I POSTED THIS BEFORE,
when shopping for a rotating assembly , it pays too carefully compare features, read the fine print carefully ,and do some careful pre-purchase research.
price is NOT the most important consideration, value per dollar spent, quality and durability would be far higher on my list of concerns, or if I could make in clearer, if I found spending an additional $100-$200 would add significantly to the precision of the parts being used,or you could select parts made from a significantly better alloy Id certainly opt for spending a bit more cash to boost precision and durability.
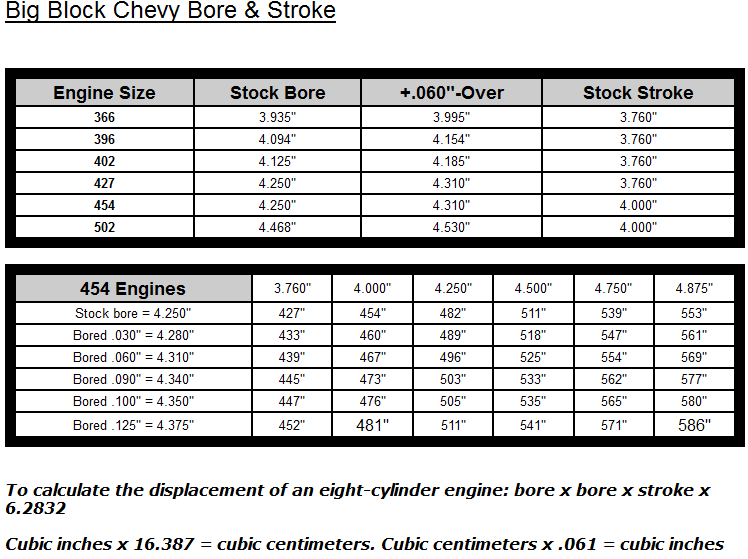
bore diam x bore diam. x stroke length x # cylinders x .7854= displacement
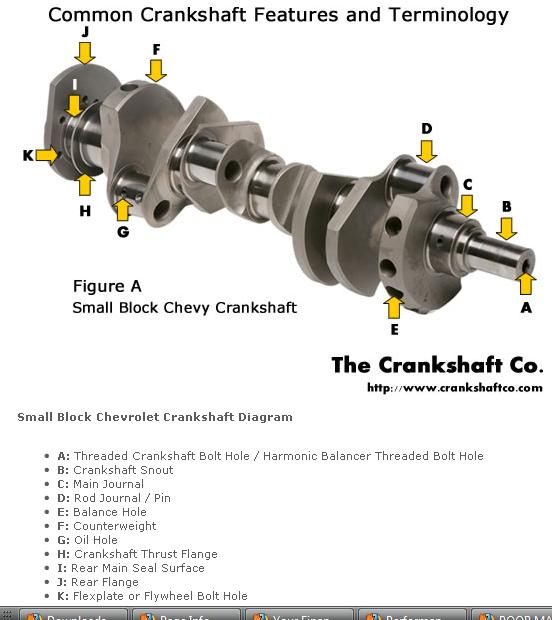
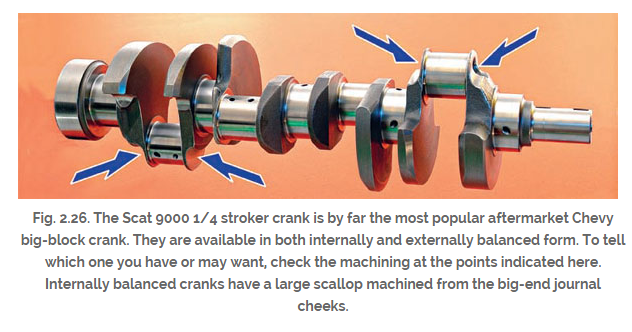
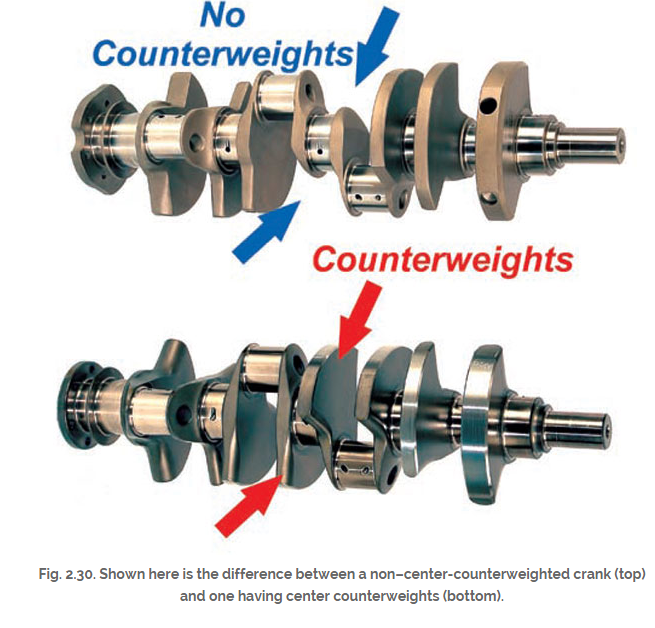
When the counterweights alone can be made to balance the crankshaft, the crank is said to be "internally balanced". If the counterweights are too light by themselves to balance the crankshaft and more weight is needed, an "external balance" can be used.

Directions for crankshaft grinding and polishing
Crankshaft journal surfaces should be ground and polished to a surface finish of 15 micro inches roughness average Ra or better. Journals on highly loaded crankshafts such as diesel engines or high performance racing engines require a finish of 10 micro inches Ra or better.
The above is a simple straight forward specification which can be measured with special equipment. However, there is more to generating a ground and polished surface than just meeting the roughness specification. To prevent rapid, premature wear of the crankshaft bearings and to aid in the formation of an oil film, journal surfaces must be ground opposite to engine rotation and polished in the direction of rotation. This recommendation and examination of the following illustrations will help make the recommendation more clear.
Metal removal tends to raise burrs. This is true of nearly all metal removal processes. Different processes create different types of burrs. Grinding and polishing produces burrs that are so small that we can't see or feel them but they are there and can damage bearings if the shaft surface is not generated in the proper way. Rather than "burrs", let's call what results from grinding and polishing "microscopic fuzz." This better describes what is left by these processes. This microscopic fuzz has a grain or lay to it like the hair on a dog's back. Figure 1 is an illustration depicting the lay of this fuzz on a journal. (Note: All figures are viewed from nose end of crankshaft.)
The direction in which a grinding wheel or polishing belt passes over the journal surface will determine the lay of the micro fuzz.
In order to remove this fuzz from the surface, each successive operation should pass over the journal in the opposite direction so that the fuzz will be bent over backward and removed. Polishing in the same direction as grinding would not effectively remove this fuzz because it would merely lay down and then spring up again. Polishing must, therefore, be done opposite to grinding in order to improve the surface.
In order to arrive at how a shaft should be ground and polished, we must first determine the desired end result and then work backwards to establish how to achieve it. Figure 2 depicts a shaft turning in a bearing viewed from the front of a normal clockwise rotating engine. The desired condition is a journal with any fuzz left by the polishing operation oriented so it will lay down as the shaft passes over the bearing (Figure 2).
