You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Welding cast iron can make a preacher cuss.
- Thread starter Loves302Chevy
- Start date
8
87vette81big
Guest
I have to view on my laptop tonight Mike.
The Author is Funny.
Think he is a Harley guy.
A Shovel Head cylinder head us pictured.
A Hemi or darn close. They do run good Hot Cammed and 108-110 ci Stroker.
Haybussa Busting 9-second Fast if you can hang on.
Really.
I have welded cast Iron Stick welding AC Current with Ni Rod Nickle rod.
Preheating helps.
Grumpy is the Tig expert.
Ed my bud is real good Tigging also.
The Author is Funny.
Think he is a Harley guy.
A Shovel Head cylinder head us pictured.
A Hemi or darn close. They do run good Hot Cammed and 108-110 ci Stroker.
Haybussa Busting 9-second Fast if you can hang on.
Really.
I have welded cast Iron Stick welding AC Current with Ni Rod Nickle rod.
Preheating helps.
Grumpy is the Tig expert.
Ed my bud is real good Tigging also.
Unforgiven
solid fixture here in the forum
post weld cooling is most important, cool slowly or it will crack!
I realize this is an old post but this is very sound advise.
I use 309 rod on preheated cast iron and keep a lit torch near where the weld is being placed. After welding is done I immediately hold the torch on it and move away slowly to control the cool down. I have had the 309 crack from cooling to fast.
T-Test
solid fixture here in the forum
I used to weld up cracked blocks with brass rods dipped in Borax with a torch. Always drilled a 1/8 hole at each end of crack and never got it hot enough to melt the cast iron and let it run. Always let it cool for 24 hrs before filling again.
Like Unforgiven said, old post but still informational.
Like Unforgiven said, old post but still informational.
https://www.muggyweld.com/?gclid=EAIaIQobChMI1eSTmKKb4AIVoP7jBx2W3gsjEAAYASAAEgKPF_D_BwE
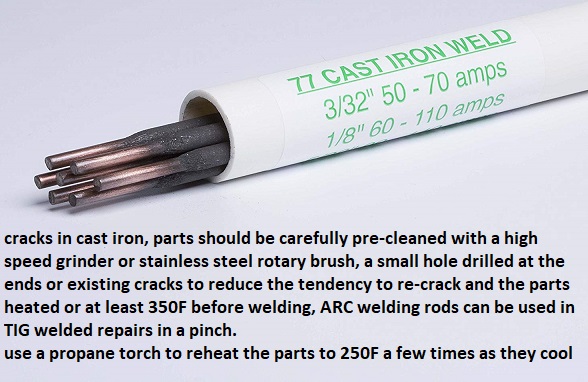
https://www.muggyweld.com/product/77-electrode/


https://www.lincolnelectric.com/en-us/support/welding-how-to/Pages/welding-cast-iron-detail.aspx
https://www.reliance-foundry.com/blog/how-to-weld-cast-iron#gref
Guidelines for Welding Cast Iron
Cast iron is difficult, but not impossible, to weld. In most cases, welding on cast iron involves repairs to castings, not joining casting to other members. The repairs may be made in the foundry where the castings are produced, or may be made to repair casting defects that are discovered after the part is machined. Mis-machined cast iron parts may require repair welding, such as when holes are drilled in the wrong location. Frequently, broken cast iron parts are repaired by welding. Broken cast iron parts are not unusual, given the brittle nature of most cast iron.
While there are a variety of types of cast iron, the most common is gray cast iron, and these guidelines are directed toward this type of material.
A few facts about cast iron help in understanding the welding challenges. Cast iron typically has a carbon content of 2% - 4%, roughly 10 times as much as most steels. The high carbon content causes the carbon to form flakes of graphite. This graphite gives gray cast iron its characteristic appearance when fractured.
When castings are made, molten iron is poured into a mold and allowed to slowly cool. When this high carbon material is allowed to cool slowly, crack free castings can be made. Remembering this is helpful when welding cast iron: during and after welding, the casting must either be allowed to cool slowly, or should be kept cool enough that the rate of cooling is not important.
A critical temperature in most cast iron is about 1450 degrees F. When at this temperature, conditions that can lead to cracking occur. While the arc will heat the casting to temperatures above this level, it is important that the casting not be held at this temperature for long periods of time.
Electrode SelectionIf the part is to be machined after welding, a nickel-type electrode will be required. Use Tech-Rod® 99 stick electrode for single pass, high dilution welds. Tech-Rod® 55 is preferred for multiple pass welds. Sometimes, root passes are put in with Tech-Rod 99, followed by fill passes with Tech-Rod 55. For welds where machining is not required, and where the weld is expected to rust like the cast iron, Lincoln Ferroweld® stick electrode can be used.
To Heat, or not to Heat In general, it is preferred to weld cast iron with preheat--and lots of it. But, another way to successfully weld cast iron is to keep it cool--not cold, but cool. Below, both methods will be described. However, once you select a method, stick with it. Keep it hot, or keep it cool, but don't change horses in the middle of the stream.
Welding Techniques with Preheat Preheating the cast iron part before welding will slow the cooling rate of the weld, and the region surround the weld. It is always preferred to heat the entire casting, if possible. Typical preheat temperatures are 500-1200 degrees F. Don’t heat over 1400 degrees F since that will put the material into the critical temperature range. Preheat the part slowly and uniformly.
Weld using a low current, to minimize admixture, and residual stresses. In some cases, it may be necessary to restrict the welds to small, approximately 1-inch long segments to prevent the build up of residual stresses that can lead to cracking. Peening of weld beads can be helpful in this regard as well.
After welding, allow the part to slowly cool. Wrapping the casting in an insulating blanket, or burying it in dry sand, will help slow cooling rates, and reduce cracking tendencies.
Welding Techniques without Preheat
The size of the casting, or other circumstances, may require that the repair be made without preheat. When this is the case, the part needs to be kept cool, but not cold.
Raising the casting temperature to 100 degrees F is helpful. If the part is on an engine, it may be possible to run it for a few minutes to obtain this temperature. Never heat the casting so hot that you cannot place your bare hand on it.
Make short, approximately 1” long welds. Peening after welding is important with this technique. Allow the weld and the casting to cool. Do not accelerate the rate of cooling with water or compressed air. It may be possible to weld in another area of the casting while the previous weld cools. All craters should be filled. Whenever possible, the beads should be deposited in the same direction, and it is preferred that the ends of parallel beads not line up with each other.
Sealing Cracks
Because of the nature of cast iron, tiny cracks tend to appear next to the weld even when good procedures are followed. If the casting must be water tight, this can be a problem. However, leaking can usually be eliminated with some sort of sealing compound or they may rust shut very soon after being returned to service.
The Studding Method One method used to repair major breaks in large castings is to drill and tap holes over the surfaces that have been beveled to receive the repair weld metal. Screw steel studs into the threaded holes, leaving 3/16” (5 mm) to ¼” (6 mm)of the stud above the surface. Using the methods discussed above, weld the studs in place and cover the entire surface of the break with weld deposit. Once a good weld deposit is made, the two sides of the crack can be welded together.
https://www.muggyweld.com/product/77-electrode/
https://www.lincolnelectric.com/en-us/support/welding-how-to/Pages/welding-cast-iron-detail.aspx
https://www.reliance-foundry.com/blog/how-to-weld-cast-iron#gref
Cast iron is difficult, but not impossible, to weld. In most cases, welding on cast iron involves repairs to castings, not joining casting to other members. The repairs may be made in the foundry where the castings are produced, or may be made to repair casting defects that are discovered after the part is machined. Mis-machined cast iron parts may require repair welding, such as when holes are drilled in the wrong location. Frequently, broken cast iron parts are repaired by welding. Broken cast iron parts are not unusual, given the brittle nature of most cast iron.
While there are a variety of types of cast iron, the most common is gray cast iron, and these guidelines are directed toward this type of material.
A few facts about cast iron help in understanding the welding challenges. Cast iron typically has a carbon content of 2% - 4%, roughly 10 times as much as most steels. The high carbon content causes the carbon to form flakes of graphite. This graphite gives gray cast iron its characteristic appearance when fractured.
