http://www.jegs.com/i/SCE-Gaskets/829/T ... tId=753475
1 800-GASKET-0 (427-5380)
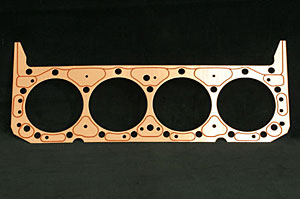
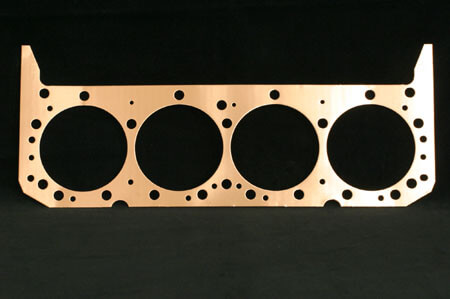
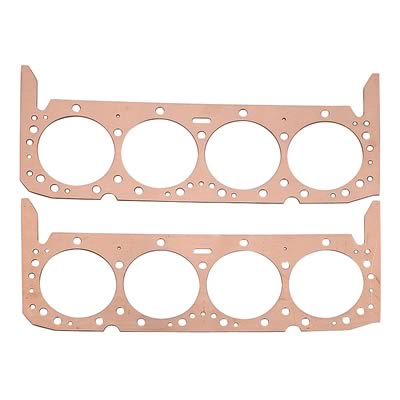
copper head gaskets come in several designs, the embossed version above is fairly common and used like most other head gaskets
the solid copper head gasket is generally used with wire o-rings in the block, but Ive used them for decades with zero problems without the wire o-rings
yeah! the gaskets linked above ARE expensive and yeah I'd call SCE before ordering them, but they seem to be a perfect choice, and they are darn good gaskets
1-661-728-9200
Ive used COPPER HEAD GASKETS FOR DECADES WITH ZERO FAILURES
https://www.napaonline.com/en/p/BK_7001006
I usually use this sealant (sparingly)on the course ends of main cap studs that screw in hand tight, and ESPECIALLY on head studs that enter water jackets
read these threads
http://www.permatex.com/products/Automo ... ealant.htm
alumimum heads ALWAYS require head bolt washers and the flat surface faces the head the inner bevel faces the bolt head
on head STUDS the same things required on aluminum heads to get even clamp loads and no galling
this stuff is pretty much interchangeable
with this stuff in THAT APPLICATION
recommended operational temp range is just a tiny bit different from what Ive seen, one has about a 30F higher recommended temp, youll never get close in a properly operating engine to either
I can,t remember using this stuff but it appears to be similar
you need to use a thread sealant on the thread that remains semi flexiable, so you don,t apply any sealant to the studs threads while honeing the block, and only install that thread sealant on the threads within an hour or so of torqureing the stud threads with the heads in place during the final assembly so the sealant firms up in its operational location under the loads and pressure conditions its suppose to deal with, if you use a non-flexable thread sealant well in advance of final assembly your changing the thread loads and block distortion and more than likely effecting the sealant on the thread distribution, that can lead to coolant leaks
both of these work great at sealing head bolt threads, and freeze plugs etc.
be aware that head bolts enter the block coolant passages,
so if you failed to dip the bolt threads in sealant when they were assembled,
through the heads coolant can seep up along the head bolts,
into the area under the valve cover
yeah! Ive been using the solid copper gaskets in the correct thickness for each application that state they require O-rings, and NOT using o-rings
PERSONALLY HERES WHAT I FOUND WORKS BEST, BY simply spray both sides too well coat the head gasket with COPPER COAT SPRAY, let the first coat dry for 15 minutes then re-spray, then installing them damp and torquing down the heads, NO NOT what the manufacturer suggests but its worked without issue for decades. I picked up that bad habit because this type, (solid copper head gaskets cut from a sheet of copper) are CLEAN AND REUSE, and most of my mentors did it without issues well before I started racing
http://www.summitracing.com/parts/sum-111502/overview/
http://scegaskets.com/tech-faqs/
SCE head gasket part numbers tell you the gasket type, engine family, bore opening and thickness.