The analogy to the shaft passing over the bearing is like petting a dog from head to tail. A shaft polished in the opposite direction produces abrasion to the bearing which would be like petting a dog from tail to head. To generate a surface lay like that shown in Figure 2, the polishing belt must pass over the shaft surface as shown in Figure 3.
The direction of shaft rotation during polishing is not critical if a motorized belt type polisher is used because the belt runs much faster than the shaft. If a nutcracker-type polisher is used, then proper shaft rotation must be observed (Figure 4). Stock removal during polishing must not exceed .0002" on the diameter.
Having determined the desired surface lay from polishing, we must next establish the proper direction for grinding to produce a surface lay opposite to that resulting from polishing. Figure 5 shows the grinding wheel and shaft directions of rotation and surface lay for grinding when viewed from the front or nose end of the crankshaft. This orientation will be achieved by chucking the flywheel flange at the left side of the grinder (in the headstock). Achieving the best possible surface finish during grinding will reduce the stock removal necessary during polishing.
The surface lay generated by grinding would cause abrasion to the bearing surfaces if left unpolished. By polishing in the direction shown in either Figure 3 or 4, the surface lay is reversed by the polishing operation removing fuzz created by grinding and leaving a surface lay which will not abrade the bearing surface.
Nodular cast iron shafts are particularly difficult to grind and polish because of the structure of the iron. Nodular iron gets its name from the nodular form of the graphite in this material. Grinding opens graphite nodules located at the surface of the journal leaving ragged edges which will damage a bearing. Polishing in the proper direction will remove the ragged edges from these open nodules.
All of the above is based on normal clockwise engine rotation when viewed from the front of the engine. For crankshafts which rotate counterclockwise, such as some marine engines, the crankshaft should be chucked at its opposite end during grinding and polishing. This is the same as viewing the crank from the flanged end rather than the nose end in the accompanying figures.
Unlike many engine bearings available today, Clevite engine bearings utilize a superior Clevite TriMetal™ material design. Stamped "Clevite®," this design incorporates the strength of a copper-lead alloy layer on a steel back and finally, a precision electroplated white metal "babbitt" third layer. TriMetal™ is an ideal bearing design producing good to excellent characteristics when judged for conformability, embedability, slipperiness and fatigue resistance.
We constantly monitor the function and operation of our full line of bearings, staying in touch with any changes or developments that new engines may require. And that translates into bearings that are better for your engine. If you're looking for the engine bearings that set the standards, specify Clevite®. Because you won't settle for second best.
having used quite a few lathes and mills, while in engineering classes.
the thing that I noticed immediately,
while watching the video,
was the lack of an expected flood of cutter lubricant,
and coolant, being used during the machining process
http://garage.grumpysperformance.co...in-height-compression-height.5064/#post-69254
before you buy components talk to both the vendors and your machine shop of choice , you damn sure don,t want mis-matched components and clearances.
you need to measure accurately, know what your current block will function correctly with and pay attention to clearances and other details that make or break the engines potential durability and power potential.
Theres no direct interchangeability, but,you might want to have a long detailed discussion with your local performance machine shops, skilled machinist,
if you have access to a good skilled machinist and deep pockets you have options, the 348/409 cranks are similar in dimensions to the 396-427 BBC engines, if you wanted to stroke out a 348 or 409 the better machine shops can cut down the main bearing size on a 427-or-454 BBC crank down from its 2.75" diameter to fit a 2.5" journal size of the 348/409 blocks bearings, and if you wanted to go through the cost and trouble you could have the main crank journals welded up and then cut and polished too DE-stroke a BBC engines main journal bearing size.
obviously the options would require re balancing and clearance work.
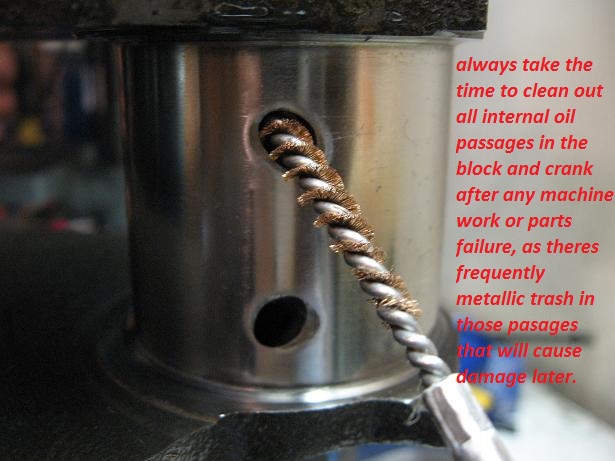
all cranks must be , cleaned carefully, the oil passages cleaned carefully,checked for straightness and journal finish and bearing clearances carefully verified
and assemblies carefully balanced, and of course clearances to the block walls, lower cylinders and cam to rod clearances checked , and rod lengths, piston pins, must match rods and pistons, piston compression heights, must be verified, and ring, bore size ,end gaps and ring thickness to fit piston grooves , with any non-original bore/stroke combos must be checked carefully
Engine Balance: Internal vs. External
An engine must be balanced to ensure smooth operation. It minimizes vibration and maximizes engine life. Balancing can be internal, external, or a combination of both.
Balancing an engine means offsetting the weight of the pistons and rods. This involves adding or removing weight from the crankshaft. The Harmonic Balancer and/or the flexplate or flywheel can also be weighted.
Internal Balance
An internally balanced engine has all the counterweight on the crank. External parts like the balancer and flexplate/flywheel have a neutral balance. They will not affect the other rotating parts.
External Balance
If the crank's counterweights are too light, the engine must be externally balanced. This involves adding weight to the harmonic balancer and/or the flexplate or flywheel.
How does it affect performance?
Generally speaking, internal balance is the better option. External counterweights can cause the crankshaft to flex at high rpm. This can cause engine damage. However, either type of balance is fine for most engines.
Converting from external to internal balance can be expensive. It requires a new crankshaft, harmonic balancer, and/or flywheel or flexplate. You may also need to clearance the block for the larger counterweights. Unless you're racing, it's easiest to balance the engine the same way the factory did.
Engine Type Factory Balance Method
Chevy 305/350 (2-piece rear main seal) Internal
Chevy 396-427 Big Blocks
Chevy LS Engines
Ford Modular Engines
Chevy 400/454 External
Ford 302/351W
Chevy 350 (1-piece rear main seal, including LT1) Combination of Internal & External
Notes
Balanced Rotating Assemblies come pre-balanced from the manufacturer. These can be installed without taking the parts to the machine shop.
If you buy an Unbalanced Rotating Kit, you will need to have it balanced before it's installed. The same is true if you buy a crankshaft, connecting rods, and pistons separately.
