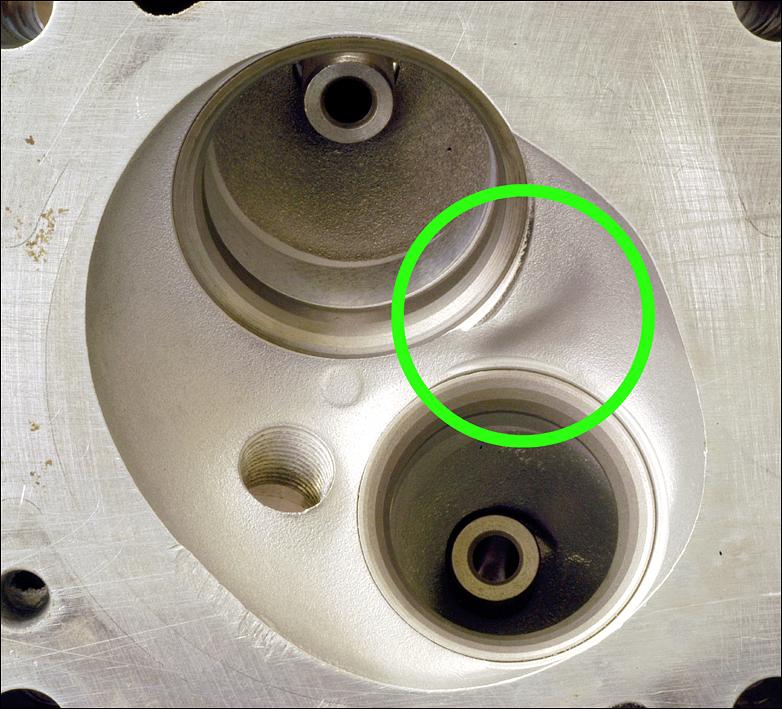
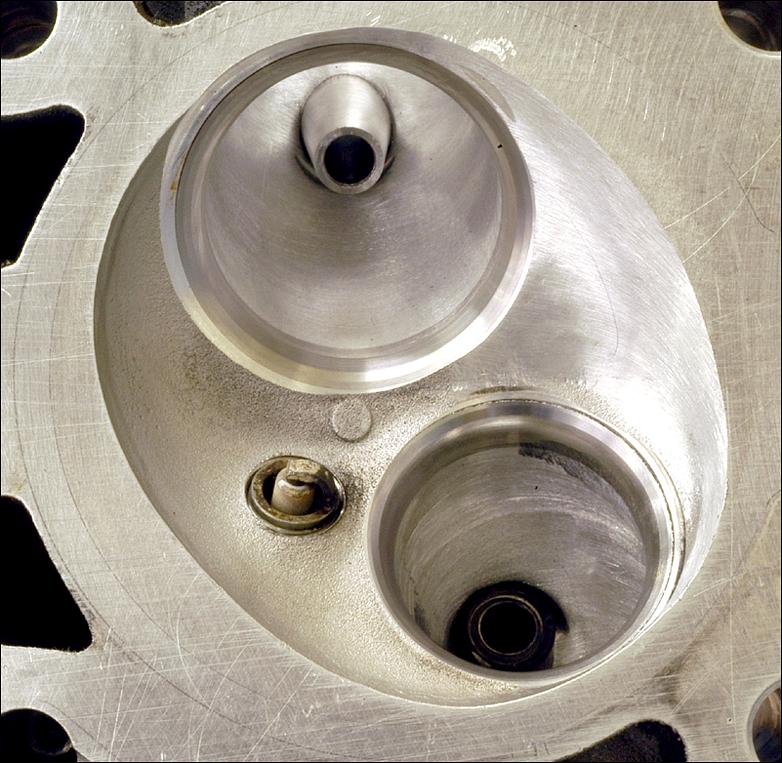
porting
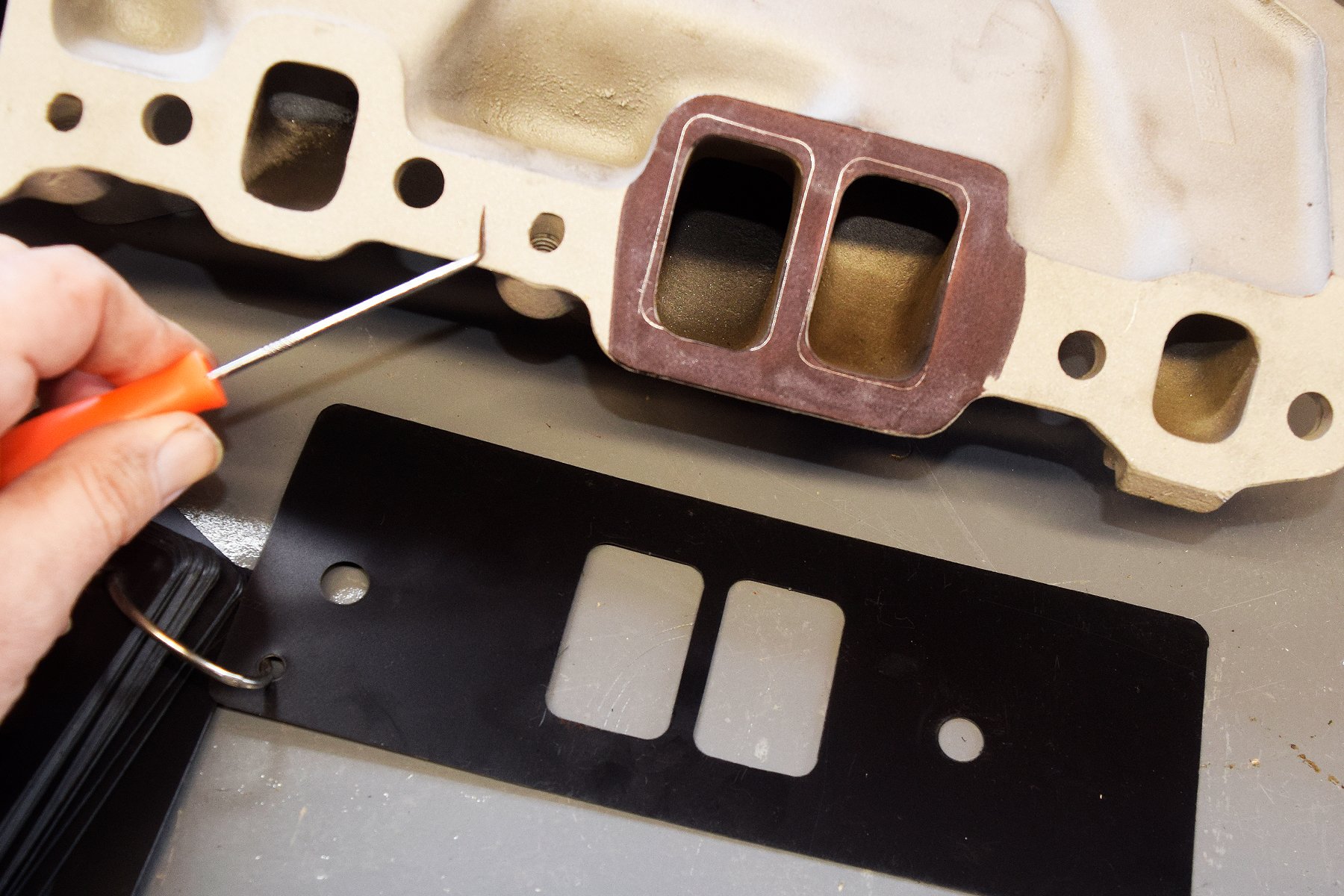
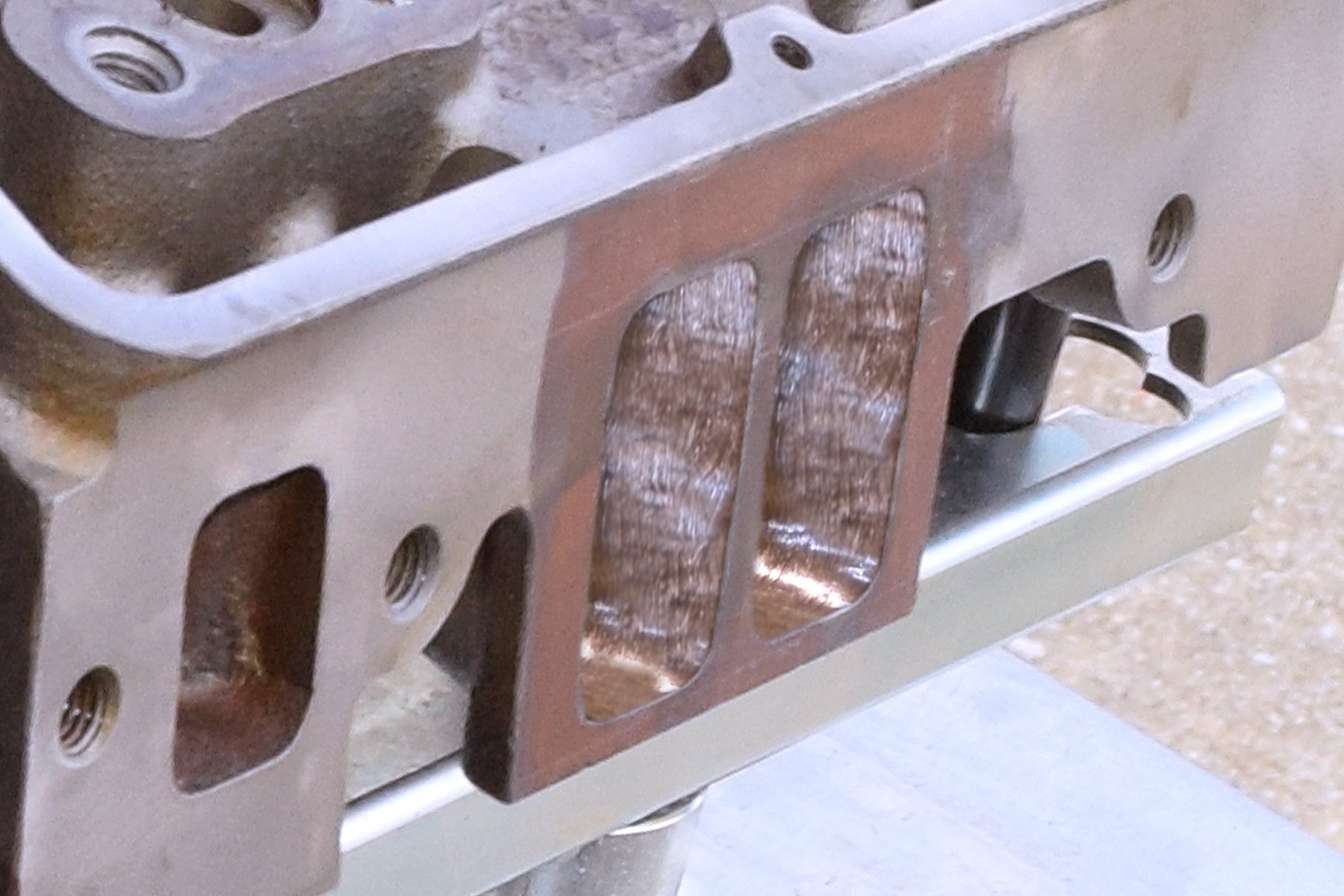
you can match the ports it certainly won't hurt, to do so, but its really not critical.
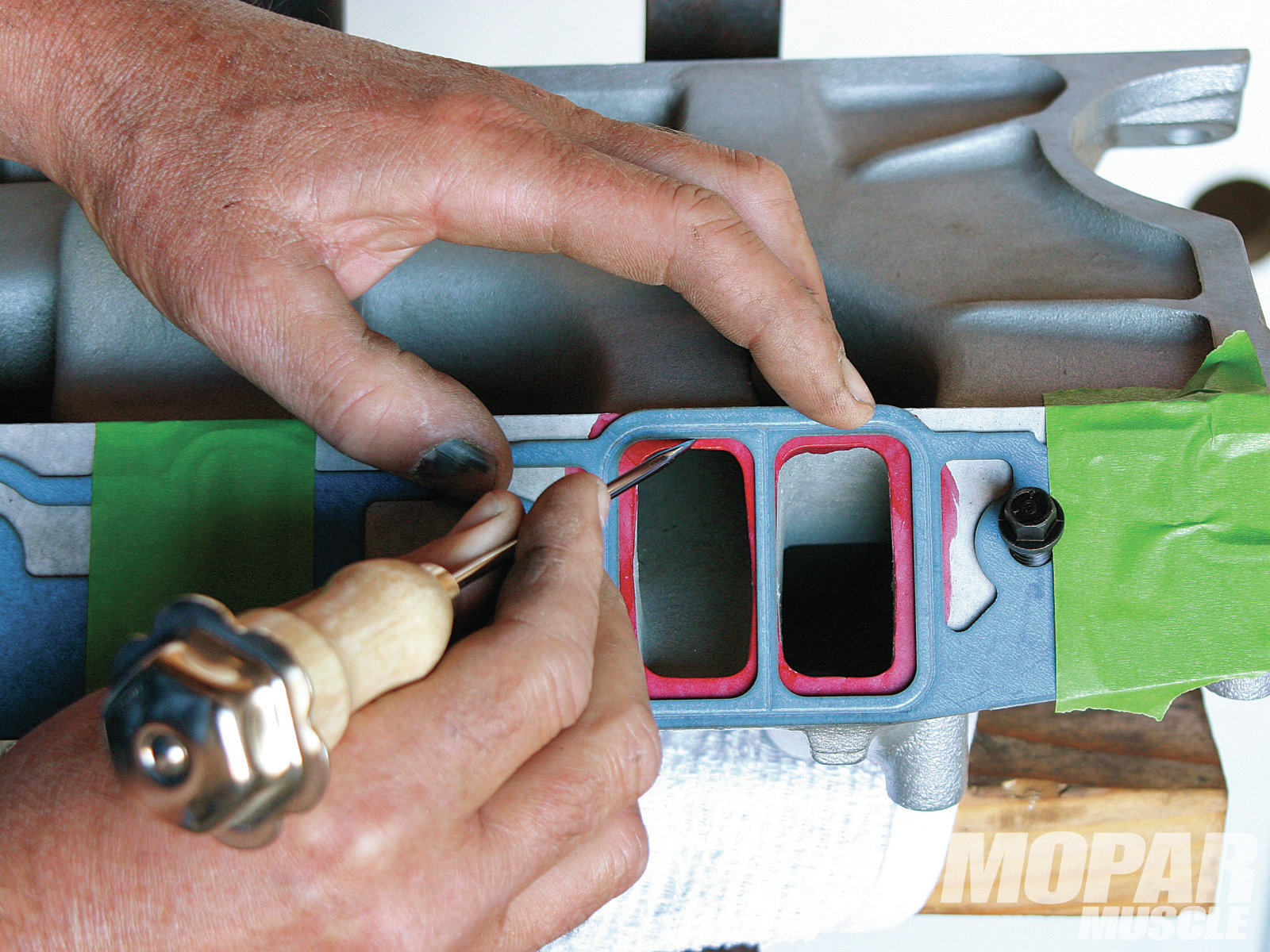
find the closes intake gasket and use it as a guide to match the ports to as close as possible
COMMON SBC INTAKE GASKET PORTS
felpro # 1204=Port Size: 1.23" x 1.99"=2.448 sq inches
felpro # 1205=Port Size: 1.28" x 2.09"=2.67 sq inches
felpro # 1206=Port Size: 1.34" x 2.21"=2.96 sq inches
felpro # 1207=Port Size: 1.38" x 2.28"=3.146 sq inches
felpro # 1209=Port Size: 1.38" x 2.38"=3.28 sq inches
felpro # 1255 VORTEC=Port Size: 1.08" x 2.16"-2.33 sq inches
felpro # 1263=Port Size: 1.31" x 2.02"=2.65 sq inches