When castings are made, molten iron is poured into a mold and allowed to slowly cool. When this high carbon material is allowed to cool slowly, crack free castings can be made. Remembering this is helpful when welding cast iron: during and after welding, the casting must either be allowed to cool slowly, or should be kept cool enough that the rate of cooling is not important.
A critical temperature in most cast iron is about 1450 degrees F. When at this temperature, conditions that can lead to cracking occur. While the arc will heat the casting to temperatures above this level, it is important that the casting not be held at this temperature for long periods of time.
Electrode SelectionIf the part is to be machined after welding, a nickel-type electrode will be required. Use Tech-Rod® 99 stick electrode for single pass, high dilution welds. Tech-Rod® 55 is preferred for multiple pass welds. Sometimes, root passes are put in with Tech-Rod 99, followed by fill passes with Tech-Rod 55. For welds where machining is not required, and where the weld is expected to rust like the cast iron, Lincoln Ferroweld® stick electrode can be used.
To Heat, or not to Heat In general, it is preferred to weld cast iron with preheat--and lots of it. But, another way to successfully weld cast iron is to keep it cool--not cold, but cool. Below, both methods will be described. However, once you select a method, stick with it. Keep it hot, or keep it cool, but don't change horses in the middle of the stream.
Welding Techniques with Preheat Preheating the cast iron part before welding will slow the cooling rate of the weld, and the region surround the weld. It is always preferred to heat the entire casting, if possible. Typical preheat temperatures are 500-1200 degrees F. Don’t heat over 1400 degrees F since that will put the material into the critical temperature range. Preheat the part slowly and uniformly.
Weld using a low current, to minimize admixture, and residual stresses. In some cases, it may be necessary to restrict the welds to small, approximately 1-inch long segments to prevent the build up of residual stresses that can lead to cracking. Peening of weld beads can be helpful in this regard as well.
After welding, allow the part to slowly cool. Wrapping the casting in an insulating blanket, or burying it in dry sand, will help slow cooling rates, and reduce cracking tendencies.
Welding Techniques without Preheat
The size of the casting, or other circumstances, may require that the repair be made without preheat. When this is the case, the part needs to be kept cool, but not cold.
Raising the casting temperature to 100 degrees F is helpful. If the part is on an engine, it may be possible to run it for a few minutes to obtain this temperature. Never heat the casting so hot that you cannot place your bare hand on it.
Make short, approximately 1” long welds. Peening after welding is important with this technique. Allow the weld and the casting to cool. Do not accelerate the rate of cooling with water or compressed air. It may be possible to weld in another area of the casting while the previous weld cools. All craters should be filled. Whenever possible, the beads should be deposited in the same direction, and it is preferred that the ends of parallel beads not line up with each other.
Sealing Cracks
Because of the nature of cast iron, tiny cracks tend to appear next to the weld even when good procedures are followed. If the casting must be water tight, this can be a problem. However, leaking can usually be eliminated with some sort of sealing compound or they may rust shut very soon after being returned to service.
The Studding Method One method used to repair major breaks in large castings is to drill and tap holes over the surfaces that have been beveled to receive the repair weld metal. Screw steel studs into the threaded holes, leaving 3/16” (5 mm) to ¼” (6 mm)of the stud above the surface. Using the methods discussed above, weld the studs in place and cover the entire surface of the break with weld deposit. Once a good weld deposit is made, the two sides of the crack can be welded together.
Last edited:

https://www.galco.com/buy/Extech-In...MI__Gh_6eb4AIVEorICh3SMAVoEAQYAyABEgJsnvD_BwE
well to me its a no-brainer ,
to use a propane torch and a high quality very accurate
,infrared temp gun thermometer

https://www.muggyweld.com/?gclid=EAIaIQobChMI1eSTmKKb4AIVoP7jBx2W3gsjEAAYASAAEgKPF_D_BwE
https://www.muggyweld.com/product/77-electrode/
Last edited:
Unforgiven
solid fixture here in the forum
It's been about 20 years since I have brazed anything. Great video