http://www.aa1car.com/library/ar1192.htm
http://www.enginebuildermag.com/Article ... signs.aspx
Engine Valve Designs
By Ted Tunnecliffe
Over the years, valve heads have come in all sizes and shapes. There has been everything from domed heads to flat heads to cupped heads. There have been many contours including different angles and radii on these domes and the same on the cups. Presumably, they all made sense to the designer at the time.
In my experience, the main justification for dome shapes was to resist the combustion pressure by stopping the head from deflecting as much. On the contrary, the cupped head designs took advantage of that combustion pressure to assist in the sealing of the valve at the seat face. At one time, they were called "flexible head valves." They were designed with the head and cup angles diverging from one another at a rate of from 3° to 6° as you went from the O.D. toward the center of the head.
Based on work done at Eaton many years ago, that gave a reasonably constant stress across the valve head which could then be designed to be whatever the maximum stress was already. So, effectively you had a design that was lower in weight but had no greater stress than the original design. That was a major point in the high performance days of the ‘60s.
Also, if you had a tendency for a non-cupped design to leak and possibly burn at the seat face, you could try a cupped head shape. If you had a cracking problem in the underhead area, you might try a domed head. The domed head designs were never very popular, but the cupped heads were used in many applications.
Both designs have been or are being phased out in favor of the flat head valve. The main reason is the concern of engine builders with emissions. With a cupped head valve, the unburned fuel may not be scavenged as well and that means hydrocarbons. So these days most intake valves have flat head designs. On the other side of that coin, however, is the fact that in the Hemi combustion chamber engines of years ago, an attempt was made to approximately match the valve head radius with that of the combustion chamber to give better scavenging.
Seat face angles
The intake valve seat face angle is a biggie. Generally the flatter it is (and by flatter we mean that a 30° angle is "flatter" than a 45° – the angle being measured from the crank centerline not that of the valve) the poorer the breathing will be. In addition, the greater contact width between the valve and the cylinder head seat, the poorer the flow rate will be. In fact, we have seen work done where the cylinder head seat was a radius instead of an angle to improve flow. Obviously that gives a line contact between the valve and its seat, and it works but it also restricts heat flow out of the valve head. In addition, that interface will tend to wear very fast because of the high stress.
Head diameters
It always seemed to me that the diameter of an intake valve head should be larger than that of an exhaust by an amount equal to the difference in area to allow for the combustion of the fuel/air mixture. During combustion, we burn the oxygen and the fuel out of the charge to heat the nitrogen to push the piston down – right?
Over 80% of the air is nitrogen, which is the working fluid in an internal combustion engine, and it normally doesn’t burn. So if this premise is correct, the intake valve head should have an area 20% greater than the exhaust. Or, for example, if the exhaust is 1.80" in diameter, then the intake should be about 2.0".
I know that doesn’t allow for the difference in temperature before and after combustion, and maybe that’s why there is usually more of a difference than that. In most spark ignited engine applications with which I am familiar, intake valves are as big as will fit in the cylinder head as long as you can get enough coolant up into the water jacket bridge area.
Stem diameters
I’ve seen some high performance intake and exhaust valves that use a reduced diameter in the area where the underhead fillet blends with the stem. Then, inside the guide, the stem is larger. I guess I have a hard time understanding the logic behind this design. If a smaller diameter at that point is better, why not carry it all the way up the stem? That way you would have a significantly lighter weight part that should be beneficial for performance. Other than that, in my estimation, stem diameters don’t mean very much on intake valves. I’ve always believed you should use the smallest diameter that will take the load.
Breathing considerations
And then there’s breathing. This design characteristic is especially important for intakes, although it applies to exhausts as well. Back in the ‘60s, I had an experience with a major engine builder. We were trying to improve the breathing, or air flow, of an intake valve on a high performance engine, so we played around with underhead angles.
These particular valves had a cupped head and about a 30° underhead angle initially, and when we flowed it in an air box with a flatter angle, we saw an improvement. We tried again with a still flatter angle, and it improved again. After trying this several times and seeing improvement each time, we decided to go the extreme. So we cut the head off the valve and welded it back on upside down. It was no big surprise when it flowed best of all.
When we started looking at other parts of the system, we found that the runners were affecting the flow much more than the valve design was, but that taught me a good lesson. When you’re looking at such things, look at the whole picture, not just part of it. The intake runners are obviously an extremely important part, and if they’re not included, your data may not be worth the powder to blow it up.
Sure it’s obvious now, 40 years later, but at the time it wasn’t so apparent. Certainly the underhead characteristics of an intake valve like angle, radius, microfinish and the presence of a secondary seat all play an important part in flow. But remember – it is only one aspect of the whole picture.
Vented valves
One of the cleverest ideas I have come across in a long time is the Vented Valve being developed by ACRO-TECH, Inc. It is an intake that has a smaller valve inside of it that covers some holes cut through the outer valve head when the inner valve is closed. As the outer valve opens, the inner valve does as well and exposes the holes through the outer valve head, letting the charge get into the combustion chamber much more easily.
As you know, normally the charge comes down the intake manifold runner, hits the underside of the valve and then has to make a 90° turn to get into the chamber. That turn obviously slows it down, therefore limiting the amount of fuel/air mixture that can get into the cylinder. The vented valve idea works, too. Data shows distinct improvements in lower fuel consumption along with increased power and torque.
Exhaust valve designs
Most exhaust valves for light- and medium-duty applications are relatively simple from a manufacturing viewpoint. They are usually solid and typically made of a single piece of austenitic steel. Such alloy steels are normally used for the extra high temperature strength that they provide. In many instances, a hardened steel tip will also be welded on to give better wear resistance. Frequently, flash chromium plating is applied to the stem for anti-scuffing protection. Such plating is extremely thin but provides adequate durability for the applications. The valves may be heat treated for maximum hot strength or not, depending on the designer’s decision on the need.
Heavy-duty valves
The types of valves that are used in heavy-duty engines are designed to have durability for hundreds of thousands, and sometimes millions of miles since they are frequently warranted for such periods. In fact, I once had a heavy-duty guy ask me, "What would we have to do to the valve design to allow a million-mile warranty?" That was a while ago, and I understand they now warrant some heavy-duty jobs for just such periods. As a result, their designs can get pretty exotic.
To begin with, the alloys and heat treatments used are never shortchanged. They are typically the best that money can buy. They also typically use a hard facing, or coating, on the valve seat face to extend the wear resistance to the maximum. Such coatings are usually of a nickel or cobalt based alloy, which are expensive elements. Also they usually have a stem coating of heavy chromium plating that is about six times as thick as that on a light-duty valve.
Internally cooled valves
These designs can vary in sizes and shapes, types of coolant and manufacturing methods. Their major benefit is in reducing the valve head operating temperature, and it will do that by several hundred degrees. In years past, cooled valves have been used on intakes as well, but normally they are only used in the exhaust position. To a large degree that is because they are not cheap. Eaton, by the way, is the only internally cooled valve maker in the U.S.
Back during WWII, both of the major U.S. aircraft engine builders, Wright Aeronautical and Pratt & Whitney, used sodium-cooled valves in the engines they built for the military. The two designs were radically different from each other. Wright used a domed head shape, and P & W used a concave head shape, but they both used sodium as the coolant. Back in the ‘60s, such valves were also used in some high performance applications. Today, internally cooled valves are used in some truck applications and in some light aircraft engines.
So what are the coolants and why use different ones? The coolants used in the U.S. are straight metallic sodium (Na) and the eutectic of sodium and potassium (K) or NaK. Eutectic is the mixture of two metals that melts at the lowest temperature of any combination. The eutectic of the two is 78% Na and 22% K, and its melting temperature is 12°F. The melting temperature of sodium is 208°F and that of potassium is 145°F. You can see that the eutectic melts at a much lower level than either of the two pure metals.
In some applications, especially those with long coolant cavities, it is possible for the coolant to actually freeze (solidify) in the cooler end of the cavity in certain operating modes. It doesn’t seem likely, but I know it can happen because I’ve had personal experience with it. In those situations, you want to have the lowest melting point possible to avoid such freezing because the coolant is only effective when it is liquid. Now, let’s look at the properties for a moment.
Melting point
Notice that straight Na melts at about 208°F but the NaK melts at only 12°F. Obviously the NaK is molten nearly all the time, but the Na may not be.
Boiling point
Things that melt usually boil as well, don’t they? And if they boil, do we have to worry about them blowing up because they are contained in a cavity? No way. The vapor pressure is so low that it won’t explode, and before the valve gets to 1600°F it’s long gone anyway.
Density
Notice that both coolants are lighter than water (water is 100 g/cc) so it doesn’t add much to the weight of a hollow valve, especially since the valve is only about half full anyway.
Thermal capacity and thermal conductivity
Thermal capacity simply tells how much heat the coolant will hold before it starts moving it, and thermal conductivity tells how fast it will conduct it away. I didn’t even bother putting in the units because what is interesting is the comparison between the two. Notice that the Na is about 50% greater in capacity and three times as much in conductivity. That is what is important. So when you look at the data, why use NaK at all? The answer is simple — strictly for its low melting temperature and resistance to solidification.
Cavity fill
You might think that an internally cooled valve is filled with coolant, but it is not. In fact, the ideal fill is about 55% of the cavity volume. If you get below 30% or over 70%, the cooling properties go to hell in a hand basket. The reason is that the coolant transfers heat primarily by the process of convection rather than conduction, and it can’t "convex" if it’s full. Remember convection? The substance gets hot and expands and is therefore lighter, so it rises. The cooler parts sink, get heated, then they rise replacing the hot part that has now cooled down. And with valves, because the coolant is being bounced around, it is forced convection.
Don’t fool with coolants
Let me give you a piece of advice. If you ever get an internally cooled valve, for gosh sakes don’t cut or break it open. That stuff inside is very explosive. Let me explain.
Let’s say the coolant is sodium, (potassium is just as bad if not worse). If it is exposed to water, like even the moisture in the air, it will react. What happens is that water is H2O. If Na and H2O get together, they will form NaOH (sodium hydroxide, a nasty caustic). However, in this case, there were two Hs, so there is an extra one left over. It is free and, of course, very light, so it rises. The reaction generates a lot of heat all by itself, so the coolant will glow. You can guess what will happen next.
Remember the hydrogen in the Hindenburg? That’s what you are playing with, so don’t mess around – send them back to the Eaton plant in Belmond, IA, where they know how to deal with that stuff.
The two primary manufacturing methods used in the United States are based on the technique for closing the valve after it has been filled. That is by the extrusion process and by friction welding tube to tube.
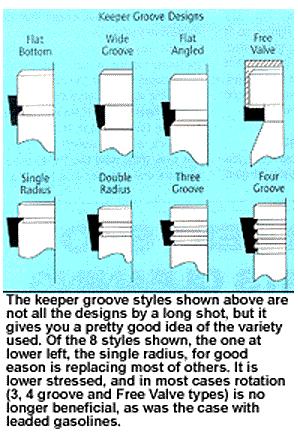
Valve keeper grooves
It has always fascinated me that the same device, the gadget connecting the valve to the spring retainer, can be called a "key" and a "lock" and everybody still knows what you’re talking about.
There are almost as many different designs of keys and valve grooves as there are valve designers. On the intake or exhaust valve, there are single grooves, two grooves, three grooves, four grooves, flat bottom types, radiused grooves, "free valve" grooves, threads, pin holes and probably a lot I’ve never heard of. They all do pretty much the same thing but in different ways.
The three and four groove as well as the "free valve" types have been called "non-positive" rotators. That is because those key designs do not grip the valve stem directly because they butt against each other and are not holding onto the valve. So, when the valve is open, it is restricted from possibly rotating only by the line contact of the rocker pad on the tip.
Obviously, I’m talking about any valve gear type where the rocker pad moves across the valve tip. The unrestricted valve allows it to be totally free when open without even the rocker pad restriction. The flat bottom groove types seem to be phasing out as engine rpm goes up, and designers become more sensitive to the stresses imposed by high seating velocities at the bottom corners of such designs. With relatively sharp radii at the bottom of those grooves, the tendency to fatigue fracture at that point is greater. Also, the double radial grooves are not very popular any more — all of them pretty much being replaced by the single radiused groove.
Special valve designs
Over the years, there have been some doozies. The one that sticks out most in my mind is the oil-cooled valve last made for a heavy-duty diesel engine builder many years ago. It was a design that was hollow and had a helical tube running up the stem from the tip to the head. The tip end of the tube registered with a hole in the valve tip, and oil was fed into that hole from the rocker arm. The head end of the tube was connected to a flange about the diameter of the head, which was sandwiched between the upper and lower parts of the head.
The oil in the tube squirted on the inside of the valve head to cool it. The flange had a number of holes through it that allowed the oil to then return around the outside of the tube and back to the valve tip where it fell back into the rocker box through another hole in the side of the tip.
The first time I saw it, I said, "It’ll never work." I thought the oil would coke at the head end and block everything up. I couldn’t have been more wrong. The oil flow was fast enough so that it never got hot enough to coke, and it worked like a charm. The only trouble was making the complicated design cost like you wouldn’t believe. The number I remember was $10,000 for four valves, and this would have been perhaps in the late ‘50s.
Another interesting one is the shrouded valve. Generally used on the intake side, this design has a "shroud" on the underside of the head. A shroud is a flange that projects out from the valve for the purpose of influencing the incoming flow to create swirl. The shroud is generally only half way around the head but it can be more or less.
Obviously, such valves must be pinned to prevent rotation, so there is usually a pinhole in the stem somewhere.
A valve is also made for engines that are used to determine the heat rating of spark plugs. These are internally cooled and have metal overlays to help avoid corrosion that might induce preignition. Since these engines run on the verge of preignition most of the time anyway, the internal cooling and the coatings are essential to give them any kind of durability at all. Even then it isn’t good.
The last oddball I can think of is the waste gate valve. It is used as a pop-off pressure relief for turbo charger waste gates.
The unusual appearance is attributed to the fact that when you are looking at conventional valves, the seat looks like it was put on the wrong side of the head.
That will be it for this time. In our next article, we expect to review some of the valve operating characteristics like temperature, stress and corrosive environment. You may find that interesting. AR