You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Forged or not?
- Thread starter Craig
- Start date
keep in mind hyper-eutectic pistons tend to run very well and provide a tight bore to wall seal making them a good choice for a daily driver engine,
while they are not ideal for racing applications because they don,t tolerate detonation very long, they can and are used frequently in engines that produce very good power levels, Ive used them in several 400-430 hp 383 builds and they worked fine

IF you do some careful shopping you'll find that decent connecting rods are available at semi reasonable prices, I would insist on 7/16" ARP rod bolts and 4340 forged steel, and suggest SCAT, as a lower cost but good value connecting rod source
http://garage.grumpysperformance.com/index.php?threads/snap-ring-pliers.11029/#post-48839
http://garage.grumpysperformance.com/index.php?threads/piston-related-info.110/#post-31943
http://garage.grumpysperformance.com/index.php?threads/piston-suppliers.2208/#post-19329
http://garage.grumpysperformance.com/index.php?threads/piston-coating-deburring.4516/#post-16280
http://www.superstreetonline.com/how-to/engine/impp-1110-piston-anatomy-tech-knowledge/
https://goodson.com/products/gas-porting-tools
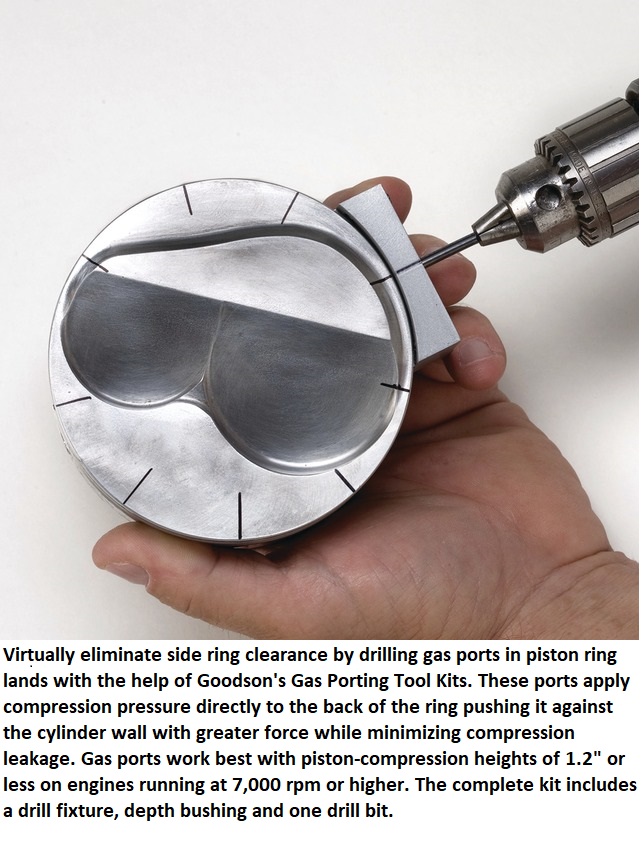
these tools come in various ring sizes ,(but the various piston diameters are not as critical as ring width, it should be obvious that you MUST USE the tool that places the drilled gas port at the correct place in the upper ring groove roof and you damn sure better not drill deeper than the rear edge of the ring groove or youll destroy the piston


http://garage.grumpysperformance.com/index.php?threads/piston-to-bore-clearance.4630/#post-12417
http://garage.grumpysperformance.co...g-and-installing-connecting-rods-pistons.247/
http://garage.grumpysperformance.co...tion-of-crank-durring-short-blk-assembly.852/
http://garage.grumpysperformance.co...-displacement-street-engine.10961/#post-48577
http://garage.grumpysperformance.com/index.php?threads/new-hypers-or-used-forged.7302/#post-24845
http://garage.grumpysperformance.com/index.php?threads/piston-suppliers.2208/#post-19329
http://garage.grumpysperformance.co...ling-rings-in-piston-grooves.9490/#post-34908
http://garage.grumpysperformance.co...st-or-forged-rotating-assembly.253/#post-2124
http://garage.grumpysperformance.co...piston-to-bore-clearance-on-your-block.14251/
http://garage.grumpysperformance.com/index.php?threads/piston-related-info.110/#post-1671
http://www.enginebuildermag.com/category/sponsored-content/
Custom Pistons 101: Everything You Need to Know!
 Print
Print  Email
Email
 SPONSORED BY
SPONSORED BY
JE Pistons

Why Custom?
JE Pistons stocks thousands of pistons in what is called the shelf stock program; each of which has been built for a high-volume application, such as those pistons built for a traditional small-block Chevrolet engines. Many of the applications where shelf-stock pistons are traditionally used can actually share the same forgings, as the bore dimensions across some of these applications are very similar, as are the build requirements of the piston when it is complete.
Many times, a simple $5 change can help get you what you need. Click here to learn more about $5 changes.
But when you’re building an engine that’s slightly off the beaten path, a custom piston is just what the doctor ordered. A custom piston order form is required for custom pistons but if there’s a reference engine application, you don’t have to fill out every line.
Custom Piston Options Include:

JE offers full under-crown milling to remove as much weight from pistons as possible.
Forged? Or Billet? Which Is Best For Me?
Over the last 70-plus years, the JE Pistons design team has seen just about any engine combination which can be dreamed up and can likely support your engine build with a piston forging to satisfy the parameters required.
A forged piston begins with a mechanical process which requires many hundreds of tons of pressure, whereupon a piston blank – which is shaped somewhat like a hockey puck – is preheated, then smashed into a rough shape which, then cooled and set aside until it is needed for a customer (unless it is a shelf stock part number). There are many steps to the machining process, but a quick rundown has piston blank going through the forging process, then to heat-treating, then into the end-to-end machining following a trail where several steps all come together to produce a ready-to-run, fully CNC-machined piston at the end of the line.