Crankshafts are listed as internal or external balance. This doesn't mean it's already balanced. It just tells you how it's intended to be balanced. It must be checked with the specific piston and rod combination you use.
http://what-when-how.com/crankshaft/crankshaft/
http://www.summitracing.com/popup/calcsandtools/stroker-combinations
http://garage.grumpysperformance.com/index.php?threads/main-cap-fit-in-block.5945/#post-18302
http://garage.grumpysperformance.com/index.php?threads/splayed-main-caps.1014/#post-3831
http://www.mre-books.com/chevy/engines/parts_interchange/crankshaft.html
http://garage.grumpysperformance.co...block-cylinder-wall-thickness.976/#post-22976
these links may help
http://www.scatcrankshafts.com/rods/chevy-rods/
http://www.scatcrankshafts.com/about-crankshafts/chevy-crankshafts/
http://www.scatcrankshafts.com/rotating-assembies/chevy-rotating-assemblies/
http://garage.grumpysperformance.co...tion-of-crank-durring-short-blk-assembly.852/
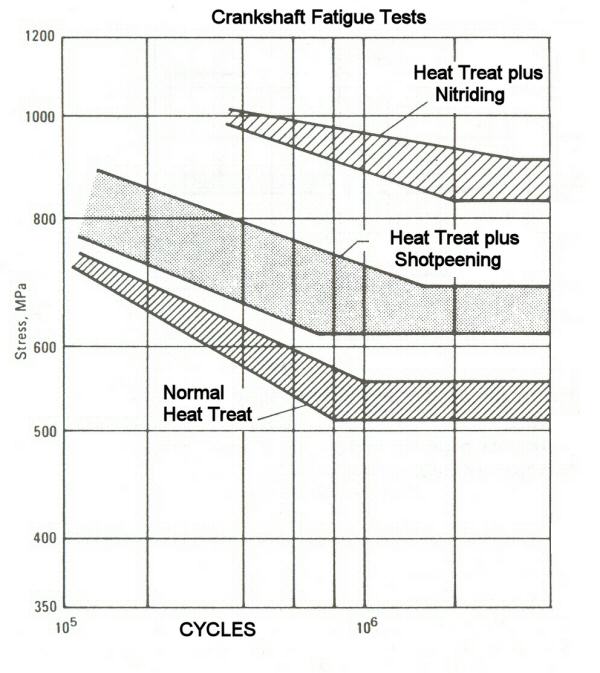
while the basic steel type used in a crank shaft is very important, the accuracy of the machine work, heat treatment and the care taken in surface prep,journal concentracy, surface smoothness and the balancing of the whole rotating assembly can be critical to durability
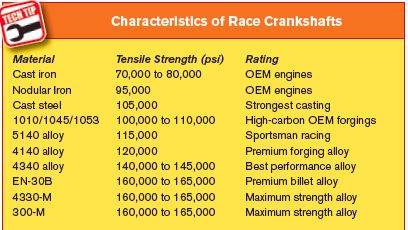
you may find this info useful, on CRANK SHAFT STRENGTH
MATERIAL....................TENSILE STRENGTH.....PSI.
CAST
CAST IRON.....................APROX 75,000
NODULAR IRON................APROX 95,000
CAST STEEL...................APROX 105,000
FORGED
1053 forged....................APROX 97,000(can be heat treated higher)
5140 forged steel.............APROX 115,000
4130.forged.....................aprox 123,000
4340 forged.....................aprox 143,000
http://en.wikipedia.org/wiki/Ductile_iron
http://en.wikipedia.org/wiki/Crankshaft
http://www.catpep.com/catalog/2008CATALOG.pdf
Ive placed both scat and eagle crank shafts next to a similar chevy OEM crank, and carefully examined all three and in my opinion the eagle crank was the least well finished with the scat crank being the best, now obviously all three manufacturers have made several grades of cranks and Ive used a truck load of SCAT and FORGED CHEVY crank shafts over the years with good results




Mallory metal
From Wikipedia, the free encyclopedia
Mallory metal is proprietary name[1] for an alloy of tungsten, with other metallic elements added to improve machining.
Its primary use is as a balance weight which is added to the crankshaft of an automotive engine, where the existing counterweight is not large enough to compensate for the weight of the reciprocating and rotating components attached to the crankshaft's connecting rod journals. Rather than add to the counterweight by welding or fabrication, holes are drilled in structurally safe positions in the counterweights, and "slugs" (cylindrical dowels) of Mallory metal are inserted and fastened securely.
The difference in density between the replacement Mallory metal and the original steel is about 2:1, so the counterweight is heavier without changing its shape or size.
stock crank?
cast iron?
cast steel, nodular iron,
5140 forged?
4340 forged?
that can cover a wide range, any idea as to the part number and keep in mind the block and main caps ,
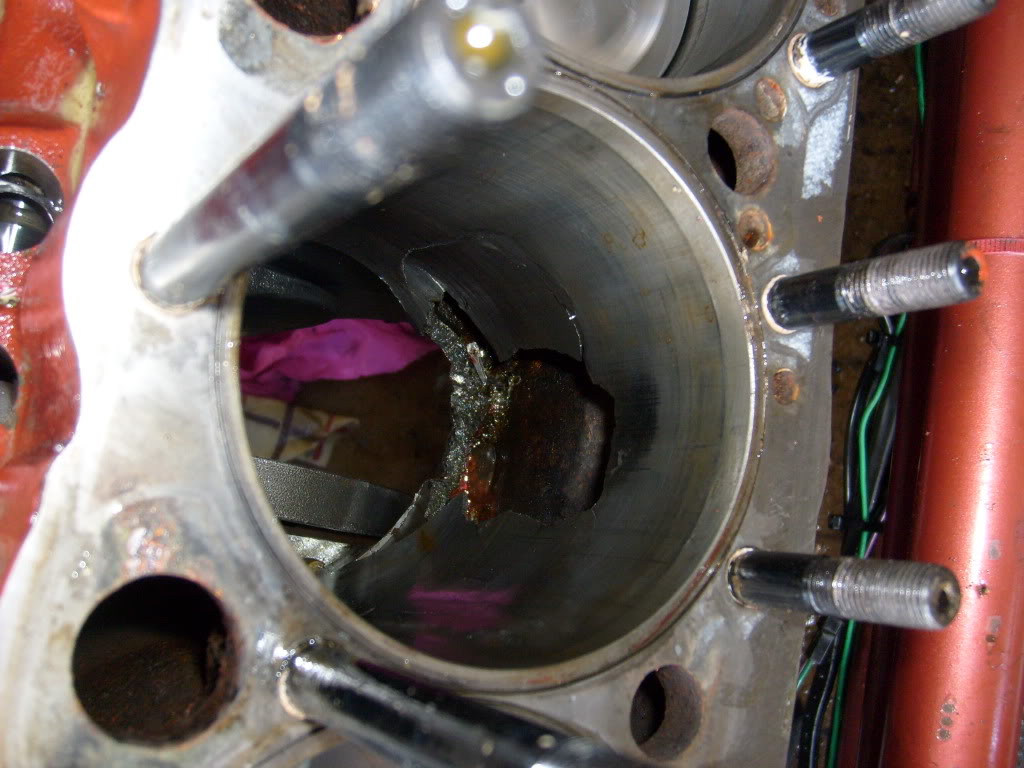
limits how much rpm and torque to some extent before the main caps and main cap bolts start to distort,
but its valve train failures and connecting rods and connecting rod bolts that are the most common sources of failures,
FAILURES that frequently get ignored yet,those parts failing get BLAMED AS CRANK FAILURES.