- Alpha prefix determines the type. P=Pro Copper; S=ICS Titan; T=Titan
- First two numerals are engine family. Searching within the website or catalog by engine make will provide this information.
- Next two numerals are 1st & 2nd decimal places of the Bore opening. The whole number (left of the decimal place) is assumed to be known.
- Last numeral is thickness: 2=.021″; 3=.032″; 4=.043″; 5=.051″; 6=.062″; 7=.072″; 8=.080″; 9=.093″
The legend below illustrates the SCE head gasket part numbering logic.

DAMN NEAR EVERY-TIME I READ SOMEONE DISCUSS A COPPER HEAD GASKET THEY MENTION THEY NEED (o-rings) WHILE THIS IS A GOOD IDEA WITH A SUPER-CHARGER, OR USE OF NITROUS, I,VE USE SOLID COPPER HEAD GASKETS
without AN O-RING ON DOZENS OF ENGINES WITH zero failures, now theres certainly benefits to machining the engine surfaces for the o-rings provided its done correctly but I don,t see the need unless your running a turbo, nitrous or a super charger
As published in AERA Magazine by Ryan Hunter, President, SCE Gaskets, Inc.
Let's dig into it because there are applications (perhaps more than you think) for which copper head gaskets are the best choice. To be sure, copper has been around for a while and with good reason. Let's walk through some of the attributes and benefits unique to copper, then we'll get ready to put them on.
Malleable: Copper is stronger than any composite head gasket yet still malleable so it conforms to the sealing surfaces. This strength-malleability combination is, more than any other attribute, the ‘selling point’ of copper as a head gasket material over other materials. While the advantages of strength are self evident, the benefits of a malleable gasket body are somewhat more nuanced. Simply put; conformity makes a tighter seal which will show up in lower leak down percentages.
Metal-to-Metal: To an engine builder, the words “High Performance” pre-suppose high pressure, high pressure requires a more robust combustion seal and the best combustion seal is metal-to-metal. I'll elaborate; many cylinder head gaskets are coated with sealants designed to eliminate fluid leaks. From experience, readers of this article will be familiar with the various types from slick to sticky and while these work well for fluid sealing they are not able to withstand combustion pressure and heat. No matter how good an elastomeric coating may be for coolant or oil, it will eventually scrub off, burn off, or blow off the fire ring area of the head gasket and in performance engines this can happen in a surprisingly short period of time. Once the sealant is gone from the fire ring combustion seal it's a short trip to the nearest coolant passage. Silicone, or other rubber-like sealants or coatings should never be placed on the combustion seal in performance engines.
Options: Copper comes in a wide range of thickness choices; (from .021” to .093” in roughly ten thousandths increments) providing the options necessary to optimize piston to valve, piston to head and in wedge combustion chambers, piston to quench area.
Conductivity: Copper is the standard for conductors, in head gaskets we don't care about electricity but we do deal with heat. Superior conductivity benefits performance and racing engine builders in two primary ways: A. block & head temperatures are more even. B. Combustion chamber hot spots are dissipated quickly. Cylinder block/head temperature parity is an aid to tuning, though frankly, it's a minimal factor until you reach the narrow end of the tuning window. The big advantage of conductivity is in the combustion chamber area. In and around the combustion chamber standard composite head gaskets and MLS head gaskets are somewhat insulated from the cylinder head and block by the facings and coatings respectively. Heat related failures occur more often with composite and MLS head gaskets than with copper because the heat is trapped within the gasket body allowing hot spots to intensify, whereas the copper being both a better conductor and having direct contact with the block and head (remember metal-to-metal) transfers the heat to the heat exchanger, aka the cooling system, through the head and block.
Elasticity: Another interesting feature of copper, this benefit comes into play when you're out of the tuning window far enough to actually damage the head gasket. Un-alloyed or pure copper has a 25% coefficient of elasticity; cool term, here's what it means. In a 4 inch section, the copper head gasket will stretch to 5 inches before it ruptures. This gives the user a ‘safety factor’ not available with other head gasket materials. Blown, nitrous or turbocharged engines can develop cylinder pressures high enough to lift the cylinder head or push the gasket. A typical bad-actor in this regard is the small block Ford; get some good cylinder heads, add some boost or nitrous, she's goin' fast but Daddy wants more and.. the head gasket is peekin' out between the bolts. If this happens with copper the damage is apparent but the head gasket hasn't yet failed. The safety factor of elasticity allowed the copper gasket to push but still remain intact so you can either back it down & make the next round or back it down & drive home. If you push a composite gasket, game over.