Custom pistons are machined from our wide selection of forgings. However, if a suitable forging is not available, a forged billet can be utilized.
However, there are instances where there is not a piston forging available to work with a particular engine combination, and that’s where billet pistons come into the picture. For instance, when a race team is working with an engine program that has been specifically tailored to their needs, a billet piston may make the most sense for that particular usage scenario. Many of those teams are constantly refining their engine programs and testing various configurations to develop the most efficient burn cycle and flame front.
Want to learn more about piston technology? Head over to the JE Blog!
“The main advantages to choosing a billet over a forging are: first, you don’t need to have a large quantity of parts to justify the cost of making a new forging die and second, any changes to the billet design can be made quickly compared to making a new forging die. No one would consider spending the thousands of dollars required to make a forging die to only make a few pistons. The billet process also allows us to test out potential forging designs before spending the money for a new forging die. Using billets, we can manufacture the pistons and test them out in real world conditions before committing to the cost of making the new forging die,” says Eugene Henson, JE Pistons’ Manufacturing Engineering Manager.

Bead blasting of the underside of billet pistons can help to remove sharp edges which can become stress risers.
Shaping a Billet
In terms of construction, a billet piston starts out as a heat-treated puck, similar in shape to a hockey puck. But unlike a forging, all of the material in a billet piston that doesn’t end up as part of the finished billet must be removed from the puck. This requires a bit more engineering time to design the billet properly, and time from the CNC programming team to create accurate toolpaths to machine the puck into its final configuration.

JE’s advanced CNC machines and cylinder head scanning capabilities allow them to create precise, 3D piston domes.
“If you are developing a racing program you can make slight changes to the strut angles, valve pocket locations, and virtually any part of the structure as you see fit. When working with a forging you are constrained to what the forging you start with can handle. If your engine needs a strut with a more diverging angle than the forging supports, the billet can be just quickly designed to accommodate,” says JE’s Global Automotive Product Manager, Nickolaus DiBlasi.
Available Piston Coatings

This piston has been treated to gas porting, 3D crown design, and has also had precision “ultra-groove” ring lands machined.
Ordering a set of custom pistons is as simple as providing the measurements you require for your application. For more information, please visit www.jepistons.com
http://www.enginebuildermag.com/2018/02/makes-racing-piston/
What Makes a Racing Piston?
Print Email
 SPONSORED BY
SPONSORED BY
Wiseco

That clearly is an open-ended question because the answer will single out the uber-sophisticated pistons designed for Formula 1 and World Endurance Challenge (WEC), yet to be completely literal the response must acknowledge hand-modified cast factory pistons used in Hobby Stock racing at the local dirt track.
For the sake of argument, let’s define a racing piston as one that works best for any builder assembling an engine for motorsports competition. From there the discussion can move toward more specific talking points.
“Typically [a racing piston] is a highly developed design that has undergone many iterations to optimize its use under a very specific set of conditions,” said Alan Stevenson, senior technical account manager.
A simple comparison of pistons from the muscle car era of the ‘60s to today’s more advanced products will certainly validate that position. Manufacturers have improved materials and designs through advanced computer modeling to improve power and increase fuel efficiency.
To start this bench racing session, consider the basics of aluminum piston construction. Unless there’s a specific rules restriction, a forged piston will always be preferred in racing over a cast. “Forged is the standard, offering excellent design flexibility and the best cost-to-performance ratio,” said Stevenson. “Cast has no flexibility and can therefore not be developed or optimized. Cast pistons are also heavy and brittle, but they’re cheap to produce.”

Forged pistons can be made of either a forged blank (right), where the entire shape of the piston is machined out of a billet aluminum cylinder, or created from a net forging that is squished closer to its final shape via a forging die (left).
Low-power engines can survive with cast pistons since they won’t see the abuse of blistering heat or high RPM. There’s not much you can do to improve performance with a cast piston, other than grind out a little metal in the crown to clear the valves if a more aggressive camshaft is installed.
In the ‘80s and ‘90s, hypereutectic became a big buzzword in the piston industry. A hypereutectic piston is one that has greater than 12.5 percent silicon in its metal composition, usually around 16 to 18 percent. A standard cast aluminum piston has around 8-to-10 percent silicone content, which improves the hardness and helps reduce wear around the ring grooves, skirt and pin boss. The hypereutectic piston is still manufactured through casting but the alloy is a little lighter, and due to the improved strength the casting can be machined a little thinner to cut down even more weight.
Still, a forged piston will be much stronger and that’s why it dominates the performance market. There are two aluminum alloys popular with forgings: SAE 4032 and SAE 2618. Here’s where another choice is made that often distinguishes, or at least makes a good argument, for a racing piston—although one alloy isn’t always “better” than the other.
“The term ‘better’ is tricky. If only one alloy were better at achieving every goal, there wouldn’t be multiple offerings,” explains Stevenson. “4032 expands less so it requires less cold clearance which tends to run quieter. This could be important for EFI engines with knock sensors. 4032 is less dense so a given design would be lighter than 2618, however 4032 doesn’t have the high-heat annealing resistance that 2618 does.”
Again, silicon content is the differentiating factor. A 4032 piston has about 11 to 13 percent silicon while 2618 has less than .25 percent. “2618 has higher ultimate strength, better annealing resistance at elevated temperatures and has better ductility. In a racing environment, the goal is often to minimize weight without sacrificing durability in high-heat environments. For these reasons 2618 often gets the nod,” continues Stevenson.

The piston on the right uses a 5/64in ring pack. This is a very common size used during the muscle car ere. The piston on the left uses a much thinner 1.00mm top ring. This reduces friction, freeing up horsepower and allowing the engine to rev quicker.
While a majority of racing pistons are made from 2618 aluminum, there are some exotic materials used in high-end racing—or at least they were tried before being banned. Aluminum beryllium alloy, which is exceptionally light and strong with superior thermal properties, was developed by Mercedes/Ilmor for the McLaren Formula 1 team in the late ‘90s. However, the alloy was quickly banned because beryllium dust is extremely hazardous, and in a fire the element will turn into beryllium oxide, which is extremely toxic.
The latest advanced alloy to draw banishment in motorsports is aluminum metal matrix composite, or MMC. Another very stiff, lightweight alloy, MMC is also banned by Formula 1 but continues to draw interest in other areas of motorsports where the rules are more open.
For many years, top engine builders have preferred billet pistons over forged versions—and probably not for the reason you might think. “Billet is not just a simple option to a forging,” said Stevenson. “Billets are approached as complete engineered solutions that are put through several architecture design iterations using FEA modeling to optimize design to a very specific set of environmental conditions. Most popular configurations are offered as a catalog item, but if a combination comes up that doesn’t match, that’s where a forged custom piston can be designed and manufactured at in just a couple of weeks. This is half our business.”
In other words, billet pistons are primarily used in tight-timeline development projects where critical changes can be made quickly without worrying that a proper forging isn’t available. The debate over billet vs. forged in terms of strength will have protractors and detractors on both sides, but generally speaking, a properly executed forging will have inherent strengths in grain structure that a billet piston will not. “Probably 98 percent of racing formulae have a forged option available in the aftermarket,” confirms Stevenson.