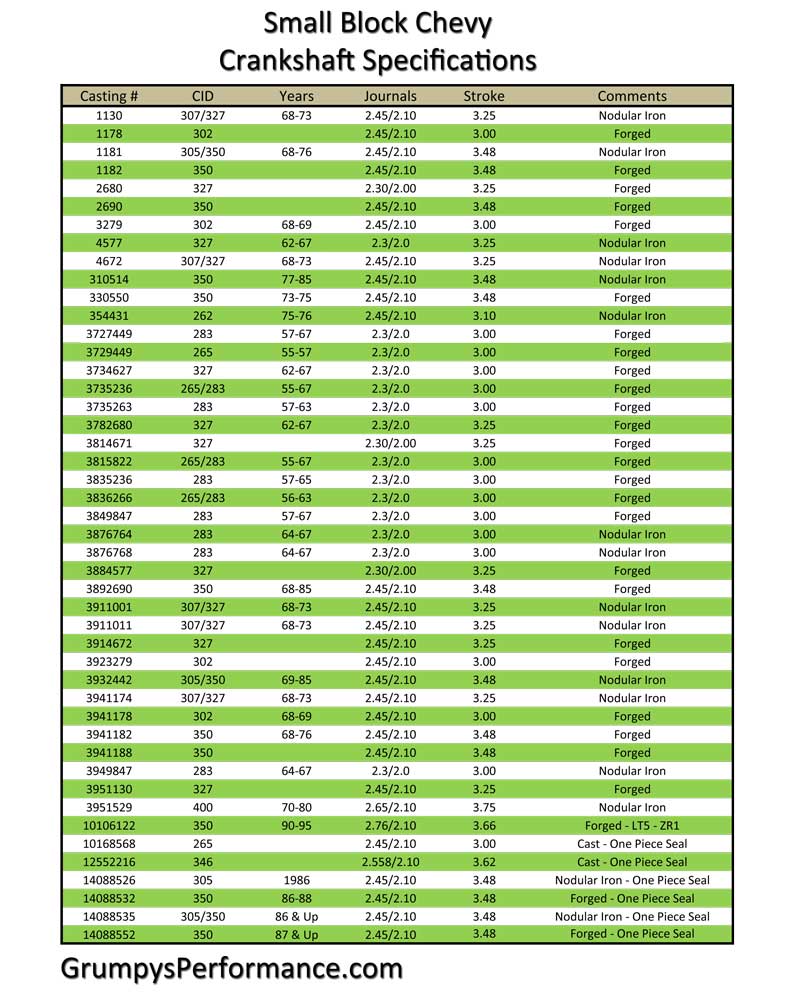
Small Block Chevy Crankshaft Casting Numbers
Years Casting CID Material Journal Rmain Seal Applications
1968-73 1130 307,327 cast large two all
1968-76 1181 350 cast large two all
2680 327 steel small two
2690 350 steel two
1968-69 3279 302 forged large two Z-28
1962-67 4577 327 forged small two -
1968-73 4672 307,327 cast large two -
1975-85 310514 350 - large two -
330550 350 steel two
1975-76 354431 262 cast large two Monza,Nova
1955-67 3727449 265,283 forged small two -
3729449 265 steel two
1962-67 3734627 327 forged small two -
1955-67 3735236 265,283 forged small two -
1957-63 3735263 283 forged small two -
1962-67 3782680 327 forged small two -
3814671 327 steel small two
1955-67 3815822 265,283 forged small two -
1957-65 3835236 283 forged small two -
1956-63 3836266 265,283 forged small two -
1963-67 3849847 283 cast small two -
1964-67 3876764 283 cast small two -
1964-67 3876768 283 cast small two -
3884577 327 steel small two
1967-76 3892690 350 cast large two -
1968-73 3911001 307,327 cast large two -
3911011 307,327 cast large two
3914672 327 steel large two
3923279 302 steel large two
1969-85 3932442 305,350 cast large two in 1979-82 267
1968-73 3941174 307,327 cast large two -
1968-69 3941178 302 forged large two Z-28
1969-85 3941182 350 forged large two Z28, Vette,truck, some nitrided
3941188 350 steel two
1964-67 3949847 283 - small two
3951130 327 steel large two
1970-80 3951529 400 cast XL mns two 3.76" stroke, ext. bal.
1986-on 14088526 305,350 cast large one
1986-on 14088532 350 forged - one truck
1986-on 14088535 305,350 cast large one all
86-88 14088552 350 forged one

http://www.mortec.com/cranks.htm
http://chevellestuff.net/qd/crank/crank.htm
http://www.chevydiy.com/1955-1996-chevy-small-block-performance-guide-crankshafts-manual-part-2/#
http://outintheshop.com/faq/casting/crankshaft.html
http://www.1968ss.com/SBcranknumbers.asp
http://www.chevydiy.com/1955-1996-chevy-small-block-performance-guide-crankshafts-manual-part-2/

OBVIOUSLY a machine shop doing balancing work on a rotating assembly's , and adding mallory metal slugs to counter weights,on the crank must do quality work or problems with durability usually result that get damn expensive or dangerous
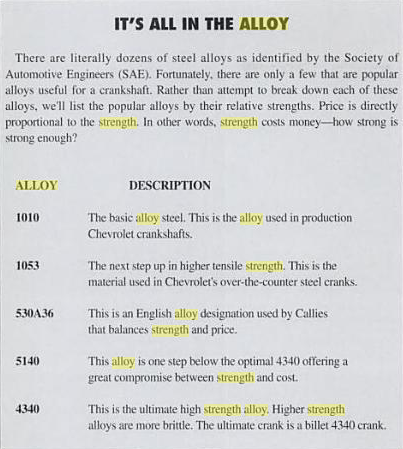
"5140 or 4340 ? Get the Facts and End the Confusion."
Before we can answer the question "which metal do I need in my crankshaft". I think we need to take a moment and review just what each metal is made of and what are the best applications for each. In the following discussion we will see the strengths and weaknesses of each and with this information we will be able to decide which Crankshaft material will best fit our needs. and keep in mind the longer the stroke, and the smaller the bearing journal diameter, and the smaller the counter weights are, the less structural strength is physically possible in the areas connecting the main bearing journals to the rod bearing journals, theres always a trade-off in weight and material strength and area cross section
Starting with the basics, metals containing primarily iron are classified as "ferrous metals". They range from pure iron through exotic high-alloy steels. Stock Crankshafts are made from cast iron, a metallic iron with more than 2 percent dissolved carbon. One preferred variation, ductile or nodular iron has all its carbon contained in the form of tiny spherical graphite nodules uniformly dispersed throughout the metal's matrix. This makes the material more ductile (deformable rather than brittle) and eases casting and machining.