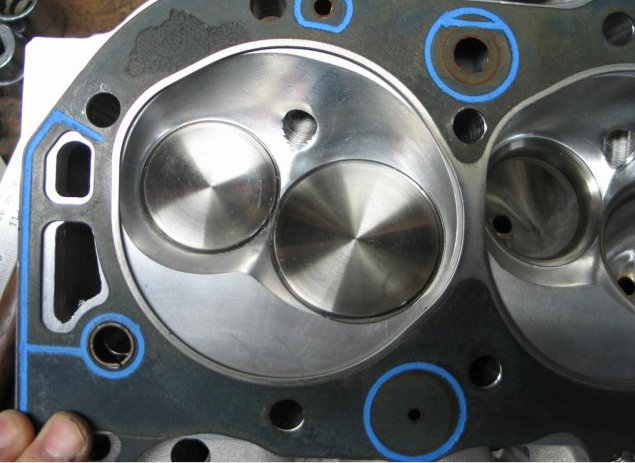
Do Copper Head Gaskets Require Different Torque Values?Generally No. Fastener torque values are determined in relationship with the cylinder head and block structure. Arbitrarily increasing torque values will distort the block or head. However, there are good cases for fine tuning the torque values based upon how the head gaskets look after the first use. A nice thing about copper head gaskets is that you can ‘read’ them very easily once you know what to look for and, what to look for is evenly distributed clamp load. No gasket works in isolation, all gaskets require clamp load to do what they do and copper gaskets tell you where the clamp load is light by keeping their shine. Specifically, you want to see machining marks from the block & head surfaces transferred to the copper gasket body everywhere on the gasket. Places where the original finish of the gasket remains need some attention. Keep in mind there may be other factors in play such as, a ring dowel counterbore that has become too shallow from surfacing or a head nut bottoming on the threads of a head stud. Once you have eliminated any mechanical obstruction preventing the head from seating properly you can safely increase torque values in the light load areas by 5 to 10 ft lbs.
What about re-torquing? Solid copper (like a liquid) does not compress, it displaces. Since the copper gasket body does not compress no re-torque is technically necessary. However, since the engine build using a copper head gasket is almost always within the realm of performance or racing, I always recommend one re-torque of the head bolts after a complete heat cycle.
Block & Head Preparation for Copper Head Gaskets:Cleanliness is next to..You might be surprised at some of the samples we've received from customers asking “why did it fail?” Then again if you've been around for a while, you may not be surprised at all. I have seen head gaskets with sawdust, sand and actual small rocks embedded in them, as well as the remains of facing material from the previous head gasket. The aircraft industry has an acronym that's suitable here; FOD, Foreign Object Damage. Like leaving a wrench in the lifter valley, rocks in the combustion seal are not ok, chaos will ensue. So, as Momma taught us: let's be clean when we're doin' our duty. Use a residue-free solvent such as aerosol brake cleaner and a clean rag on the head and block sealing surfaces before assembly.
Flat: Of course the block & head should be flat within .002” across and .004” lengthwise, with surface finish of 60 to 80RA preferred, 60 to 100RA acceptable.
