watch this video, but remember , if you intend to partially fill a block to add cylinder wall rigidity, the block should be filled at least 48 hours prior to any machine work being done on the block, as the fill in the coolant passages will generally expands slightly as it sets and will change the bore dimensions slightly.
Id also point out that a DART after market blocks significantly thicker and stiffer and made from a stronger alloy than the OEM production block casting
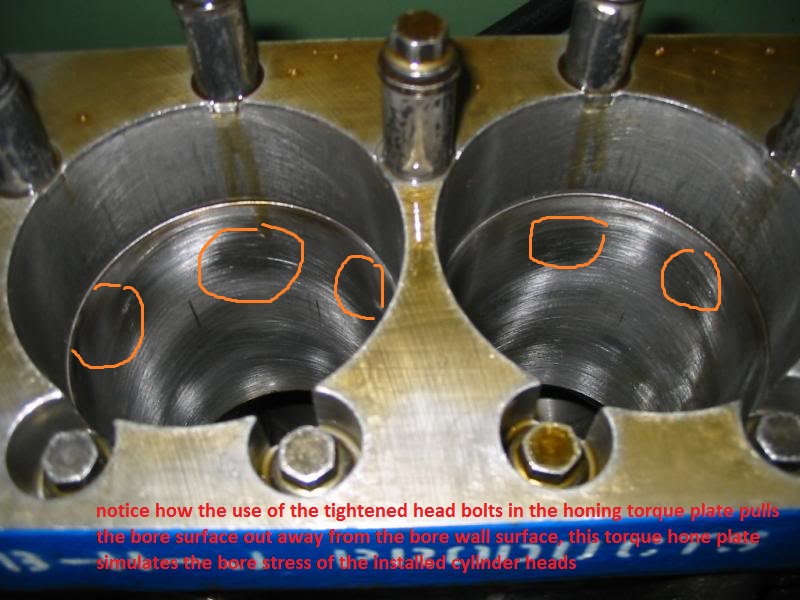
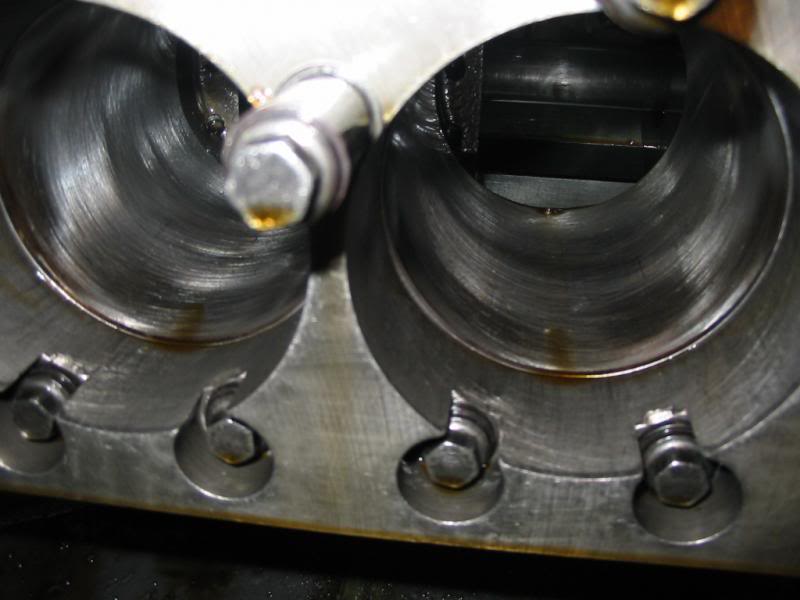
use of torque plates to match the dimensional stress a properly torqued cylinder head has on bore dimensions is critical to max ring seal, during cylinder honing remember one of the reasons you hone the bore walls is to provide micro recesses for oil to collect and absorb heat and lubricate the rings and prevent piston scuffing, so that the rings never run dry against the bore wall surface
This is a factory 454 block .030 that was machined by another shop. I have seen work from this shop many times and their work has always been spot on. This is a marine build went to plate hone the block and measured the cylinders they were .0035 distorted. I can not stress enough that on factory blocks plating honing is a must to achieve good ring seal. People say the rings will break in LOL I have seen circle track engines with rags around the breathers for 2 or 3 years leak them down up to 35% leak down. I have always said its best to do a leak down 40 to 50 degrees BTDC or after TDC. Here is an article I did on plate honing years ago https://www.chevelles.com/forums/148-2005/93364 -va...
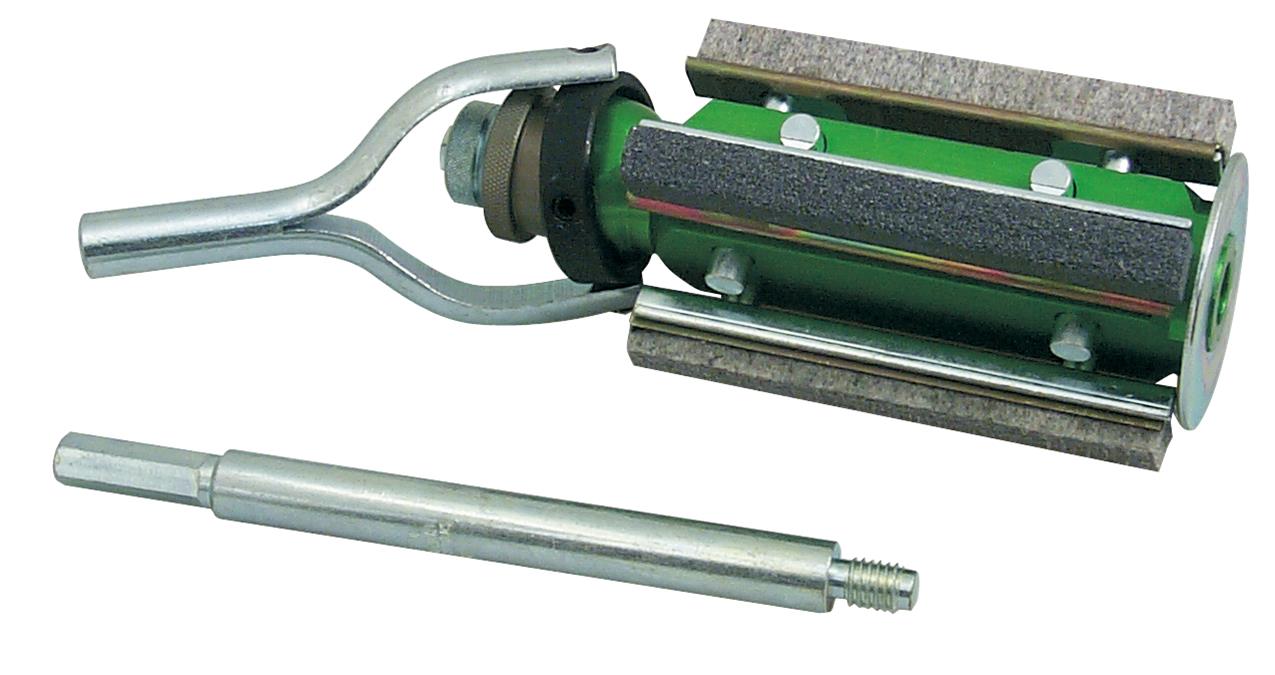
follows the bore wall contour, if its egg or cone shaped it does little to help turn the bore cylindrical
the try of hone with the non-flex stones tends to keep the bore walls much more parallel and cylindrical