Even the best cast iron has only limited tensile strength. Increasing ductility, hardness, malleability and fatigue resistance requires removing most carbon and at the high end, alloying iron with other elements, creating "steel" an iron with less than 2 percent carbon
The most basic form of this is carbon steel, which contains up to 1.7 percent carbon and minimal additional alloying elements. Carbon steels are designated by a four digit number. The first two digits indicate the basic type, and the last two digits indicate the approximate midpoint of the carbon content. The "10" ID's these alloys as non-resulfurized carbon steel with some manganese (popularly called medium-carbon or mild steel). The second two digits the "45" or "53" means the steel contains about 0.45 or 0.53 percent carbon respectively. Stock forged OEM cranks are usually made from 1045 or 1053 steel. There are exceptions to this, some 350 high performance steel cranks in the sixties were made from 5140 and some manufactures offer 5140 or 4340 in their high performance aftermarket catalogs.
From these mild OEM steels the next step up is Alloy steel. Alloy steels allow for more variations depending on the alloying materials. Over time as manufacturing techniques improved and chemical knowledge grew., metallurgist developed whole families of alloy steels, custom-tailored to make metals stronger, lighter, more durable, more ductile, and harder. Alloy steels are also identified by a four-digit number, with the first two digits indicating the major alloying element or elements, with the last two digits indicating the approximate midpoint of the carbon range.
We will now examine the four most common groups of steel, we will examine their best uses and hopefully come up with a buying criteria for making a decision on our crankshaft purchase. We want our purchase to be based on knowledge of the product and its intended use.
4130 The best known chrome-moly steel. It is a high-strength/high-stress alloy when produced in thin sections (sheet metal and tubing). But 4130 possesses very poor deep heat-treating characteristics which make it a bad choice for machined or forged parts.
------------------------- ------------------------- ------------------------- -----
4140 A deep-hardening chrome-moly steel , it forges well and has good impact resistance, fatigue strength and general all around toughness.
------------------------- ------------------------- ------------------------- -----
4340 A nickel-chrome-moly steel, this alloy is used to make premium cranks.4340 has good tensile strength, toughness, and fatigue resistance. Modified 4340 alloys with vanadium and more silicon can make this already good alloy even tougher and more fatigue-resistant. The main drawback is cost.
------------------------- ------------------------- ------------------------- -----
5140 This chromium alloy increases tensile strength, hardness, toughness, and wear-resistance over carbon steel. It has the same basic elements of 4340 and is made with the same process but is more affordable.
------------------------- ------------------------- ------------------------- -----
So what can we conclude from this short primer. Our first conclusion is that we don't want to purchase a crank made from 4130. The lack of deep heat treating properties makes it unacceptable for most performance applications. That leaves us with 5140 and 4340. Of the two we feel 5140 is the crankshaft material that suits most clients needs. Reason #1, based on feedback from clients using our cranks the 5140 crankshaft lasts as long as the 4340 when used in all but the most extreme racing conditions. For applications where the engine is putting out 800hp or less and turning 8,000rpm or less, 5140 is the right choice. Reason #2, in engine building you save money where ever you can, if it doesn't effect the performance or durability of the engine and our 5140 crankshafts are priced 30-40% below 4340 crankshafts in cost.
short answer,forged is best, cast steel is significantly stronger than plain cast iron and can be slightly more flexible, unfortunately, as the quality gets better the cost gets higher, and your connecting rods are FAR more likely to fail than the crank in most engine combos below about 6500rpm
IF YOU DON,T READ THE SUB LINKS YOU'LL MISS VALUABLE INFO
As with most components you tend to get what you pay for to a great extent and companys like (CROWER, CARRILLO,and OLIVER will gladly provide you with much stronger AND MORE EXPENSIVE) connecting rods , good moderately priced connecting rods are available from SCAT
http://www.oliverracingparts.com/
https://www.crower.com/connecting-rods.html
http://www.cp-carrillo.com/
http://www.scatcrankshafts.com/rods/chevy-rods/
http://www.crossmembers.com/shop/fly-wheels-c-18.html
http://garage.grumpysperformance.com/index.php?threads/engine-balancing.3900/
http://www.crankshaftco.com/steel-crank ... ening.html
http://www.key-to-steel.com/Articles/Art1.htm
http://www.seaportsteel.com/TechHeat.htm
http://www.popularhotrodding.com/tech/0 ... index.html
posting.php?mode=edit&f=53&t=1042&p=1969
http://scatcrankshafts.com/scattechpdfs ... e_Nose.pdf
http://www.campbellenterprises.com/cran ... cranks.htm
http://www.flatlanderracing.com/.....look up (stroker kits)+ (corrillo rotating assemblies)
http://www.enginebuildermag.com/Article ... build.aspx
http://www.scribd.com/doc/11454996/How- ... Crankshaft
http://www.carcraft.com/techarticles/11 ... index.html
http://www.autosteel.org/AM/Template.cf ... NTID=33458
http://www.crankshaftco.com/steel-crank ... ening.html
http://www.catpep.com/catalog/2008CATALOG.pdf
http://www.steel.org/AM/Template.cfm?Se ... NTID=29408
http://books.google.com/books?id=TcN8Do ... q=&f=false
Ive used dozens of SCAT rotating assembly's
(mostly the 4340 forged versions) but a few 9000 cast and I have not had any major issues, but Id suggest selecting the 7/16" upgrade rod bolts and connecting rods and having the assembly balanced
Im using a scat forged 6" rod kit with a 4340 crank in my personal 383
judging from what Ive seen personally, looking at the import cranks
http://www.scatcrankshafts.com/
good quality
http://www.catpep.com/catalog/2008CATALOG.pdf
not quite as good but still acceptable
http://www.eaglerod.com/
even lower quality , Id pass.
when shopping for a rotating assembly , it pays too carefully compare features, read the fine print carefully ,and do some careful pre-purchase research.
price is NOT the most important consideration, value per dollar spent, quality and durability would be far higher on my list of concerns, or if I could make in clearer, if I found spending an additional $100-$200 would add significantly to the precision of the parts being used,or you could select parts made from a significantly better alloy Id certainly opt for spending a bit more cash to boost precision and durability.
bore diam x bore diam. x stroke length x # cylinders x .7854= displacement
When the counterweights alone can be made to balance the crankshaft, the crank is said to be "internally balanced". If the counterweights are too light by themselves to balance the crankshaft and more weight is needed, an "external balance" can be used.
Directions for crankshaft grinding and polishing
Crankshaft journal surfaces should be ground and polished to a surface finish of 15 micro inches roughness average Ra or better. Journals on highly loaded crankshafts such as diesel engines or high performance racing engines require a finish of 10 micro inches Ra or better.
The above is a simple straight forward specification which can be measured with special equipment. However, there is more to generating a ground and polished surface than just meeting the roughness specification. To prevent rapid, premature wear of the crankshaft bearings and to aid in the formation of an oil film, journal surfaces must be ground opposite to engine rotation and polished in the direction of rotation. This recommendation and examination of the following illustrations will help make the recommendation more clear.
Metal removal tends to raise burrs. This is true of nearly all metal removal processes. Different processes create different types of burrs. Grinding and polishing produces burrs that are so small that we can't see or feel them but they are there and can damage bearings if the shaft surface is not generated in the proper way. Rather than "burrs", let's call what results from grinding and polishing "microscopic fuzz." This better describes what is left by these processes. This microscopic fuzz has a grain or lay to it like the hair on a dog's back. Figure 1 is an illustration depicting the lay of this fuzz on a journal. (Note: All figures are viewed from nose end of crankshaft.)