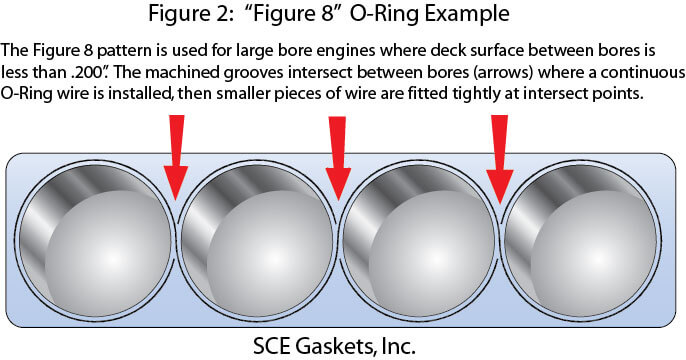
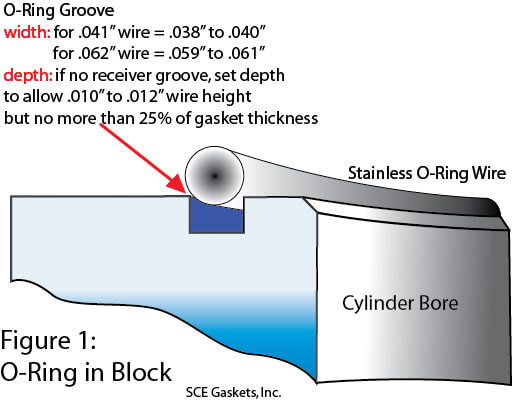
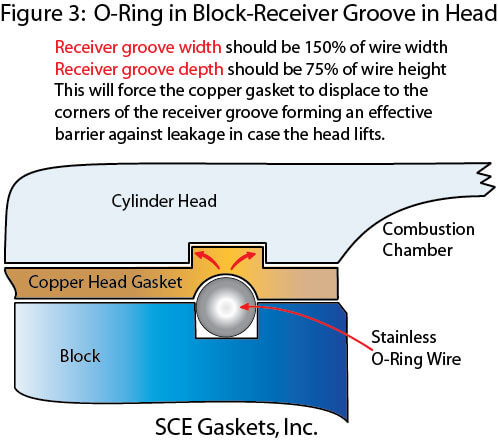
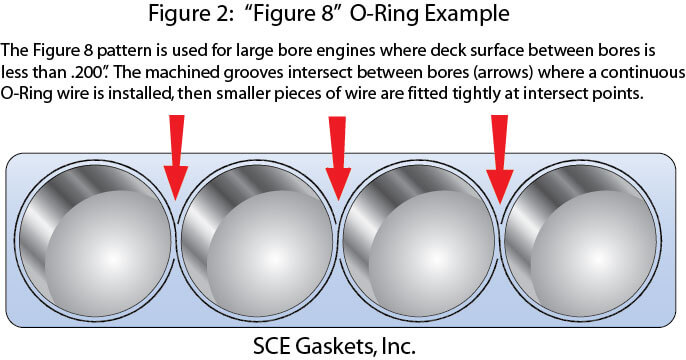
Combustion Sealing: Head gasket sealing is a matter of balance and more pressure is needed on the combustion seal than other areas of the gasket, this is due to the vast difference in pressures acting against the head gasket. Consider that an engine developing 1.5 to 2 horsepower per cubic inch will have between 1000 and 1200 psi in the combustion chamber while, less than 1/2” away, the cooling system is running at 22psi max. Since a standard copper gasket is flat, clamp load from the tightened head bolts will be distributed evenly unless some method is used to ‘tip the balance’ and concentrate the proper load on the combustion sealing area. When using flat copper head gaskets, the accepted method has been to install O-rings in the block or head sealing surface around the bore or chamber respectively, to accept an o-ring. What's an o-ring you ask? Simpler than you think, it's just a piece of wire tapped into a groove that sticks out enough to pinch the copper gasket. Well, maybe that's an over simplification but all you have to know from there are the proper dimensions of the O-ring groove.
Sealants Required? Yes, some method of sealing is required if the engine will be running coolant or oil through the head gasket. I state it this way because many racing specific engines either A. do not run coolant or B. re-route the coolant and oil away from the head/block mating surfaces. Since most engines run coolant and oil through the head gaskets we'll discuss head gasket sealants. Most importantly, you don't need very much; second, don’t use silicone.. that about covers it. People get into trouble with leaking head gaskets when they use too much sealant, especially too much silicone. Since the block and head surfaces are flat, the potential leak paths are very small, even with a 100RA surface finish the peaks and valleys are only about .002”, which doesn't require very much sealant to be fluid-tight. Head gasket dressings do not cure, therefore, as the head bolts are tightened the sealant ‘flows’ from the places it's not needed (peaks) but remains in place to seal the leak paths (valleys). By contrast, silicone cures to form a layer that the cylinder head can sit on, never actually coming into contact with the head gasket (refer back to our discussion about metal-to-metal above). We recommend and use both KW Copper Coat and Hylomar in the aerosol cans, simply spray a light coat on both sides of the gasket, let it ‘tack up’ for a while (no less than 2 hours) and you’re ready to bolt the heads on.
We could go into much more detail about each of these items if this was a technical manual but my hope is that this information will be of help to you when the need arises, or you need some options that are not available from conventional head gaskets.
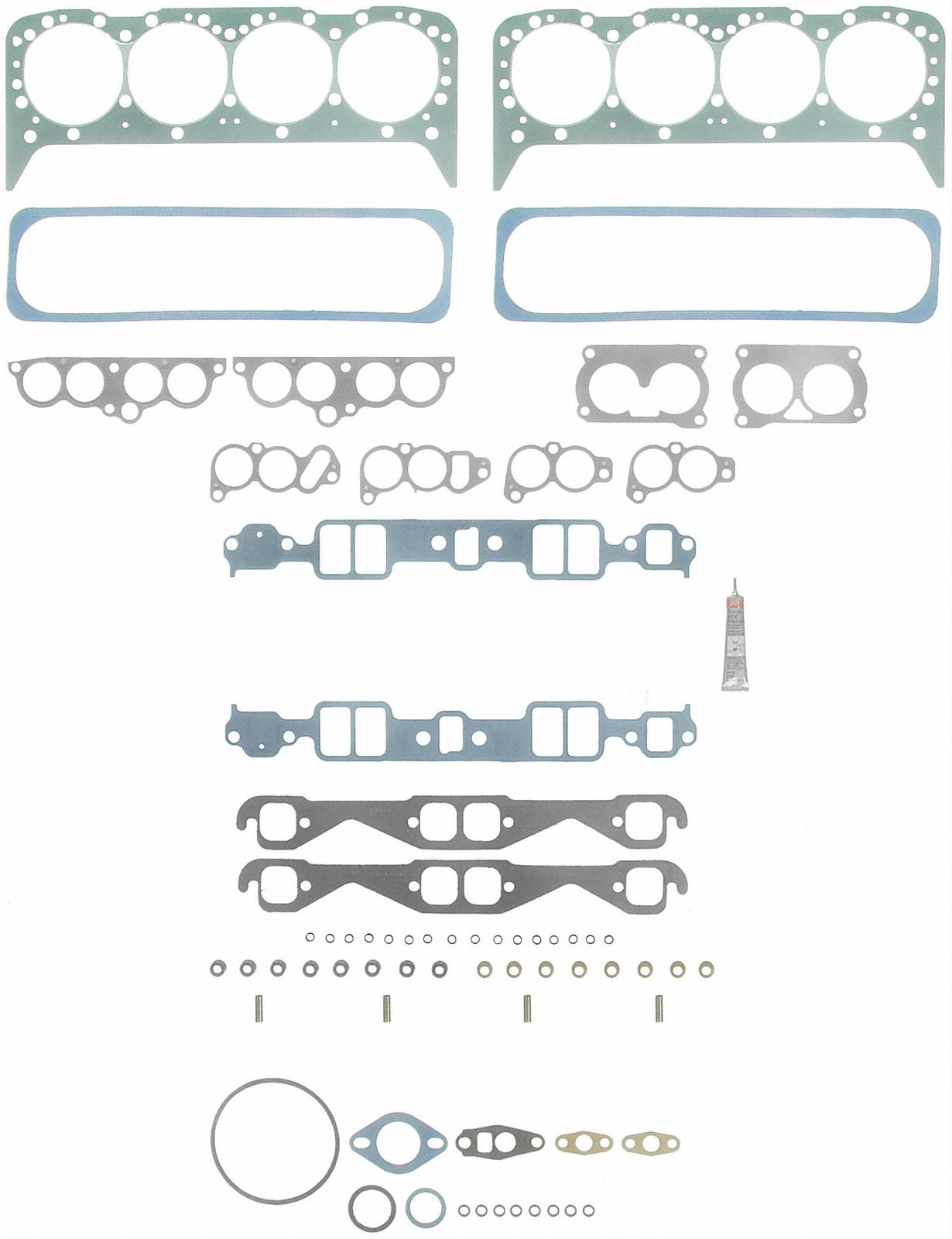
SCE Gaskets manufactures a complete line of racing and performance gaskets including standard flat copper head gaskets of the type discussed here. As well, we offer our patented self sealing (no sealant required) copper head gaskets for use with O-rings and self sealing copper head gaskets with Integral Combustion Seal O-rings (no machining required). We also have a complete line of replacement gaskets for passenger cars, light trucks, vintage and tractor engines marketed under our Engine Master brand.
https://www.felpro.com/technical/tecblogs/surface-finish.html
PREP WORK REQUIRED
The engine’s most dynamic and critical seal, the head gasket must withstand high temperatures and casting movement to create a perfect and reliable seal. It not only must contain the extreme cylinder pressures generated during the combustion process, but also has to seal high pressure oil and the oil drain backs, and engine coolant. There are a number of variables that contribute to both the horizontal and vertical motion that occurs between the cylinder head and engine block (deck area).
Fel-Pro® uses a variety of the latest sealing technologies available to design
head gaskets that conform and compensate for minor surface imperfections while being dense enough to maintain even loading between the cylinder head and block. However, even the best head gasket can’t seal a surface that is improperly prepared. Before installing a new head gasket, surface conditions of the engine block and cylinder head must be inspected and refinished if they are out of spec.
DETERMINING THE PROPER FINISH
In order to determine an appropriate surface finish, consider the metallurgy of the head and block castings as well as the material and design of the head gasket being used in the install. Different gaskets require different surface finishes, so the surface finish must be matched to the type of gasket that is required for the application. To determine surface finish requirements, consult the OEM repair manual.
The importance of attaining the appropriate surface finish, one that matches the style of head gasket being used, cannot be overstated. Each type of Fel-Pro head gasket – whether it be PermaTorque® MLS, PermaTorque, solid or perforated core, single layer embossed steel, or other types – all require specific surface finish requirements. If the surface is too smooth, the gasket will have less "grip" and may leak; if the surface is too rough, the gasket will have a difficult time conforming to surface imperfections and may also leak. Surface finish can be checked using a surface finish comparator or a profilometer. Checking the cylinder head surface finish and flatness is an important step to take before installing a head gasket.
MEASURING ROUGHNESS WITH SURFACE FINISH COMPARATOR
Roughness Average (Ra) is the average micro-inch measurement of peak-to-valley roughness height of a flat surface. The lower the Ra number, the smoother the surface. Fel-Pro recommends a finish of 60 to 80 Ra for cast iron cylinder heads and blocks and 50 to 60 Ra for aluminum.
Fel-Pro uses proprietary head gasket coatings and facing materials designed to fill in minor surface imperfections and allow for improved sealing on imperfect surfaces found in the repair environment. OEM MLS gaskets work well on new, flat, clean castings, since they require a very smooth surface finish, usually 20-30 Ra or less.
Fel-Pro’s PermaTorque MLS head gaskets are designed specifically for the repair environment and use a specialized coating that accommodates finishes as rough as 80 Ra. Surface flatness is equally important to surface finish, so always check components to ensure they are not warped or distorted. To maintain constant contact between the head gasket and mating surfaces, all deck surfaces must start out flat and remain flat after being torqued to specification. A good rule for flatness is that surface flatness, measured in thousandths of an inch, should never exceed the number of cylinders on each bank across the length of the block.
For example, no block or cylinder head should exceed .003" out-of-flat if there are 3 cylinders, as there would be in an inline-3 or V6 engine. Inline-4 and V8 applications should never exceed .004" out-of-flat and so on. No block or head should not be more than .002" out-of-flat across the width of the surface.
Learn more about Fel-Pro quality gaskets that are designed for the repair environment, find your car part, or find where to buy your auto part today.