Anti-detonation grooves (arrow) are designed to help reduce pressure spikes while contact reduction grooves (just below the crown) reduce how much of the piston’s crown surface make contact with the cylinder wall.
In addition to improved materials and advanced construction methods, specific features have been developed to boost horsepower through either thermal dynamics, reduced weight or reduced friction. Following are some examples of design elements often unique to racing pistons:
Thinner ring packages
Although some exotic engines run 2-ring packages, the majority of racing applications stick with the tried-and-true 3-ring setups. What has changed dramatically is the thickness of those rings, especially in Pro Stock and other non-endurance engines. “You reduce friction and mass, freeing up power and allowing the engine to accelerate faster. The secret to power in any N/A engine is to use the thinnest rings possible, lapped flat and matched with a super-flat ring groove, and ensure minimal axial and radial clearance,” adds Stevenson.
Anti-Detonation Grooves, Constant-Pressure Groove and Accumulator Groove
“Accumulator grooves work on every piston, but work best on gas-ported pistons,” explains Stevenson. “They work according to Boyle’s law; pressure and volume are inversely proportional. Through normal secondary motion (piston rock), the top ring tends to become momentarily unsettled as it rapidly changes direction through TDC. As this occurs near peak firing, combustion pressure tends to make its way past the top ring until it re-settles. Combustion pressure also gets through at the end gap of the ring. Accumulator grooves nearly double the volume below the top ring, reducing pressure according to Boyle’s law and preventing the top ring from becoming pressurized from the underside, which promotes ring flutter.”
Smaller, Lighter Wrist PinsLess weight is always desirable but using a smaller or thinner wrist pin may compromise strength and engine durability. “This often comes at a cost of using better, more expensive materials but also reduces mass to help the engine accelerate faster,” adds Stevenson.

Shortening the piston skirt is a good place to remove mass, but also can be mandatory in stroker applications. Racing pistons can also have different skirt profiles to help them stay stable in the bore at high rpm.
Shorter Skirts
Again, more design changes to reduce weight and friction but these efforts are usually dictated and restricted by the engine architecture, such as length of the cylinder sleeves and the stroke. “The gauge point of the piston skirt must remain captured in the bore at BDC,” said Stevenson.
Thermal Coatings
Some engine builders want to reflect the heat away from the piston, preferring that the valves and cylinder head dissipate the heat to the coolant instead of the pistons and rings through the cylinder wall. Thermal coatings are designed to repel heat from the piston crown, and in some cases the combustion chamber as best as possible.
Skirt Coating
“By far the most friction in an engine is from the rings. A distant second are the bearings. Skirts have minimal friction since they ride on an oil film,” says Stevenson. On racing pistons, top teams use coatings as an insurance policy against overheating. In OEM and daily driver conditions, they are used to protect against dry starts and other situations where oil on the cylinder wall is limited.

This piston features vertical gas porting which allows combustion pressure to get behind the piston ring, forcing it into the cylinder wall and increasing ring seal. It is most commonly used in drag racing applications.
Application Specific Modifications
“Some modifications are inappropriate for one type of racing while done routinely on pistons made for other types of racing,” cautions Stevenson. “Some examples are spinning the bosses, plunging the bosses, drilling holes in the skirts or struts, and 3D under-crown milling.”
3D profiling is a precise milling procedure where the piston crown maintains the same thickness regardless of the dome profile. This step ensures that the crown has the necessary strength and heat resistance for competition with the least amount of weight. “This is especially important when trying to maximize compression ratio, and it can also be used around valve reliefs to promote smoother flame travel,” adds Stevenson.
The actual crown design and valve relief dimensions will be dictated by the combustion chamber and valve geometry. Another racing piston cue is that the engine builder will send a mold of the combustion chamber to the piston manufacturer so that the dome design exactly follows the profile of the chamber.
Finally, some engine builders call for very slight adjustments in the overall piston shape and dimensions to suit their needs.
“Skirt cam/barrel shapes and ring-land diameters are part of the black art of optimizing a design during a development program,” says Stevenson.
As you can see, a racing piston may have one or many of the features and modifications mentioned. The key is designing a piston that meets the needs of the engine builder assembling an engine for a specific competition.
This article was sponsored by Wiseco. For more information, please visit our website at wiseco.com
while they are not ideal for racing applications because they don,t tolerate detonation very long, they can and are used frequently in engines that produce very good power levels, Ive used them in several 400-430 hp 383 builds and they worked fine
IF you do some careful shopping you'll find that decent connecting rods are available at semi reasonable prices, I would insist on 7/16" ARP rod bolts and 4340 forged steel, and suggest SCAT, as a lower cost but good value connecting rod source
http://garage.grumpysperformance.com/index.php?threads/snap-ring-pliers.11029/#post-48839
http://garage.grumpysperformance.com/index.php?threads/piston-related-info.110/#post-31943
http://garage.grumpysperformance.com/index.php?threads/piston-suppliers.2208/#post-19329
http://garage.grumpysperformance.com/index.php?threads/piston-coating-deburring.4516/#post-16280
http://www.superstreetonline.com/how-to/engine/impp-1110-piston-anatomy-tech-knowledge/
https://goodson.com/products/gas-porting-tools
these tools come in various ring sizes ,(but the various piston diameters are not as critical as ring width, it should be obvious that you MUST USE the tool that places the drilled gas port at the correct place in the upper ring groove roof and you damn sure better not drill deeper than the rear edge of the ring groove or youll destroy the piston
http://garage.grumpysperformance.com/index.php?threads/piston-to-bore-clearance.4630/#post-12417
http://garage.grumpysperformance.co...g-and-installing-connecting-rods-pistons.247/
http://garage.grumpysperformance.co...tion-of-crank-durring-short-blk-assembly.852/
http://garage.grumpysperformance.co...-displacement-street-engine.10961/#post-48577
http://garage.grumpysperformance.com/index.php?threads/new-hypers-or-used-forged.7302/#post-24845
http://garage.grumpysperformance.com/index.php?threads/piston-suppliers.2208/#post-19329
http://garage.grumpysperformance.co...ling-rings-in-piston-grooves.9490/#post-34908
http://garage.grumpysperformance.co...st-or-forged-rotating-assembly.253/#post-2124
http://garage.grumpysperformance.co...piston-to-bore-clearance-on-your-block.14251/
http://garage.grumpysperformance.com/index.php?threads/piston-related-info.110/#post-1671
http://www.enginebuildermag.com/category/sponsored-content/
Custom Pistons 101: Everything You Need to Know!
Print Email
JE Pistons
Why Custom?
JE Pistons stocks thousands of pistons in what is called the shelf stock program; each of which has been built for a high-volume application, such as those pistons built for a traditional small-block Chevrolet engines. Many of the applications where shelf-stock pistons are traditionally used can actually share the same forgings, as the bore dimensions across some of these applications are very similar, as are the build requirements of the piston when it is complete.
Many times, a simple $5 change can help get you what you need. Click here to learn more about $5 changes.
But when you’re building an engine that’s slightly off the beaten path, a custom piston is just what the doctor ordered. A custom piston order form is required for custom pistons but if there’s a reference engine application, you don’t have to fill out every line.
Custom Piston Options Include:
- Ultra Crown Domes & Inverted Domes
- 3D Under Crown Milling
- Vertical & Lateral Gas Ports
- Ultra Groove
- Weight Reduction Options
- Contact Reduction Grooves
- Accumulator Grooves
- Double Pin Oilers
- Pin Fitting
- Oil Squirt Notch
- Bottom Oilers for High RPM/severe duty applications
JE offers full under-crown milling to remove as much weight from pistons as possible.
Forged? Or Billet? Which Is Best For Me?
Over the last 70-plus years, the JE Pistons design team has seen just about any engine combination which can be dreamed up and can likely support your engine build with a piston forging to satisfy the parameters required.
A forged piston begins with a mechanical process which requires many hundreds of tons of pressure, whereupon a piston blank – which is shaped somewhat like a hockey puck – is preheated, then smashed into a rough shape which, then cooled and set aside until it is needed for a customer (unless it is a shelf stock part number). There are many steps to the machining process, but a quick rundown has piston blank going through the forging process, then to heat-treating, then into the end-to-end machining following a trail where several steps all come together to produce a ready-to-run, fully CNC-machined piston at the end of the line.
Custom pistons are machined from our wide selection of forgings. However, if a suitable forging is not available, a forged billet can be utilized.
However, there are instances where there is not a piston forging available to work with a particular engine combination, and that’s where billet pistons come into the picture. For instance, when a race team is working with an engine program that has been specifically tailored to their needs, a billet piston may make the most sense for that particular usage scenario. Many of those teams are constantly refining their engine programs and testing various configurations to develop the most efficient burn cycle and flame front.
Want to learn more about piston technology? Head over to the JE Blog!