The direction in which a grinding wheel or polishing belt passes over the journal surface will determine the lay of the micro fuzz.
In order to remove this fuzz from the surface, each successive operation should pass over the journal in the opposite direction so that the fuzz will be bent over backward and removed. Polishing in the same direction as grinding would not effectively remove this fuzz because it would merely lay down and then spring up again. Polishing must, therefore, be done opposite to grinding in order to improve the surface.
In order to arrive at how a shaft should be ground and polished, we must first determine the desired end result and then work backwards to establish how to achieve it. Figure 2 depicts a shaft turning in a bearing viewed from the front of a normal clockwise rotating engine. The desired condition is a journal with any fuzz left by the polishing operation oriented so it will lay down as the shaft passes over the bearing (Figure 2).
The analogy to the shaft passing over the bearing is like petting a dog from head to tail. A shaft polished in the opposite direction produces abrasion to the bearing which would be like petting a dog from tail to head. To generate a surface lay like that shown in Figure 2, the polishing belt must pass over the shaft surface as shown in Figure 3.
The direction of shaft rotation during polishing is not critical if a motorized belt type polisher is used because the belt runs much faster than the shaft. If a nutcracker-type polisher is used, then proper shaft rotation must be observed (Figure 4). Stock removal during polishing must not exceed .0002" on the diameter.
Having determined the desired surface lay from polishing, we must next establish the proper direction for grinding to produce a surface lay opposite to that resulting from polishing. Figure 5 shows the grinding wheel and shaft directions of rotation and surface lay for grinding when viewed from the front or nose end of the crankshaft. This orientation will be achieved by chucking the flywheel flange at the left side of the grinder (in the headstock). Achieving the best possible surface finish during grinding will reduce the stock removal necessary during polishing.
The surface lay generated by grinding would cause abrasion to the bearing surfaces if left unpolished. By polishing in the direction shown in either Figure 3 or 4, the surface lay is reversed by the polishing operation removing fuzz created by grinding and leaving a surface lay which will not abrade the bearing surface.
Nodular cast iron shafts are particularly difficult to grind and polish because of the structure of the iron. Nodular iron gets its name from the nodular form of the graphite in this material. Grinding opens graphite nodules located at the surface of the journal leaving ragged edges which will damage a bearing. Polishing in the proper direction will remove the ragged edges from these open nodules.
All of the above is based on normal clockwise engine rotation when viewed from the front of the engine. For crankshafts which rotate counterclockwise, such as some marine engines, the crankshaft should be chucked at its opposite end during grinding and polishing. This is the same as viewing the crank from the flanged end rather than the nose end in the accompanying figures.
Unlike many engine bearings available today, Clevite engine bearings utilize a superior Clevite TriMetal™ material design. Stamped "Clevite®," this design incorporates the strength of a copper-lead alloy layer on a steel back and finally, a precision electroplated white metal "babbitt" third layer. TriMetal™ is an ideal bearing design producing good to excellent characteristics when judged for conformability, embedability, slipperiness and fatigue resistance.
We constantly monitor the function and operation of our full line of bearings, staying in touch with any changes or developments that new engines may require. And that translates into bearings that are better for your engine. If you're looking for the engine bearings that set the standards, specify Clevite®. Because you won't settle for second best.
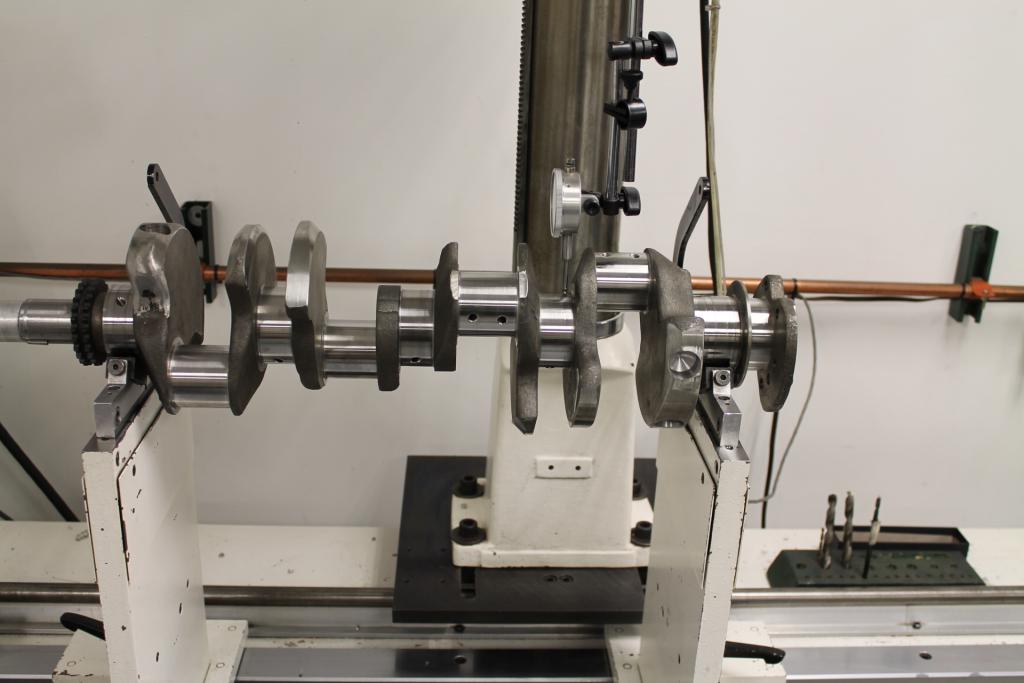
the thing that I noticed immediately,
while watching the video,
was the lack of an expected flood of cutter lubricant,
and coolant, being used during the machining process
http://garage.grumpysperformance.co...in-height-compression-height.5064/#post-69254
before you buy components talk to both the vendors and your machine shop of choice , you damn sure don,t want mis-matched components and clearances.
you need to measure accurately, know what your current block will function correctly with and pay attention to clearances and other details that make or break the engines potential durability and power potential.
Theres no direct interchangeability, but,you might want to have a long detailed discussion with your local performance machine shops, skilled machinist,
if you have access to a good skilled machinist and deep pockets you have options, the 348/409 cranks are similar in dimensions to the 396-427 BBC engines, if you wanted to stroke out a 348 or 409 the better machine shops can cut down the main bearing size on a 427-or-454 BBC crank down from its 2.75" diameter to fit a 2.5" journal size of the 348/409 blocks bearings, and if you wanted to go through the cost and trouble you could have the main crank journals welded up and then cut and polished too DE-stroke a BBC engines main journal bearing size.
obviously the options would require re balancing and clearance work.
all cranks must be , cleaned carefully, the oil passages cleaned carefully,checked for straightness and journal finish and bearing clearances carefully verified
and assemblies carefully balanced, and of course clearances to the block walls, lower cylinders and cam to rod clearances checked , and rod lengths, piston pins, must match rods and pistons, piston compression heights, must be verified, and ring, bore size ,end gaps and ring thickness to fit piston grooves , with any non-original bore/stroke combos must be checked carefully
Engine Balance: Internal vs. External
An engine must be balanced to ensure smooth operation. It minimizes vibration and maximizes engine life. Balancing can be internal, external, or a combination of both.
Balancing an engine means offsetting the weight of the pistons and rods. This involves adding or removing weight from the crankshaft. The Harmonic Balancer and/or the flexplate or flywheel can also be weighted.
Internal Balance
An internally balanced engine has all the counterweight on the crank. External parts like the balancer and flexplate/flywheel have a neutral balance. They will not affect the other rotating parts.
External Balance
If the crank's counterweights are too light, the engine must be externally balanced. This involves adding weight to the harmonic balancer and/or the flexplate or flywheel.
How does it affect performance?
Generally speaking, internal balance is the better option. External counterweights can cause the crankshaft to flex at high rpm. This can cause engine damage. However, either type of balance is fine for most engines.
Converting from external to internal balance can be expensive. It requires a new crankshaft, harmonic balancer, and/or flywheel or flexplate. You may also need to clearance the block for the larger counterweights. Unless you're racing, it's easiest to balance the engine the same way the factory did.
Engine Type Factory Balance Method
Chevy 305/350 (2-piece rear main seal) Internal
Chevy 396-427 Big Blocks
Chevy LS Engines
Ford Modular Engines
Chevy 400/454 External
Ford 302/351W
Chevy 350 (1-piece rear main seal, including LT1) Combination of Internal & External
Notes
Balanced Rotating Assemblies come pre-balanced from the manufacturer. These can be installed without taking the parts to the machine shop.
If you buy an Unbalanced Rotating Kit, you will need to have it balanced before it's installed. The same is true if you buy a crankshaft, connecting rods, and pistons separately.
Crankshafts are listed as internal or external balance. This doesn't mean it's already balanced. It just tells you how it's intended to be balanced. It must be checked with the specific piston and rod combination you use.
http://what-when-how.com/crankshaft/crankshaft/
http://www.summitracing.com/popup/calcsandtools/stroker-combinations
http://garage.grumpysperformance.com/index.php?threads/main-cap-fit-in-block.5945/#post-18302
http://garage.grumpysperformance.com/index.php?threads/splayed-main-caps.1014/#post-3831
http://www.mre-books.com/chevy/engines/parts_interchange/crankshaft.html
http://garage.grumpysperformance.co...block-cylinder-wall-thickness.976/#post-22976
these links may help
http://www.scatcrankshafts.com/rods/chevy-rods/
http://www.scatcrankshafts.com/about-crankshafts/chevy-crankshafts/
http://www.scatcrankshafts.com/rotating-assembies/chevy-rotating-assemblies/
http://garage.grumpysperformance.co...tion-of-crank-durring-short-blk-assembly.852/
while the basic steel type used in a crank shaft is very important, the accuracy of the machine work, heat treatment and the care taken in surface prep,journal concentracy, surface smoothness and the balancing of the whole rotating assembly can be critical to durability
you may find this info useful, on CRANK SHAFT STRENGTH
MATERIAL....................TENSILE STRENGTH.....PSI.
CAST
CAST IRON.....................APROX 75,000
NODULAR IRON................APROX 95,000
CAST STEEL...................APROX 105,000
FORGED
1053 forged....................APROX 97,000(can be heat treated higher)
5140 forged steel.............APROX 115,000
4130.forged.....................aprox 123,000
4340 forged.....................aprox 143,000
http://en.wikipedia.org/wiki/Ductile_iron
http://en.wikipedia.org/wiki/Crankshaft
http://www.catpep.com/catalog/2008CATALOG.pdf
Ive placed both scat and eagle crank shafts next to a similar chevy OEM crank, and carefully examined all three and in my opinion the eagle crank was the least well finished with the scat crank being the best, now obviously all three manufacturers have made several grades of cranks and Ive used a truck load of SCAT and FORGED CHEVY crank shafts over the years with good results
Mallory metal
From Wikipedia, the free encyclopedia
Mallory metal is proprietary name[1] for an alloy of tungsten, with other metallic elements added to improve machining.
Its primary use is as a balance weight which is added to the crankshaft of an automotive engine, where the existing counterweight is not large enough to compensate for the weight of the reciprocating and rotating components attached to the crankshaft's connecting rod journals. Rather than add to the counterweight by welding or fabrication, holes are drilled in structurally safe positions in the counterweights, and "slugs" (cylindrical dowels) of Mallory metal are inserted and fastened securely.
The difference in density between the replacement Mallory metal and the original steel is about 2:1, so the counterweight is heavier without changing its shape or size.
stock crank?
cast iron?
cast steel, nodular iron,
5140 forged?
4340 forged?
that can cover a wide range, any idea as to the part number and keep in mind the block and main caps ,
limits how much rpm and torque to some extent before the main caps and main cap bolts start to distort,
but its valve train failures and connecting rods and connecting rod bolts that are the most common sources of failures,
FAILURES that frequently get ignored yet,those parts failing get BLAMED AS CRANK FAILURES.
Small Block Chevy Crankshaft Casting Numbers
Years Casting CID Material Journal Rmain Seal Applications
1968-73 1130 307,327 cast large two all
1968-76 1181 350 cast large two all
2680 327 steel small two
2690 350 steel two
1968-69 3279 302 forged large two Z-28
1962-67 4577 327 forged small two -
1968-73 4672 307,327 cast large two -
1975-85 310514 350 - large two -
330550 350 steel two
1975-76 354431 262 cast large two Monza,Nova
1955-67 3727449 265,283 forged small two -
3729449 265 steel two
1962-67 3734627 327 forged small two -
1955-67 3735236 265,283 forged small two -
1957-63 3735263 283 forged small two -
1962-67 3782680 327 forged small two -
3814671 327 steel small two
1955-67 3815822 265,283 forged small two -
1957-65 3835236 283 forged small two -
1956-63 3836266 265,283 forged small two -
1963-67 3849847 283 cast small two -
1964-67 3876764 283 cast small two -
1964-67 3876768 283 cast small two -
3884577 327 steel small two
1967-76 3892690 350 cast large two -
1968-73 3911001 307,327 cast large two -
3911011 307,327 cast large two
3914672 327 steel large two
3923279 302 steel large two
1969-85 3932442 305,350 cast large two in 1979-82 267
1968-73 3941174 307,327 cast large two -
1968-69 3941178 302 forged large two Z-28
1969-85 3941182 350 forged large two Z28, Vette,truck, some nitrided
3941188 350 steel two
1964-67 3949847 283 - small two
3951130 327 steel large two
1970-80 3951529 400 cast XL mns two 3.76" stroke, ext. bal.
1986-on 14088526 305,350 cast large one
1986-on 14088532 350 forged - one truck
1986-on 14088535 305,350 cast large one all
86-88 14088552 350 forged one
http://www.mortec.com/cranks.htm
http://chevellestuff.net/qd/crank/crank.htm
http://www.chevydiy.com/1955-1996-chevy-small-block-performance-guide-crankshafts-manual-part-2/#
http://outintheshop.com/faq/casting/crankshaft.html
http://www.1968ss.com/SBcranknumbers.asp
http://www.chevydiy.com/1955-1996-chevy-small-block-performance-guide-crankshafts-manual-part-2/
OBVIOUSLY a machine shop doing balancing work on a rotating assembly's , and adding mallory metal slugs to counter weights,on the crank must do quality work or problems with durability usually result that get damn expensive or dangerous
"5140 or 4340 ? Get the Facts and End the Confusion."
Before we can answer the question "which metal do I need in my crankshaft". I think we need to take a moment and review just what each metal is made of and what are the best applications for each. In the following discussion we will see the strengths and weaknesses of each and with this information we will be able to decide which Crankshaft material will best fit our needs. and keep in mind the longer the stroke, and the smaller the bearing journal diameter, and the smaller the counter weights are, the less structural strength is physically possible in the areas connecting the main bearing journals to the rod bearing journals, theres always a trade-off in weight and material strength and area cross section
Starting with the basics, metals containing primarily iron are classified as "ferrous metals". They range from pure iron through exotic high-alloy steels. Stock Crankshafts are made from cast iron, a metallic iron with more than 2 percent dissolved carbon. One preferred variation, ductile or nodular iron has all its carbon contained in the form of tiny spherical graphite nodules uniformly dispersed throughout the metal's matrix. This makes the material more ductile (deformable rather than brittle) and eases casting and machining.
Even the best cast iron has only limited tensile strength. Increasing ductility, hardness, malleability and fatigue resistance requires removing most carbon and at the high end, alloying iron with other elements, creating "steel" an iron with less than 2 percent carbon
The most basic form of this is carbon steel, which contains up to 1.7 percent carbon and minimal additional alloying elements. Carbon steels are designated by a four digit number. The first two digits indicate the basic type, and the last two digits indicate the approximate midpoint of the carbon content. The "10" ID's these alloys as non-resulfurized carbon steel with some manganese (popularly called medium-carbon or mild steel). The second two digits the "45" or "53" means the steel contains about 0.45 or 0.53 percent carbon respectively. Stock forged OEM cranks are usually made from 1045 or 1053 steel. There are exceptions to this, some 350 high performance steel cranks in the sixties were made from 5140 and some manufactures offer 5140 or 4340 in their high performance aftermarket catalogs.
From these mild OEM steels the next step up is Alloy steel. Alloy steels allow for more variations depending on the alloying materials. Over time as manufacturing techniques improved and chemical knowledge grew., metallurgist developed whole families of alloy steels, custom-tailored to make metals stronger, lighter, more durable, more ductile, and harder. Alloy steels are also identified by a four-digit number, with the first two digits indicating the major alloying element or elements, with the last two digits indicating the approximate midpoint of the carbon range.
We will now examine the four most common groups of steel, we will examine their best uses and hopefully come up with a buying criteria for making a decision on our crankshaft purchase. We want our purchase to be based on knowledge of the product and its intended use.
4130 The best known chrome-moly steel. It is a high-strength/high-stress alloy when produced in thin sections (sheet metal and tubing). But 4130 possesses very poor deep heat-treating characteristics which make it a bad choice for machined or forged parts.
------------------------- ------------------------- ------------------------- -----
4140 A deep-hardening chrome-moly steel , it forges well and has good impact resistance, fatigue strength and general all around toughness.
------------------------- ------------------------- ------------------------- -----
4340 A nickel-chrome-moly steel, this alloy is used to make premium cranks.4340 has good tensile strength, toughness, and fatigue resistance. Modified 4340 alloys with vanadium and more silicon can make this already good alloy even tougher and more fatigue-resistant. The main drawback is cost.
------------------------- ------------------------- ------------------------- -----
5140 This chromium alloy increases tensile strength, hardness, toughness, and wear-resistance over carbon steel. It has the same basic elements of 4340 and is made with the same process but is more affordable.
------------------------- ------------------------- ------------------------- -----
So what can we conclude from this short primer. Our first conclusion is that we don't want to purchase a crank made from 4130. The lack of deep heat treating properties makes it unacceptable for most performance applications. That leaves us with 5140 and 4340. Of the two we feel 5140 is the crankshaft material that suits most clients needs. Reason #1, based on feedback from clients using our cranks the 5140 crankshaft lasts as long as the 4340 when used in all but the most extreme racing conditions. For applications where the engine is putting out 800hp or less and turning 8,000rpm or less, 5140 is the right choice. Reason #2, in engine building you save money where ever you can, if it doesn't effect the performance or durability of the engine and our 5140 crankshafts are priced 30-40% below 4340 crankshafts in cost.
short answer,forged is best, cast steel is significantly stronger than plain cast iron and can be slightly more flexible, unfortunately, as the quality gets better the cost gets higher, and your connecting rods are FAR more likely to fail than the crank in most engine combos below about 6500rpm
IF YOU DON,T READ THE SUB LINKS YOU'LL MISS VALUABLE INFO
As with most components you tend to get what you pay for to a great extent and companys like (CROWER, CARRILLO,and OLIVER will gladly provide you with much stronger AND MORE EXPENSIVE) connecting rods , good moderately priced connecting rods are available from SCAT
http://www.oliverracingparts.com/
https://www.crower.com/connecting-rods.html
http://www.cp-carrillo.com/
http://www.scatcrankshafts.com/rods/chevy-rods/
http://www.crossmembers.com/shop/fly-wheels-c-18.html
http://garage.grumpysperformance.com/index.php?threads/engine-balancing.3900/
http://www.crankshaftco.com/steel-crank ... ening.html
http://www.key-to-steel.com/Articles/Art1.htm
http://www.seaportsteel.com/TechHeat.htm
http://www.popularhotrodding.com/tech/0 ... index.html
posting.php?mode=edit&f=53&t=1042&p=1969
http://scatcrankshafts.com/scattechpdfs ... e_Nose.pdf
http://www.campbellenterprises.com/cran ... cranks.htm
http://www.flatlanderracing.com/.....look up (stroker kits)+ (corrillo rotating assemblies)
http://www.enginebuildermag.com/Article ... build.aspx
http://www.scribd.com/doc/11454996/How- ... Crankshaft
http://www.carcraft.com/techarticles/11 ... index.html
http://www.autosteel.org/AM/Template.cf ... NTID=33458
http://www.crankshaftco.com/steel-crank ... ening.html
http://www.catpep.com/catalog/2008CATALOG.pdf
http://www.steel.org/AM/Template.cfm?Se ... NTID=29408
http://books.google.com/books?id=TcN8Do ... q=&f=false
Ive used dozens of SCAT rotating assembly's
(mostly the 4340 forged versions) but a few 9000 cast and I have not had any major issues, but Id suggest selecting the 7/16" upgrade rod bolts and connecting rods and having the assembly balanced
Im using a scat forged 6" rod kit with a 4340 crank in my personal 383
judging from what Ive seen personally, looking at the import cranks
http://www.scatcrankshafts.com/
good quality
http://www.catpep.com/catalog/2008CATALOG.pdf
not quite as good but still acceptable
http://www.eaglerod.com/
even lower quality , Id pass.
Last edited by a moderator: