My motor has destroyed rod/main bearings in the first hour of driving it twice. I never took it above 4200rpm, and the oil was at 40 at idle, up to 50psi at 2500rpm and above. Pressure got worse as bearings wore out. I have it apart now, and it seems to get progressively worse from front to back, with the 2 furthest rear bearings, and associated rod bearings very worn. Cam seems fine though.
I was very careful during assembly, and measured all my clearances with 2 pieces of plastiguage each, and mixed .001 bearing shells to get them perfect
I know my "forgotten plug" is in place, as well as the main gallery plugs behind the cam gear.
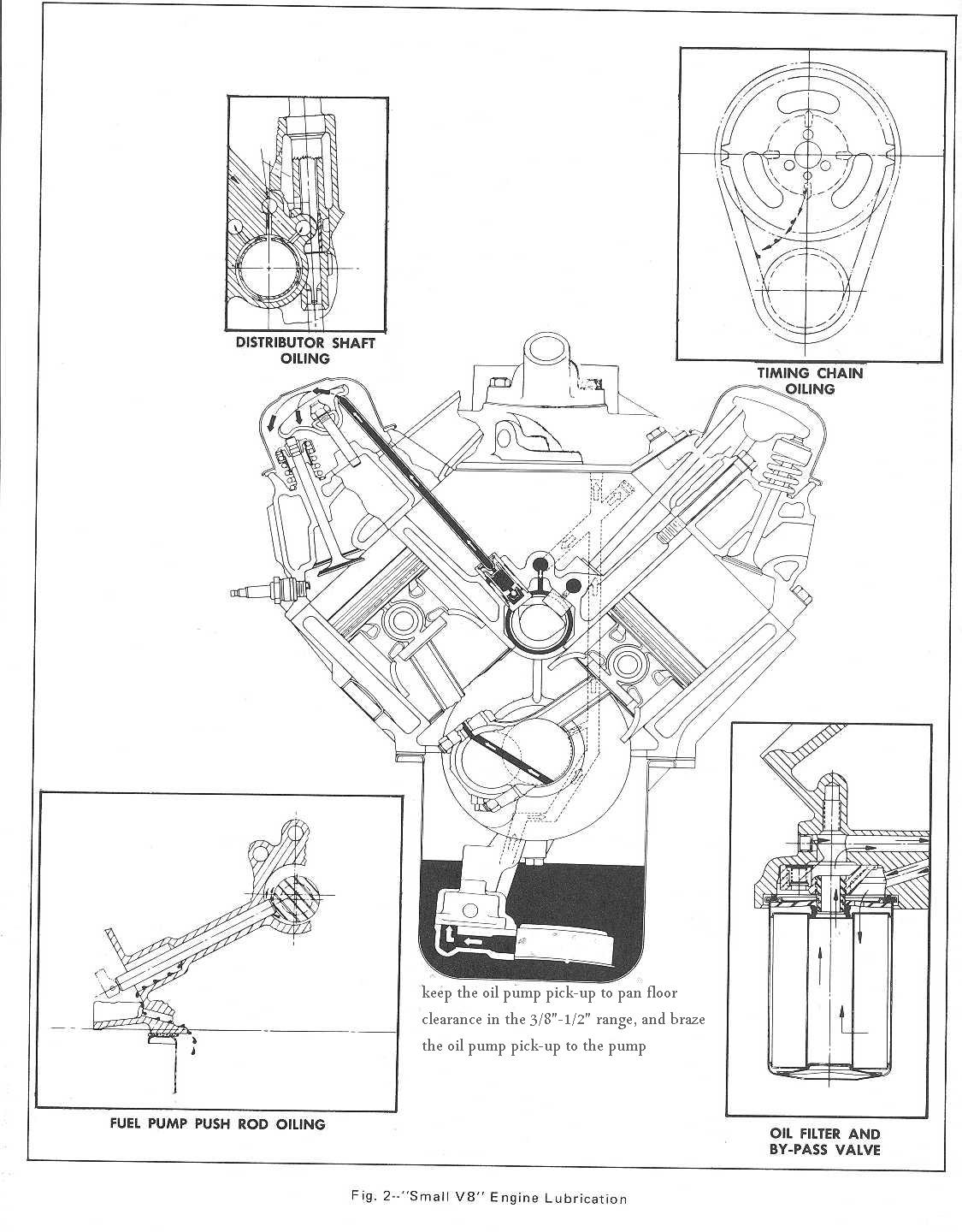
I don't know if there is something restricting oil flow between the main gallery, and the main bearings. Is there a good way to test this?
I did figure out that the bolt that plugs the bore for the fuel pump pushrod is missing, not sure if it was ever there, but it doesn't seem to be fed from a pressurized oil gallery, so I don't suspect it's the problem.
Oil pump doesn't seem very worn on the inside. relief valve moves freely, as does the one on under the oil filter.
I'm going to double check the pickup clearance tomorrow, but it is tack welded on, pressure guage showed constant at speed, and it is the same pan/block/pump that came with the engine that supposedly worked fine for a year or so before I got it. (It sat for a couple of years then I broke it down and cleaned it when I got it.)
Thank you for any advice!
I was very careful during assembly, and measured all my clearances with 2 pieces of plastiguage each, and mixed .001 bearing shells to get them perfect
I know my "forgotten plug" is in place, as well as the main gallery plugs behind the cam gear.
I don't know if there is something restricting oil flow between the main gallery, and the main bearings. Is there a good way to test this?
I did figure out that the bolt that plugs the bore for the fuel pump pushrod is missing, not sure if it was ever there, but it doesn't seem to be fed from a pressurized oil gallery, so I don't suspect it's the problem.
Oil pump doesn't seem very worn on the inside. relief valve moves freely, as does the one on under the oil filter.
I'm going to double check the pickup clearance tomorrow, but it is tack welded on, pressure guage showed constant at speed, and it is the same pan/block/pump that came with the engine that supposedly worked fine for a year or so before I got it. (It sat for a couple of years then I broke it down and cleaned it when I got it.)
Thank you for any advice!