“The main advantages to choosing a billet over a forging are: first, you don’t need to have a large quantity of parts to justify the cost of making a new forging die and second, any changes to the billet design can be made quickly compared to making a new forging die. No one would consider spending the thousands of dollars required to make a forging die to only make a few pistons. The billet process also allows us to test out potential forging designs before spending the money for a new forging die. Using billets, we can manufacture the pistons and test them out in real world conditions before committing to the cost of making the new forging die,” says Eugene Henson, JE Pistons’ Manufacturing Engineering Manager.
Bead blasting of the underside of billet pistons can help to remove sharp edges which can become stress risers.
Shaping a Billet
In terms of construction, a billet piston starts out as a heat-treated puck, similar in shape to a hockey puck. But unlike a forging, all of the material in a billet piston that doesn’t end up as part of the finished billet must be removed from the puck. This requires a bit more engineering time to design the billet properly, and time from the CNC programming team to create accurate toolpaths to machine the puck into its final configuration.
JE’s advanced CNC machines and cylinder head scanning capabilities allow them to create precise, 3D piston domes.
“If you are developing a racing program you can make slight changes to the strut angles, valve pocket locations, and virtually any part of the structure as you see fit. When working with a forging you are constrained to what the forging you start with can handle. If your engine needs a strut with a more diverging angle than the forging supports, the billet can be just quickly designed to accommodate,” says JE’s Global Automotive Product Manager, Nickolaus DiBlasi.
Available Piston Coatings
- Top Groove Hard Anodize
- Skirt Coating
- Electroless Nickel
- Thermal Barrier Crown
- KoolKote
- Tuff Skirt
- Oil Shed Coating
This piston has been treated to gas porting, 3D crown design, and has also had precision “ultra-groove” ring lands machined.
Ordering a set of custom pistons is as simple as providing the measurements you require for your application. For more information, please visit www.jepistons.com
http://www.enginebuildermag.com/2018/02/makes-racing-piston/
What Makes a Racing Piston?
Print Email
Wiseco
That clearly is an open-ended question because the answer will single out the uber-sophisticated pistons designed for Formula 1 and World Endurance Challenge (WEC), yet to be completely literal the response must acknowledge hand-modified cast factory pistons used in Hobby Stock racing at the local dirt track.
For the sake of argument, let’s define a racing piston as one that works best for any builder assembling an engine for motorsports competition. From there the discussion can move toward more specific talking points.
“Typically [a racing piston] is a highly developed design that has undergone many iterations to optimize its use under a very specific set of conditions,” said Alan Stevenson, senior technical account manager.
A simple comparison of pistons from the muscle car era of the ‘60s to today’s more advanced products will certainly validate that position. Manufacturers have improved materials and designs through advanced computer modeling to improve power and increase fuel efficiency.
To start this bench racing session, consider the basics of aluminum piston construction. Unless there’s a specific rules restriction, a forged piston will always be preferred in racing over a cast. “Forged is the standard, offering excellent design flexibility and the best cost-to-performance ratio,” said Stevenson. “Cast has no flexibility and can therefore not be developed or optimized. Cast pistons are also heavy and brittle, but they’re cheap to produce.”
Forged pistons can be made of either a forged blank (right), where the entire shape of the piston is machined out of a billet aluminum cylinder, or created from a net forging that is squished closer to its final shape via a forging die (left).
Low-power engines can survive with cast pistons since they won’t see the abuse of blistering heat or high RPM. There’s not much you can do to improve performance with a cast piston, other than grind out a little metal in the crown to clear the valves if a more aggressive camshaft is installed.
In the ‘80s and ‘90s, hypereutectic became a big buzzword in the piston industry. A hypereutectic piston is one that has greater than 12.5 percent silicon in its metal composition, usually around 16 to 18 percent. A standard cast aluminum piston has around 8-to-10 percent silicone content, which improves the hardness and helps reduce wear around the ring grooves, skirt and pin boss. The hypereutectic piston is still manufactured through casting but the alloy is a little lighter, and due to the improved strength the casting can be machined a little thinner to cut down even more weight.
Still, a forged piston will be much stronger and that’s why it dominates the performance market. There are two aluminum alloys popular with forgings: SAE 4032 and SAE 2618. Here’s where another choice is made that often distinguishes, or at least makes a good argument, for a racing piston—although one alloy isn’t always “better” than the other.
“The term ‘better’ is tricky. If only one alloy were better at achieving every goal, there wouldn’t be multiple offerings,” explains Stevenson. “4032 expands less so it requires less cold clearance which tends to run quieter. This could be important for EFI engines with knock sensors. 4032 is less dense so a given design would be lighter than 2618, however 4032 doesn’t have the high-heat annealing resistance that 2618 does.”
Again, silicon content is the differentiating factor. A 4032 piston has about 11 to 13 percent silicon while 2618 has less than .25 percent. “2618 has higher ultimate strength, better annealing resistance at elevated temperatures and has better ductility. In a racing environment, the goal is often to minimize weight without sacrificing durability in high-heat environments. For these reasons 2618 often gets the nod,” continues Stevenson.
The piston on the right uses a 5/64in ring pack. This is a very common size used during the muscle car ere. The piston on the left uses a much thinner 1.00mm top ring. This reduces friction, freeing up horsepower and allowing the engine to rev quicker.
While a majority of racing pistons are made from 2618 aluminum, there are some exotic materials used in high-end racing—or at least they were tried before being banned. Aluminum beryllium alloy, which is exceptionally light and strong with superior thermal properties, was developed by Mercedes/Ilmor for the McLaren Formula 1 team in the late ‘90s. However, the alloy was quickly banned because beryllium dust is extremely hazardous, and in a fire the element will turn into beryllium oxide, which is extremely toxic.
The latest advanced alloy to draw banishment in motorsports is aluminum metal matrix composite, or MMC. Another very stiff, lightweight alloy, MMC is also banned by Formula 1 but continues to draw interest in other areas of motorsports where the rules are more open.
For many years, top engine builders have preferred billet pistons over forged versions—and probably not for the reason you might think. “Billet is not just a simple option to a forging,” said Stevenson. “Billets are approached as complete engineered solutions that are put through several architecture design iterations using FEA modeling to optimize design to a very specific set of environmental conditions. Most popular configurations are offered as a catalog item, but if a combination comes up that doesn’t match, that’s where a forged custom piston can be designed and manufactured at in just a couple of weeks. This is half our business.”
In other words, billet pistons are primarily used in tight-timeline development projects where critical changes can be made quickly without worrying that a proper forging isn’t available. The debate over billet vs. forged in terms of strength will have protractors and detractors on both sides, but generally speaking, a properly executed forging will have inherent strengths in grain structure that a billet piston will not. “Probably 98 percent of racing formulae have a forged option available in the aftermarket,” confirms Stevenson.
Anti-detonation grooves (arrow) are designed to help reduce pressure spikes while contact reduction grooves (just below the crown) reduce how much of the piston’s crown surface make contact with the cylinder wall.
In addition to improved materials and advanced construction methods, specific features have been developed to boost horsepower through either thermal dynamics, reduced weight or reduced friction. Following are some examples of design elements often unique to racing pistons:
Thinner ring packages
Although some exotic engines run 2-ring packages, the majority of racing applications stick with the tried-and-true 3-ring setups. What has changed dramatically is the thickness of those rings, especially in Pro Stock and other non-endurance engines. “You reduce friction and mass, freeing up power and allowing the engine to accelerate faster. The secret to power in any N/A engine is to use the thinnest rings possible, lapped flat and matched with a super-flat ring groove, and ensure minimal axial and radial clearance,” adds Stevenson.
Anti-Detonation Grooves, Constant-Pressure Groove and Accumulator Groove
“Accumulator grooves work on every piston, but work best on gas-ported pistons,” explains Stevenson. “They work according to Boyle’s law; pressure and volume are inversely proportional. Through normal secondary motion (piston rock), the top ring tends to become momentarily unsettled as it rapidly changes direction through TDC. As this occurs near peak firing, combustion pressure tends to make its way past the top ring until it re-settles. Combustion pressure also gets through at the end gap of the ring. Accumulator grooves nearly double the volume below the top ring, reducing pressure according to Boyle’s law and preventing the top ring from becoming pressurized from the underside, which promotes ring flutter.”
Smaller, Lighter Wrist PinsLess weight is always desirable but using a smaller or thinner wrist pin may compromise strength and engine durability. “This often comes at a cost of using better, more expensive materials but also reduces mass to help the engine accelerate faster,” adds Stevenson.
Shortening the piston skirt is a good place to remove mass, but also can be mandatory in stroker applications. Racing pistons can also have different skirt profiles to help them stay stable in the bore at high rpm.
Shorter Skirts
Again, more design changes to reduce weight and friction but these efforts are usually dictated and restricted by the engine architecture, such as length of the cylinder sleeves and the stroke. “The gauge point of the piston skirt must remain captured in the bore at BDC,” said Stevenson.
Thermal Coatings
Some engine builders want to reflect the heat away from the piston, preferring that the valves and cylinder head dissipate the heat to the coolant instead of the pistons and rings through the cylinder wall. Thermal coatings are designed to repel heat from the piston crown, and in some cases the combustion chamber as best as possible.
Skirt Coating
“By far the most friction in an engine is from the rings. A distant second are the bearings. Skirts have minimal friction since they ride on an oil film,” says Stevenson. On racing pistons, top teams use coatings as an insurance policy against overheating. In OEM and daily driver conditions, they are used to protect against dry starts and other situations where oil on the cylinder wall is limited.
This piston features vertical gas porting which allows combustion pressure to get behind the piston ring, forcing it into the cylinder wall and increasing ring seal. It is most commonly used in drag racing applications.
Application Specific Modifications
“Some modifications are inappropriate for one type of racing while done routinely on pistons made for other types of racing,” cautions Stevenson. “Some examples are spinning the bosses, plunging the bosses, drilling holes in the skirts or struts, and 3D under-crown milling.”
3D profiling is a precise milling procedure where the piston crown maintains the same thickness regardless of the dome profile. This step ensures that the crown has the necessary strength and heat resistance for competition with the least amount of weight. “This is especially important when trying to maximize compression ratio, and it can also be used around valve reliefs to promote smoother flame travel,” adds Stevenson.
The actual crown design and valve relief dimensions will be dictated by the combustion chamber and valve geometry. Another racing piston cue is that the engine builder will send a mold of the combustion chamber to the piston manufacturer so that the dome design exactly follows the profile of the chamber.
Finally, some engine builders call for very slight adjustments in the overall piston shape and dimensions to suit their needs.
“Skirt cam/barrel shapes and ring-land diameters are part of the black art of optimizing a design during a development program,” says Stevenson.
As you can see, a racing piston may have one or many of the features and modifications mentioned. The key is designing a piston that meets the needs of the engine builder assembling an engine for a specific competition.
This article was sponsored by Wiseco. For more information, please visit our website at wiseco.com
Last edited:
HIGH PERFORMANCE PISTONS
Let’s take a look at the various aspects of pistons designed for performance and competition engines. If we consider the extreme environment that regular cast replacement pistons operate in with the combustion pressures and high temperatures, it’s quickly apparent that when these values are increased it necessitates using a much more efficient component that can withstand the elevated levels. We can also add to that the much higher and/or sustained RPM’s of the engine that could quickly devastate a normal cast part.

Manufacturing
There are two types of pistons, cast and forged, and they are manufactured using pretty much the same method as crankshafts except we’re dealing with aluminum instead of steel. In a cast piece, melted aluminum alloy is poured into a mold which when cooled produces a piston that closely resembles its final shape which requires less machining and is more cost efficient. The forging process involves placing a heated billet of aluminum alloy into dies that use extremely high pressures to compress it into the rough shape of the piston blank. This process requires more machining operations to produce a finished part and therefore adds to the cost. Like a crankshaft though, the forging process gives us a part that is much denser with greater ductility than a cast piece. There is however a change that can be made to the aluminum alloy when casting a piston that will produce a stronger part that will withstand higher output applications and these are known as hypereutectic pistons. All cast pistons contain a certain amount of silicon, generally 10-12 percent. This is known as the eutectic point. Hypereutectic pistons have additional silicon added to the alloy that raises it to a 16-18 percent level in the mixture. The piston is still made by the casting process but by increasing the silicon content it gives us a stronger part which also has better thermal efficiencies to handle higher power levels. Hypereutectics can be very cost effective and utilized in many applications but they do have limits as to how far they can be pushed and this is where a forged piston becomes a requirement. Forged pistons are manufactured in two basic alloys, 4032 and 2618. Similar to cast pistons, 4032 forgings generally contain 10-12 percent silicon and are very efficient in numerous applications even when using nitrous oxide or forced induction at moderate levels. The silicon content aids in providing a lower expansion rate of the material as compared to 2618 alloy and can be run with tighter piston to cylinder wall clearances for increasing the lifespan of the engine and also produces less operating noise while the engine is reaching operating temperature. When it comes to tensile strength between the two, the gap isn’t as large as some might suspect. 4032 has a rating of about 54-55,000 psi. with 2618 coming in at 64-65,000 psi. Another plus for using a 4032 piston is that it’s slightly lighter than the 2618 equivalent. For high powered street, maximum competition, high boost forced induction, large doses of nitrous or just about any other build where the pistons have to be as strong as possible, 2618 is the material of choice….or to put it another way, when you’re absolutely, positively intent on squeezing every single drop of horsepower out of your engine no matter how hard you have to push it, use the 2618 material. This material contains very small amounts of silicon content, usually only 1 percent or less, which produces very high malleability and their strength and thermal characteristics give them the ability to operate in the most extreme conditions. They have a greater expansion rate than 4032 and should be set up with additional clearance to accommodate the growth factor of the piston as it reaches operating temperatures. Because of this they produce more noise than the 4032 when the engine is warming up but their ability to withstand high temps and pressures automatically puts them on the build list for all out power. One last area to address involving forged pistons would be billets. Billets are made from the same 4032 or 2618 alloy but instead of being produced in forging dies they are machined from solid bar stock. This gives you the ability to produce a non-conventional forging that may fall outside of the predetermined values from forged blanks. They are also great for producing prototypes for testing purposes before committing to an actual piston design. Another area where a set of billet pistons can provide huge benefits is in antique and vintage engines where a replacement piston may be completely unavailable otherwise. Whichever type you use, the higher strength characteristics and greater ductility will always make a forged piston the best choice for any application when making horsepower.
Piston Design
There are various designs used by manufacturers to increase strength while simultaneously reducing weight from the piston. Slipper skirt, full round and side relief designs are the most predominant types used in current piston technology. Slipper skirt designs came about in order to decrease the amount of contact area compared to a more traditional full round design and only employs skirt area on the thrust sides to provide operational stability. The side reliefs are forged in place which also removes considerable weight from the piston and allows it to function well at higher engine speeds. Another variation of this style has the pin boss moved farther inward to use a shorter wrist pin and provide more clearance while again providing additional weight savings. Strengthening ribs can also be designed into the piston to reinforce the pin boss area. Another variation is the use of asymmetrical skirts which provide greater area on the major thrust face of the cylinder and reduced on the minor thrust area. Full round designs provide the largest amount of skirt area but can have side reliefs machined in place for many applications. This design can be utilized in applications that will see very high pressures because of the amount of contact area. The lower band below the pin area can be left for stability purposes or machined away for additional counterweight clearance on large stroke engines. If you aren’t quite sure about the best piston design to use for your build (or specific features) call the manufacturer of your choice and they can quickly provide the info you need to make the power you want and give the highest amount of service life for your engine. In specialized, antique and vintage or other engine types
Coatings
Piston coatings can be used to achieve a number of operational benefits and are comprised of various compounds from graphite to ceramics to anodizing, etc. Many piston manufacturers and coating companies both have their own particular names for the coatings they offer but in order to simplify our discussion we will cover the chemical compositions and areas of the piston they are used on. Ceramic coatings are used on the piston crown in order to reflect heat into the combustion chamber and away from the top of the piston. In certain builds, it can be utilized in the combustion chamber and on the valve faces to better control the thermodynamic characteristics of the engine and lower overall cylinder head temps. Moly dry film coatings are applied to the skirts to reduce friction and help prevent premature skirt wear. Oil shedding compounds are applied to the underside to help reduce the amount of oil that is clinging to the piston and adding weight. These type coatings can also be applied to the crankshaft and connecting rods in order to achieve the same purpose. Anodized coatings are something that can be employed for multiple applications. It can be applied to ring land areas to provide wear resistance and help prevent the piston rings from micro-welding to the ring grooves. Another form of hard anodizing is used to coat all the surfaces of pistons used for Top Fuel engines. This coating can withstand the higher temperatures and also combats the corrosive characteristics of nitromethane. Hard anodizing is also used on pistons for high boost and nitrous engines because it can handle the elevated temps and pressures of these builds.
Piston Pins
These play a big part in making consistent power and helping to keep the engine alive. Many times a failure is blamed on the piston when it could actually be traced to using the incorrect piston pin for the application. Viewing it strictly from a financial stand point, upgrading pins can be a substantial increase to the overall cost of a set of pistons. If we continue to follow that train of thought however, it will eventually lead to the realization that a failure in this area can cause tremendous amounts of financial woes due to associated damage to other components in an expensive engine. For most naturally aspirated street engines and certain competition applications like late model stock circle track for example, the standard case hardened carbon steel pins will work fine. These are generally acceptable for use in the 600-650hp range. An example of when pin requirements could change for this level of power output would be using nitrous oxide or a blower. It also doesn’t mean that the pin material itself must be upgraded. Sometimes utilizing a thicker wall pin of the same material can compensate for the extra pressures placed on the engine. My main focus here is to get you to think of the wrist pin as more than just the attachment device of the piston to the connecting rod. High horsepower NA builds or engines that have big boost numbers being pushed through them must have pins installed that can endure the pressure and RPM’s. In other applications though, a pin upgrade can enhance performance and provide additional insurance against failures. There are some combinations that we use for certain circle track engines that are well below the horsepower levels that would dictate a heavy duty upgrade but by using DLC coated pins we substantially reduce friction and have no concerns about them lasting for an entire season of racing. When choosing the pistons for your next build take the time to evaluate the possibilities of benefits that can be derived from matching the wrist pins to the exact application that the engine will be used for.
Piston Features
There’s numerous design features that can be added to most forged pistons that will give you a longer service life in a performance or competition build and also help deter operational issues that could arise. Things like contact reduction grooves, dual pin oilers, lateral and vertical gas ports, accumulator grooves and internal milling just to name a few. All of these are listed on the piston manufacturer’s websites with complete descriptions of the purpose for each feature. There have also been changes made to the axial and radial dimensions of piston rings that are being used in performance applications to achieve more power and better sealing qualities. Choosing the right piston and pin configuration will reward you with the confidence that the cylinders are filled with exactly what your engine needs.
Back to News
Let’s take a look at the various aspects of pistons designed for performance and competition engines. If we consider the extreme environment that regular cast replacement pistons operate in with the combustion pressures and high temperatures, it’s quickly apparent that when these values are increased it necessitates using a much more efficient component that can withstand the elevated levels. We can also add to that the much higher and/or sustained RPM’s of the engine that could quickly devastate a normal cast part.
Manufacturing
There are two types of pistons, cast and forged, and they are manufactured using pretty much the same method as crankshafts except we’re dealing with aluminum instead of steel. In a cast piece, melted aluminum alloy is poured into a mold which when cooled produces a piston that closely resembles its final shape which requires less machining and is more cost efficient. The forging process involves placing a heated billet of aluminum alloy into dies that use extremely high pressures to compress it into the rough shape of the piston blank. This process requires more machining operations to produce a finished part and therefore adds to the cost. Like a crankshaft though, the forging process gives us a part that is much denser with greater ductility than a cast piece. There is however a change that can be made to the aluminum alloy when casting a piston that will produce a stronger part that will withstand higher output applications and these are known as hypereutectic pistons. All cast pistons contain a certain amount of silicon, generally 10-12 percent. This is known as the eutectic point. Hypereutectic pistons have additional silicon added to the alloy that raises it to a 16-18 percent level in the mixture. The piston is still made by the casting process but by increasing the silicon content it gives us a stronger part which also has better thermal efficiencies to handle higher power levels. Hypereutectics can be very cost effective and utilized in many applications but they do have limits as to how far they can be pushed and this is where a forged piston becomes a requirement. Forged pistons are manufactured in two basic alloys, 4032 and 2618. Similar to cast pistons, 4032 forgings generally contain 10-12 percent silicon and are very efficient in numerous applications even when using nitrous oxide or forced induction at moderate levels. The silicon content aids in providing a lower expansion rate of the material as compared to 2618 alloy and can be run with tighter piston to cylinder wall clearances for increasing the lifespan of the engine and also produces less operating noise while the engine is reaching operating temperature. When it comes to tensile strength between the two, the gap isn’t as large as some might suspect. 4032 has a rating of about 54-55,000 psi. with 2618 coming in at 64-65,000 psi. Another plus for using a 4032 piston is that it’s slightly lighter than the 2618 equivalent. For high powered street, maximum competition, high boost forced induction, large doses of nitrous or just about any other build where the pistons have to be as strong as possible, 2618 is the material of choice….or to put it another way, when you’re absolutely, positively intent on squeezing every single drop of horsepower out of your engine no matter how hard you have to push it, use the 2618 material. This material contains very small amounts of silicon content, usually only 1 percent or less, which produces very high malleability and their strength and thermal characteristics give them the ability to operate in the most extreme conditions. They have a greater expansion rate than 4032 and should be set up with additional clearance to accommodate the growth factor of the piston as it reaches operating temperatures. Because of this they produce more noise than the 4032 when the engine is warming up but their ability to withstand high temps and pressures automatically puts them on the build list for all out power. One last area to address involving forged pistons would be billets. Billets are made from the same 4032 or 2618 alloy but instead of being produced in forging dies they are machined from solid bar stock. This gives you the ability to produce a non-conventional forging that may fall outside of the predetermined values from forged blanks. They are also great for producing prototypes for testing purposes before committing to an actual piston design. Another area where a set of billet pistons can provide huge benefits is in antique and vintage engines where a replacement piston may be completely unavailable otherwise. Whichever type you use, the higher strength characteristics and greater ductility will always make a forged piston the best choice for any application when making horsepower.
Piston Design
There are various designs used by manufacturers to increase strength while simultaneously reducing weight from the piston. Slipper skirt, full round and side relief designs are the most predominant types used in current piston technology. Slipper skirt designs came about in order to decrease the amount of contact area compared to a more traditional full round design and only employs skirt area on the thrust sides to provide operational stability. The side reliefs are forged in place which also removes considerable weight from the piston and allows it to function well at higher engine speeds. Another variation of this style has the pin boss moved farther inward to use a shorter wrist pin and provide more clearance while again providing additional weight savings. Strengthening ribs can also be designed into the piston to reinforce the pin boss area. Another variation is the use of asymmetrical skirts which provide greater area on the major thrust face of the cylinder and reduced on the minor thrust area. Full round designs provide the largest amount of skirt area but can have side reliefs machined in place for many applications. This design can be utilized in applications that will see very high pressures because of the amount of contact area. The lower band below the pin area can be left for stability purposes or machined away for additional counterweight clearance on large stroke engines. If you aren’t quite sure about the best piston design to use for your build (or specific features) call the manufacturer of your choice and they can quickly provide the info you need to make the power you want and give the highest amount of service life for your engine. In specialized, antique and vintage or other engine types
Coatings
Piston coatings can be used to achieve a number of operational benefits and are comprised of various compounds from graphite to ceramics to anodizing, etc. Many piston manufacturers and coating companies both have their own particular names for the coatings they offer but in order to simplify our discussion we will cover the chemical compositions and areas of the piston they are used on. Ceramic coatings are used on the piston crown in order to reflect heat into the combustion chamber and away from the top of the piston. In certain builds, it can be utilized in the combustion chamber and on the valve faces to better control the thermodynamic characteristics of the engine and lower overall cylinder head temps. Moly dry film coatings are applied to the skirts to reduce friction and help prevent premature skirt wear. Oil shedding compounds are applied to the underside to help reduce the amount of oil that is clinging to the piston and adding weight. These type coatings can also be applied to the crankshaft and connecting rods in order to achieve the same purpose. Anodized coatings are something that can be employed for multiple applications. It can be applied to ring land areas to provide wear resistance and help prevent the piston rings from micro-welding to the ring grooves. Another form of hard anodizing is used to coat all the surfaces of pistons used for Top Fuel engines. This coating can withstand the higher temperatures and also combats the corrosive characteristics of nitromethane. Hard anodizing is also used on pistons for high boost and nitrous engines because it can handle the elevated temps and pressures of these builds.
Piston Pins
These play a big part in making consistent power and helping to keep the engine alive. Many times a failure is blamed on the piston when it could actually be traced to using the incorrect piston pin for the application. Viewing it strictly from a financial stand point, upgrading pins can be a substantial increase to the overall cost of a set of pistons. If we continue to follow that train of thought however, it will eventually lead to the realization that a failure in this area can cause tremendous amounts of financial woes due to associated damage to other components in an expensive engine. For most naturally aspirated street engines and certain competition applications like late model stock circle track for example, the standard case hardened carbon steel pins will work fine. These are generally acceptable for use in the 600-650hp range. An example of when pin requirements could change for this level of power output would be using nitrous oxide or a blower. It also doesn’t mean that the pin material itself must be upgraded. Sometimes utilizing a thicker wall pin of the same material can compensate for the extra pressures placed on the engine. My main focus here is to get you to think of the wrist pin as more than just the attachment device of the piston to the connecting rod. High horsepower NA builds or engines that have big boost numbers being pushed through them must have pins installed that can endure the pressure and RPM’s. In other applications though, a pin upgrade can enhance performance and provide additional insurance against failures. There are some combinations that we use for certain circle track engines that are well below the horsepower levels that would dictate a heavy duty upgrade but by using DLC coated pins we substantially reduce friction and have no concerns about them lasting for an entire season of racing. When choosing the pistons for your next build take the time to evaluate the possibilities of benefits that can be derived from matching the wrist pins to the exact application that the engine will be used for.
Piston Features
There’s numerous design features that can be added to most forged pistons that will give you a longer service life in a performance or competition build and also help deter operational issues that could arise. Things like contact reduction grooves, dual pin oilers, lateral and vertical gas ports, accumulator grooves and internal milling just to name a few. All of these are listed on the piston manufacturer’s websites with complete descriptions of the purpose for each feature. There have also been changes made to the axial and radial dimensions of piston rings that are being used in performance applications to achieve more power and better sealing qualities. Choosing the right piston and pin configuration will reward you with the confidence that the cylinders are filled with exactly what your engine needs.
Back to News
Last edited: