steelcomp built this 588 bbc build, and took pictures during the process[/size]
Here are the build details:
588ci BB Chevy, 1471, pump gas, 8.45:1cr
4.56 bore x 4.50 stroke
Dart Big M block 10.2" tall deck w/ billet caps
Bryant billet crank with a bunch of Mallory
JE reverse dome pistons
JE 52S .200" straight wall wrist pins
Total Seal AP series rings; steel top, Napier 2nd, high tension oil.
Oliver billet 6.535" rods
ARP hardware throughout
Canfield 310 heads (ported to 335cc)
Straub custom 4/7 swap solid roller
T&D shaft rockers
.903 Morel Ultra Pro lifters
Smith Brothers 7/16x3/8 single taper .120 wall push rods
Jessel belt drive
ATI damper
MSD crank trigger
After the block is prepped, it's ready for machining. All our block machine work is done on a RMC V30 4 axis CNC. This block was bored, decked, and had the lifters bored for .903" lifters, while at the same time correcting any location errors (indexing to cam). We also check the cam tunnel for location and straightness. The mains are also checked and honed as necessary.







NICE PORT JOB OM THE OIL FEED


While some of that is going on, the rotating assembly gets balanced. This is two days into this balance job, having to add ten slugs of mallory in four different countrer weights. Sometimes that's what it takes to do it right. The machine shop lets me do the balancing on my builds. Note to self: there is no money in balance jobs
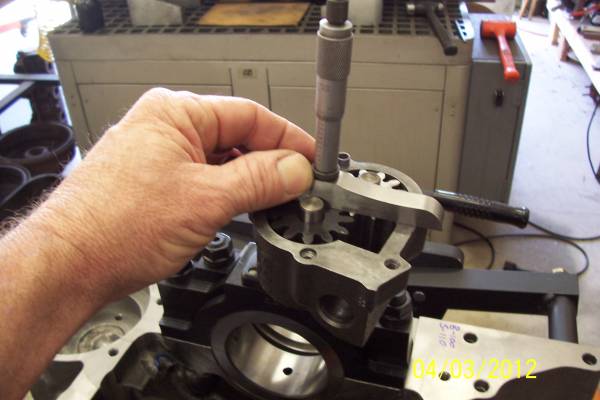
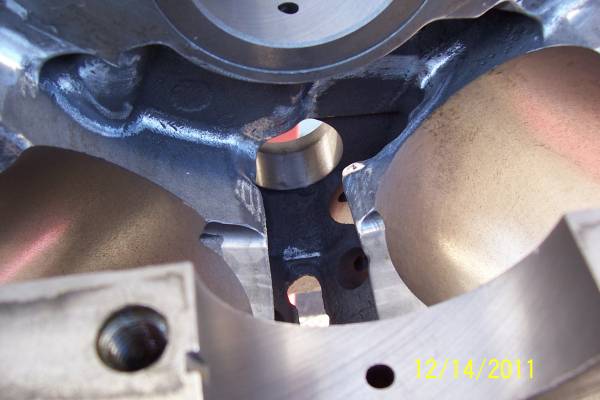
After that's all done it's back to my shop and time to start with the mock-up and test fitting. Here's what you can run in to, even with the best parts;
Everything looks good there with plenty of clearance, so it's time to finish the rest of the block mods. The main caps all get detailed including the rear cap's oil passage (like all oil passages in the engine)...
...and with this build we chose to install piston oilers to help keep the pistons cool during those long WOT runs across the lake. Here, I'm detailing the sharp edg that the oil transfer slot leaves in the main bearing oiling passage. I don't like sharp edges in places like this.

Pan to pick up clearance was over 1" to start, so I had to cut the basket loose and move it up (down) the pick up tube. Fortunately there was enough tube inside the basket to adjust. Final check with clay showed about 1/2" clearance before tightening the pan. Should net a little less than 7/16".
Here are the build details:
588ci BB Chevy, 1471, pump gas, 8.45:1cr
4.56 bore x 4.50 stroke
Dart Big M block 10.2" tall deck w/ billet caps
Bryant billet crank with a bunch of Mallory
JE reverse dome pistons
JE 52S .200" straight wall wrist pins
Total Seal AP series rings; steel top, Napier 2nd, high tension oil.
Oliver billet 6.535" rods
ARP hardware throughout
Canfield 310 heads (ported to 335cc)
Straub custom 4/7 swap solid roller
T&D shaft rockers
.903 Morel Ultra Pro lifters
Smith Brothers 7/16x3/8 single taper .120 wall push rods
Jessel belt drive
ATI damper
MSD crank trigger
After the block is prepped, it's ready for machining. All our block machine work is done on a RMC V30 4 axis CNC. This block was bored, decked, and had the lifters bored for .903" lifters, while at the same time correcting any location errors (indexing to cam). We also check the cam tunnel for location and straightness. The mains are also checked and honed as necessary.
NICE PORT JOB OM THE OIL FEED
While some of that is going on, the rotating assembly gets balanced. This is two days into this balance job, having to add ten slugs of mallory in four different countrer weights. Sometimes that's what it takes to do it right. The machine shop lets me do the balancing on my builds. Note to self: there is no money in balance jobs
After that's all done it's back to my shop and time to start with the mock-up and test fitting. Here's what you can run in to, even with the best parts;
Everything looks good there with plenty of clearance, so it's time to finish the rest of the block mods. The main caps all get detailed including the rear cap's oil passage (like all oil passages in the engine)...
...and with this build we chose to install piston oilers to help keep the pistons cool during those long WOT runs across the lake. Here, I'm detailing the sharp edg that the oil transfer slot leaves in the main bearing oiling passage. I don't like sharp edges in places like this.
Pan to pick up clearance was over 1" to start, so I had to cut the basket loose and move it up (down) the pick up tube. Fortunately there was enough tube inside the basket to adjust. Final check with clay showed about 1/2" clearance before tightening the pan. Should net a little less than 7/16".