felpro # 1266=Port Size: 1.34" x 2.21"=2.96 sq inches
felpro # 1284 LT1=Port Size: 1.25 x 2.04''=2.55 sq inches
felpro # 1289 FASTBURN=Port Size: 1.30" x 2.31" 3.00 sq inches
its generally a very good idea to keep all the cam, lifter,valve train and cylinder head components in matched sets, keep components in labeled matched sets, if you intend to reuse used parts in a rebuild. as each wears in, or laps in to its matched components a bit differently thus random assembly increases the chances of future parts
failures
https://www.summitracing.com/search?SortBy=BestKeywordMatch&SortOrder=Ascending&keyword=POW735002




http://www.youtube.com/watch?v=FfRogAyDOHI
http://www.youtube.com/watch?v=4iSXstAYCdU
http://www.youtube.com/watch?v=-IljMBoV ... cqomISHZOE
http://www.youtube.com/watch?v=95uNTVvs5Ag
http://www.youtube.com/watch?v=ZtG0X-pyAyk
http://www.youtube.com/watch?v=kg4-vEP9laE
http://autospeed.com.au/cms/title_Porti ... ticle.html
http://garage.grumpysperformance.co...orting-tips-by-smokey-yunick.4222/#post-11120
http://garage.grumpysperformance.co...-by-step-guide-with-pictures.5378/#post-71848








http://www.harborfreight.com/cpi/ctaf/d ... mber=99698
http://www.carbideselect.com/burshpescuts.php

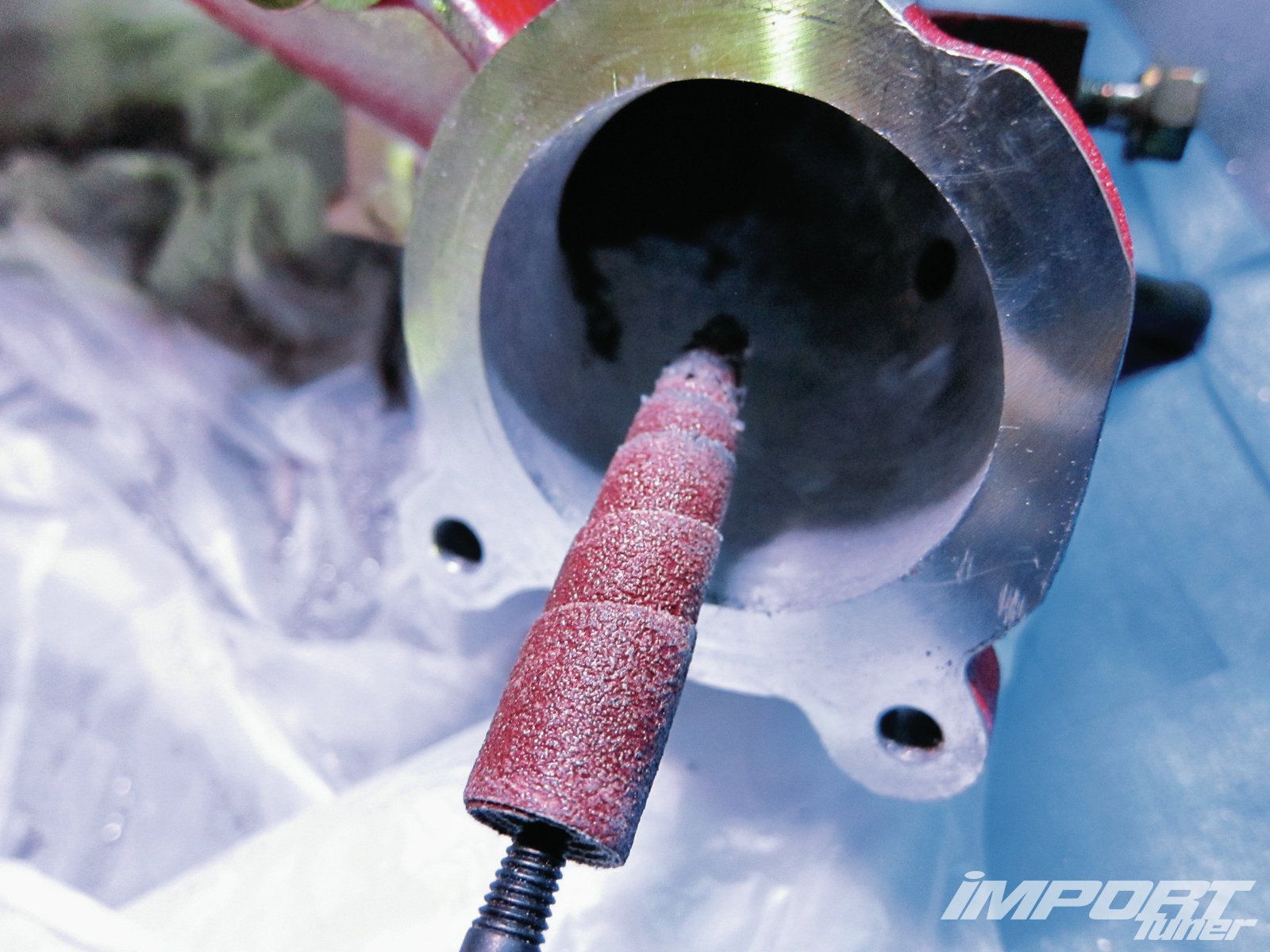
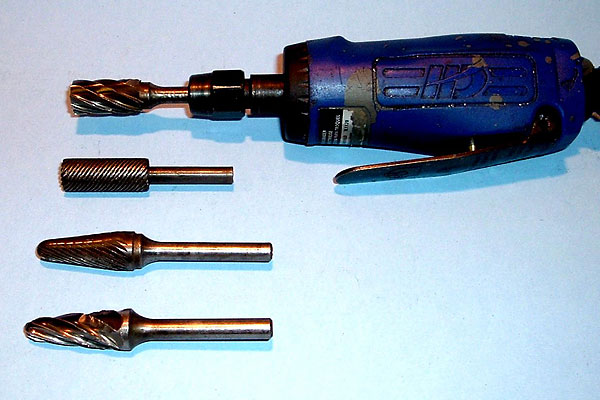
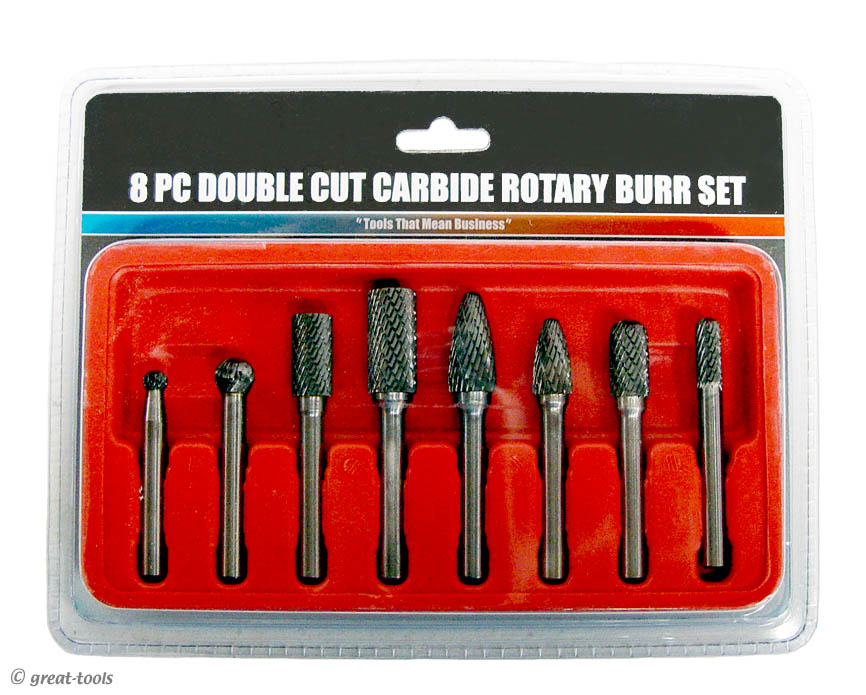
this model die grinder is surprisingly good quality for a disposable throw away die grinder,and usually last for more than two cylinder heads, its a true bargain, if it lasts only for two! don,t even think about use of the hard stone grinding bits they shatter and are cheap crap, get real carbide burrs
http://www.carbideselect.com/burshpescuts.php
btw it helps a great deal to dip the burr in a shot glass of WD.40 about every 20-30 seconds as it helps keep it from picking up crud sticking to the burrs cutting edges,the little bars of soap from the hotel bathrooms or beeswax, can be used as those melt, because the burrs heat up and as a result the melted bits get thrown over the surfaces
Speeds & Feeds for Carbide Burrs
Carbide burrs should typically be run at
1,500 - 3,000 Surface Feet Per Minute (SFPM)
SFPM = (RPM) (3.14) (DIAMETER) divided by 12
RPM = (SFPM) (12) divided by (3.14) (DIAMETER)
The following are general speed recommendations and may need to be adjusted to your specific application.
Carbide burrs and carbide rotary files, like high speed steel burrs and rotary files, are safest when used with the shank all the way into the collet and only the head is exposed.
Extreme care should be exercised when the head of the burr extends farther out. Too much pressure or too much speed might cause the shank to vibrate or bend while the burr is spinning, or teeth to break.
Carbide burrs up to 1/8" (3mm) diameter may be run at speeds up to 75,000 RPM, depending on the material being cut and amount of shank exposed. Go slower if the shank is exposed.
Extra long carbide burrs should be run 25% slower than a standard burr
Carbide burrs ranging in size from 3/16" (4.75mm) diameter to 3/8" (9.5mm) diameter, a 30,000 RPM die grinder is recommended.
Carbide burrs ranging in size from 1/4" (6.3mm) diameter to 1/2" (12.5mm) diameter can usually be run effectively with a 22,000 RPM die grinder.
1/8" (3mm) diameter: 45,000 - 90,000 RPM
1/4" (6mm) diameter: 23,000 - 45,000 RPM
1/4” (6mm) x 6” long: 17,000 – 33,000 RPM
3/8" (10mm) diameter: 15,000 - 30,000 RPM
1/2" (12mm) diameter: 11,000 - 22,000 RPM
3/4" (20mm) diameter: 7,500 - 15,000 RPM
1" (25mm) diameter: 5,500 - 10,000 RPM
If the shank is exposed, slow it down
Carbide burrs, like all cutting tools, are dangerous. Use caution when using any cutting tool, and always wear appropriate eye protection and safety equipment. Never exceed the manufacturer's recommended speeds and feeds for any cutting tools.
Never, ever, grab a spinning burr. Let the burr come to a complete stop before touching it. The fingers you save may be your own.
ALWAYS WEAR EYE PROTECTION WHEN USING A CARBIDE BURR
https://www.summitracing.com/int/par...1060/overview/
https://www.summitracing.com/int/parts/sum-900630
https://www.summitracing.com/int/parts/sum-900240
Stage 4 Melanoma Therapy
A Treatment for
Metastatic Melanoma.
melanomatreatmentpossibility.com
http://www.mcsdepot.com/browseproducts/ ... REACH.HTML
be sure you order the correct matched shank diam. burrs
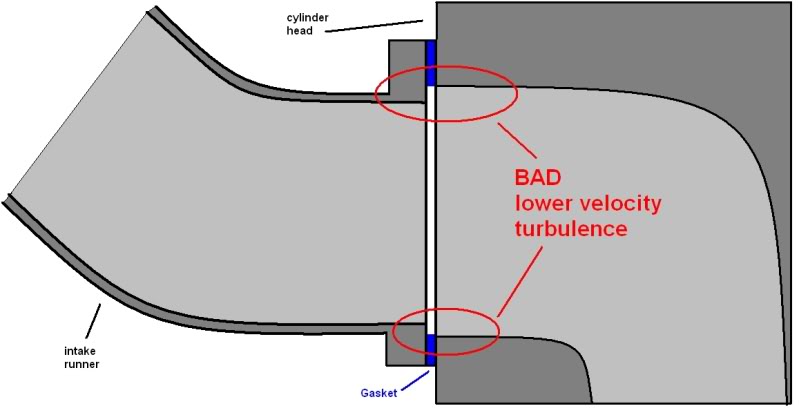
If your trying to match the carbs throttle bore or venturie base size to the carb spacer you intend to use you want a smooth transition, from the carb to the intake plenum, I generally start with a carb gasket matching your intended carb to be used!
measure its secondary size accurately

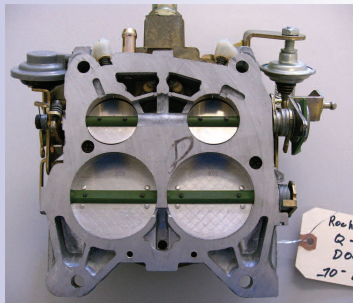

place the spacer in a vise on the mill, or drill press, accurately index the hole saw

line up the carb ,mounting bolt holes, spray the spacer with bright red paint and use a properly sized hole saw ,on a mill or drill press to open the rear section venturies and a die grinder to contour the remainder



related info
http://www.popularhotrodding.com/engine ... ewall.html
http://www.popularhotrodding.com/engine ... ewall.html
viewtopic.php?f=52&t=2630&p=13144&hilit=side+exhaust#p13144
http://www.enginebuildermag.com/article ... power.aspx
http://www.hotrod.com/techarticles/engi ... ewall.html
big block
porting
find the closes intake gasket and use it as a guide to match the ports to as close as possible
COMMON SBC INTAKE GASKET PORTS
felpro # 1204=Port Size: 1.23" x 1.99"=2.448 sq inches
felpro # 1205=Port Size: 1.28" x 2.09"=2.67 sq inches
felpro # 1206=Port Size: 1.34" x 2.21"=2.96 sq inches
felpro # 1207=Port Size: 1.38" x 2.28"=3.146 sq inches
felpro # 1209=Port Size: 1.38" x 2.38"=3.28 sq inches
felpro # 1255 VORTEC=Port Size: 1.08" x 2.16"-2.33 sq inches
felpro # 1263=Port Size: 1.31" x 2.02"=2.65 sq inches
felpro # 1266=Port Size: 1.34" x 2.21"=2.96 sq inches
felpro # 1284 LT1=Port Size: 1.25 x 2.04''=2.55 sq inches
felpro # 1289 FASTBURN=Port Size: 1.30" x 2.31" 3.00 sq inches
its generally a very good idea to keep all the cam, lifter,valve train and cylinder head components in matched sets, keep components in labeled matched sets, if you intend to reuse used parts in a rebuild. as each wears in, or laps in to its matched components a bit differently thus random assembly increases the chances of future parts
failures
https://www.summitracing.com/search?SortBy=BestKeywordMatch&SortOrder=Ascending&keyword=POW735002
http://www.youtube.com/watch?v=FfRogAyDOHI
http://www.youtube.com/watch?v=4iSXstAYCdU
http://www.youtube.com/watch?v=-IljMBoV ... cqomISHZOE
http://www.youtube.com/watch?v=95uNTVvs5Ag
http://www.youtube.com/watch?v=ZtG0X-pyAyk
http://www.youtube.com/watch?v=kg4-vEP9laE
http://autospeed.com.au/cms/title_Porti ... ticle.html
http://garage.grumpysperformance.co...orting-tips-by-smokey-yunick.4222/#post-11120
http://garage.grumpysperformance.co...-by-step-guide-with-pictures.5378/#post-71848
http://www.harborfreight.com/cpi/ctaf/d ... mber=99698
http://www.carbideselect.com/burshpescuts.php
this model die grinder is surprisingly good quality for a disposable throw away die grinder,and usually last for more than two cylinder heads, its a true bargain, if it lasts only for two! don,t even think about use of the hard stone grinding bits they shatter and are cheap crap, get real carbide burrs
http://www.carbideselect.com/burshpescuts.php
btw it helps a great deal to dip the burr in a shot glass of WD.40 about every 20-30 seconds as it helps keep it from picking up crud sticking to the burrs cutting edges,the little bars of soap from the hotel bathrooms or beeswax, can be used as those melt, because the burrs heat up and as a result the melted bits get thrown over the surfaces
Speeds & Feeds for Carbide Burrs
Carbide burrs should typically be run at
1,500 - 3,000 Surface Feet Per Minute (SFPM)
SFPM = (RPM) (3.14) (DIAMETER) divided by 12
RPM = (SFPM) (12) divided by (3.14) (DIAMETER)
The following are general speed recommendations and may need to be adjusted to your specific application.
Carbide burrs and carbide rotary files, like high speed steel burrs and rotary files, are safest when used with the shank all the way into the collet and only the head is exposed.
Extreme care should be exercised when the head of the burr extends farther out. Too much pressure or too much speed might cause the shank to vibrate or bend while the burr is spinning, or teeth to break.
Carbide burrs up to 1/8" (3mm) diameter may be run at speeds up to 75,000 RPM, depending on the material being cut and amount of shank exposed. Go slower if the shank is exposed.
Extra long carbide burrs should be run 25% slower than a standard burr
Carbide burrs ranging in size from 3/16" (4.75mm) diameter to 3/8" (9.5mm) diameter, a 30,000 RPM die grinder is recommended.
Carbide burrs ranging in size from 1/4" (6.3mm) diameter to 1/2" (12.5mm) diameter can usually be run effectively with a 22,000 RPM die grinder.
1/8" (3mm) diameter: 45,000 - 90,000 RPM
1/4" (6mm) diameter: 23,000 - 45,000 RPM
1/4” (6mm) x 6” long: 17,000 – 33,000 RPM
3/8" (10mm) diameter: 15,000 - 30,000 RPM
1/2" (12mm) diameter: 11,000 - 22,000 RPM
3/4" (20mm) diameter: 7,500 - 15,000 RPM
1" (25mm) diameter: 5,500 - 10,000 RPM
If the shank is exposed, slow it down
Carbide burrs, like all cutting tools, are dangerous. Use caution when using any cutting tool, and always wear appropriate eye protection and safety equipment. Never exceed the manufacturer's recommended speeds and feeds for any cutting tools.
Never, ever, grab a spinning burr. Let the burr come to a complete stop before touching it. The fingers you save may be your own.
ALWAYS WEAR EYE PROTECTION WHEN USING A CARBIDE BURR
https://www.summitracing.com/int/par...1060/overview/
https://www.summitracing.com/int/parts/sum-900630
https://www.summitracing.com/int/parts/sum-900240
Stage 4 Melanoma Therapy
A Treatment for
Metastatic Melanoma.
melanomatreatmentpossibility.com
http://www.mcsdepot.com/browseproducts/ ... REACH.HTML
be sure you order the correct matched shank diam. burrs
If your trying to match the carbs throttle bore or venturie base size to the carb spacer you intend to use you want a smooth transition, from the carb to the intake plenum, I generally start with a carb gasket matching your intended carb to be used!
measure its secondary size accurately
place the spacer in a vise on the mill, or drill press, accurately index the hole saw
line up the carb ,mounting bolt holes, spray the spacer with bright red paint and use a properly sized hole saw ,on a mill or drill press to open the rear section venturies and a die grinder to contour the remainder
related info
http://www.popularhotrodding.com/engine ... ewall.html
http://www.popularhotrodding.com/engine ... ewall.html
viewtopic.php?f=52&t=2630&p=13144&hilit=side+exhaust#p13144
http://www.enginebuildermag.com/article ... power.aspx
http://www.hotrod.com/techarticles/engi ... ewall.html
Last edited by a moderator: