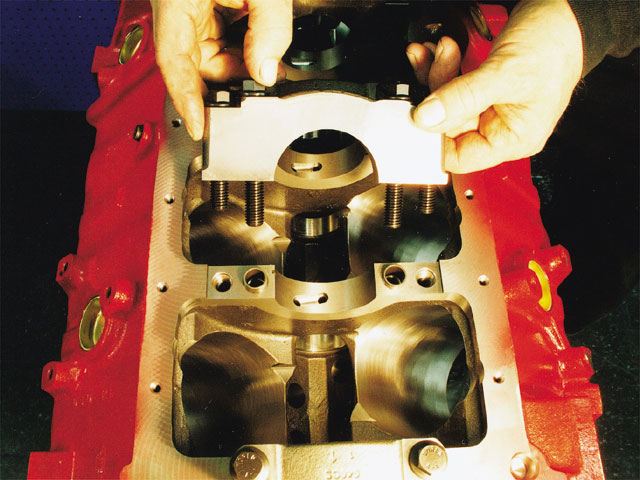
its common for a used block to require the main caps to be line honed if you want the bearing saddles to be uniform and strait.
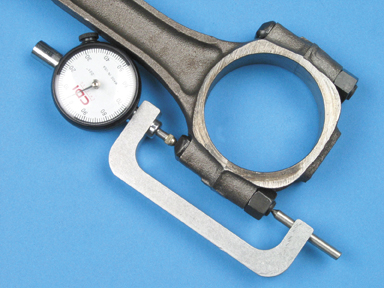
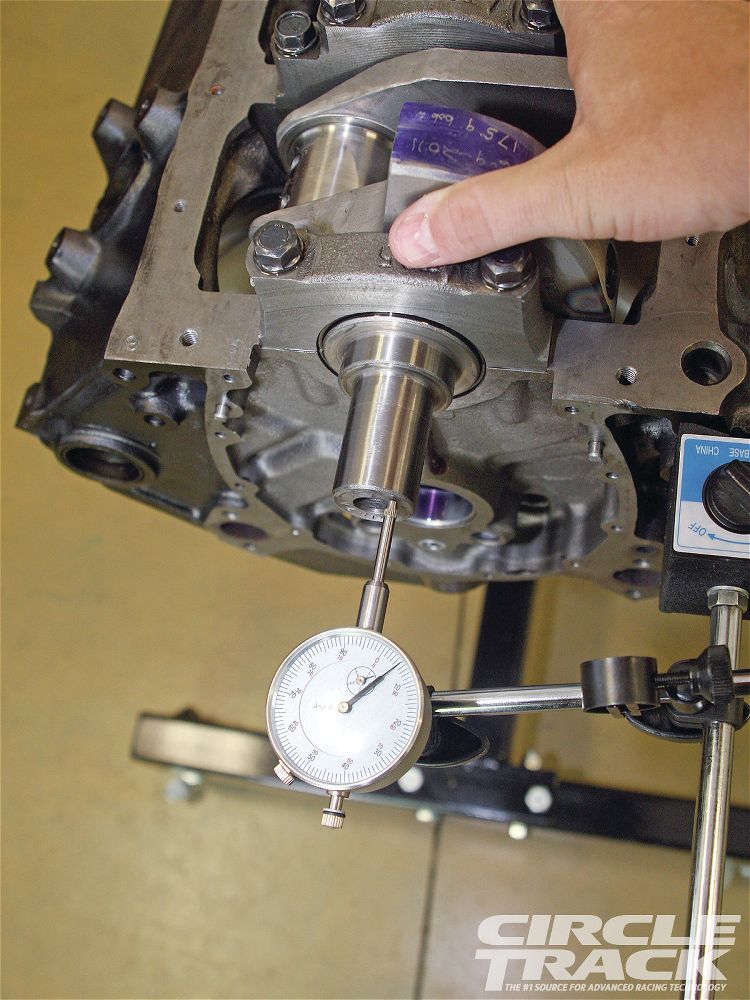
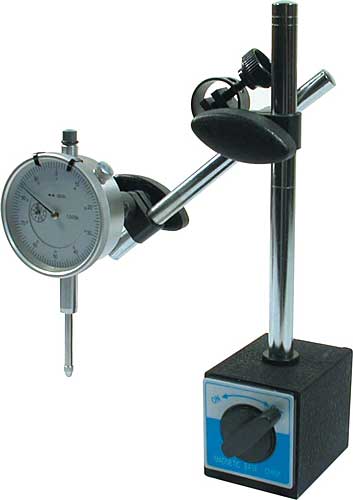
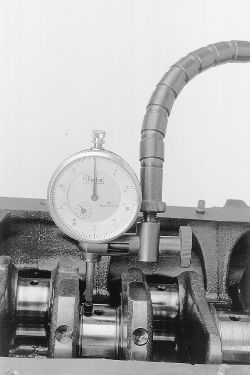
obviously having a few tools tho precisely measure any problems helps , a magnetic clamp on stand and a digital meter will be useful
STAND
http://www.harborfreight.com/multiposit ... -5645.html
INSTRUCTIONS
http://www.tpub.com/engine2/en2-28.htm
related info
http://www.cdxetextbook.com/engines/reb ... shaft.html
viewtopic.php?f=53&t=852&p=21611&hilit=crank+measure#p21611
http://www.chevyhiperformance.com/techa ... ewall.html
http://www.aa1car.com/library/ar797.htm
http://www.circletrack.com/howto/1815_c ... g_install/
viewtopic.php?f=53&t=5933
viewtopic.php?f=53&t=619
viewtopic.php?f=53&t=5478
viewtopic.php?f=53&t=2727
viewtopic.php?f=53&t=3449
http://www.cdxetextbook.com/engines/reb ... shaft.html
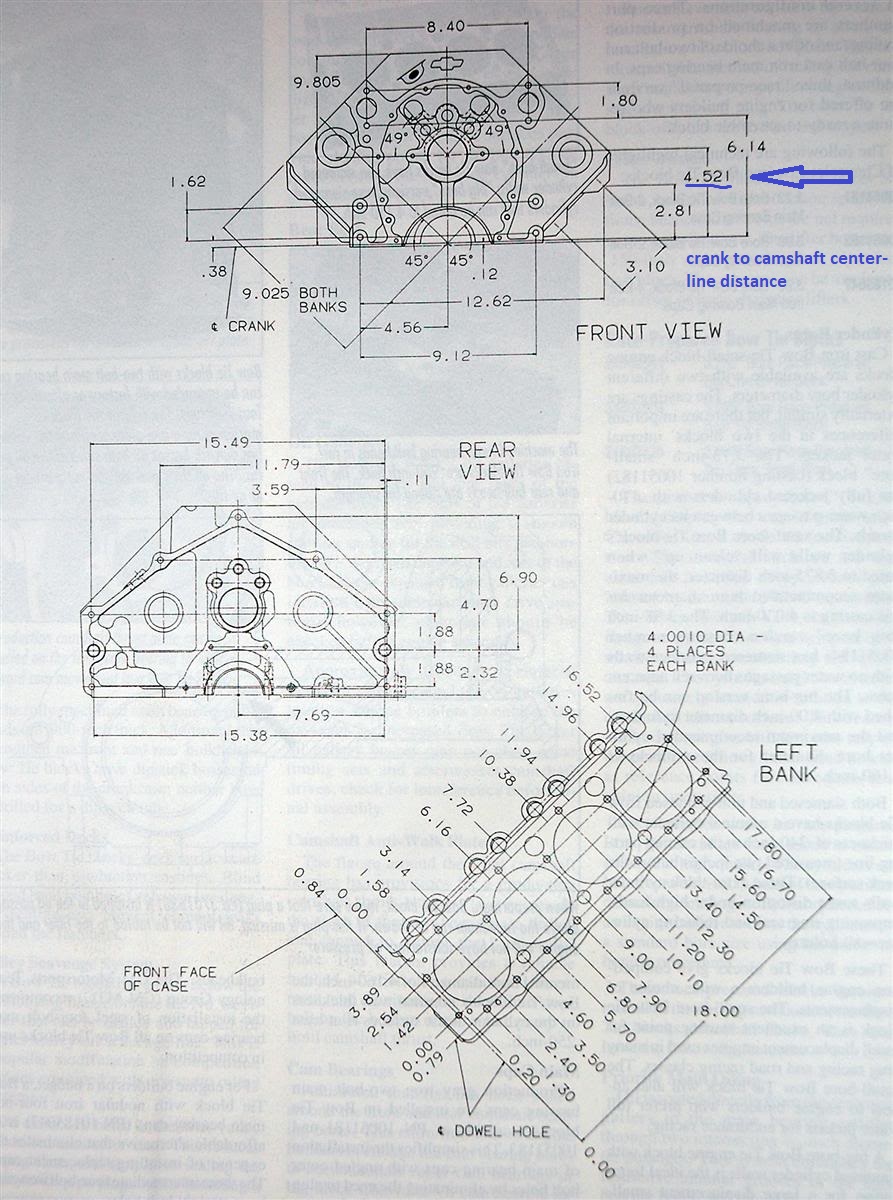
Ive occasionally been asked what you can do too reduce the slack in the timing chain if your blocks been line honed,
to straiten the main bearings and that resulted in a slightly closer crank to cam center-line distance,
that results in a slightly increased slack in the stock timing chain sets.
a negligible amount of metal is generally removed from the main bearing saddles in the block, they usually try very hard to minimize that, metal removal so standard parts still fit,during a line hone , but they do sell slightly tighter timing chain sets to correct excess slack if that's required.
https://www.summitracing.com/parts/clo-9-3100-5
Timing Chain and Gear Set, Original True Roller, Double Roller, -0.005 in., Iron/Steel Sprockets, Chevy, Small Block, Set
for line honed blocks where the crank is .005 closer to the cam
https://www.summitracing.com/parts/clo-9-3100-10
for line honed blocks where the crank is .010 closer to the cam
Timing Chain and Gear Set, Original True Roller, Double Roller, -0.010 in., Iron/Steel Sprockets, Chevy, Small Block, Set
the instructions below I grabbed off a different site might be helpful here
"Points to note
Don’t hammer on the bearings you should be able to press them all in by hand.
Ensure the bearings are fitted correctly with oil feed holes in the block and bearings lining up.
Ensure the bearings and crankshaft have a light smear of oil over them before installing the crankshaft.
Part 2: Step-by-step instruction
Check bearing size
If the main journals of the crankshaft for this motor were cut undersize, make sure you get new main bearings that are the same amount oversized.
Before you open them, double check the new parts labels to make sure they are the correct type and size.
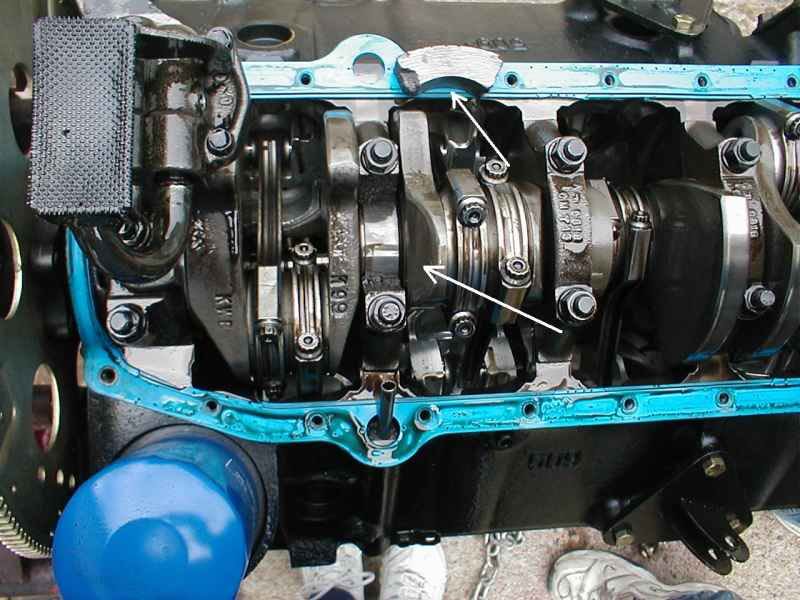
Fit main block bearings
Wipe out the saddles of the block and then press the bearings into place by hand. There is a groove in the bearing saddle of the block and a Tang on the back of the bearing that should fit into the alignment grove in the block. Don't hammer on the bearing, you should be able to press them all in by hand. It's a simple process, you just push on both sides alternately to seat them.
Make sure that the bearing halves that you put in the block are the ones with the oil feed holes in them, and check that the oil holes in the block line up with all the holes in the bearings.
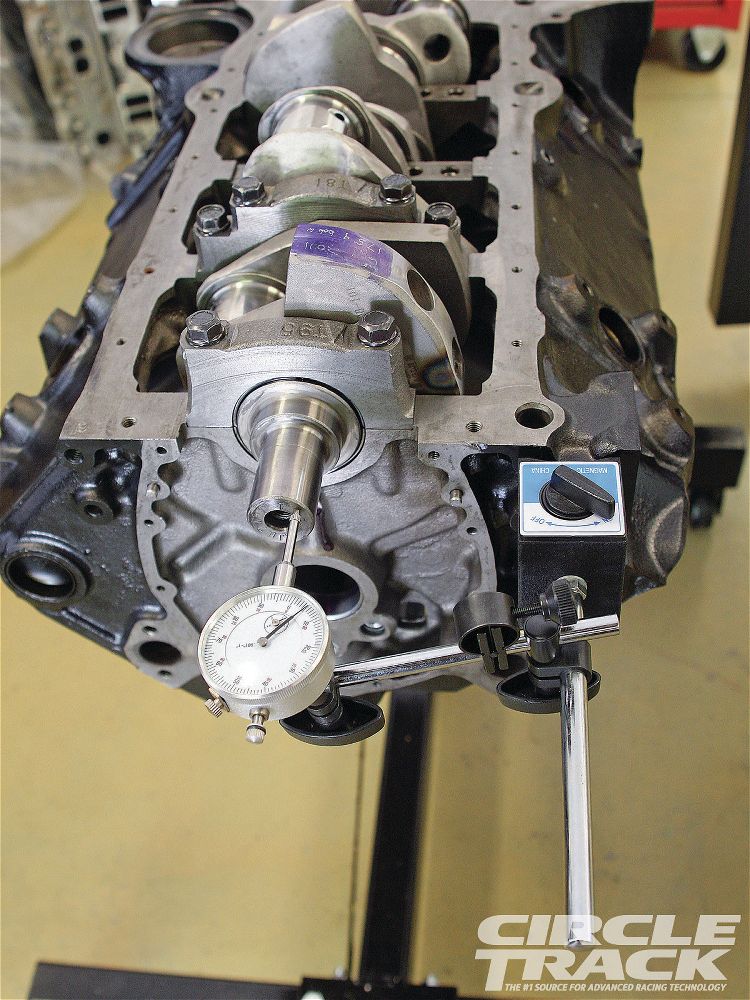
Install the crankshaft
Put a drop of oil on each bearing and wipe it very thin and evenly. It is not a good idea to lay a crankshaft on totally dry bearings.
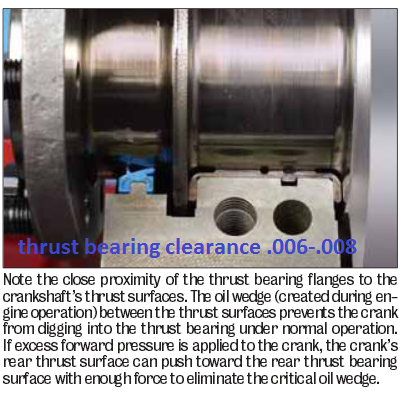
Every engine has one main journal that will have a Thrust Bearing installed in it. This bearing is the one that will limit the forward or backward movement of the crankshaft in the block. Make sure to wipe some oil on the thrust surface of the thrust bearing as well. The crankshaft will be rubbing on the thrust face of the bearing at these two points.
Clean off any dust that might have collected on the crankshaft journals. Ask for some lifting help if you need it, and then gently set the crank into the block. If you drop it, the bearings might be fatally damaged so get a good grip and take it slow.
Install crankshaft clearance gauge
Now you need to check the actual clearance between the crank journals and the bearings. This is a critical measurement. For the time being, we're only dealing with these three main journals. Make sure the throws, which are these parts of the crankshaft, are out of the way so the crankshaft sits in the block like this. That will let us install these three main caps with our checking tool and still be able to tap on the bolts to remove the caps without rotating the crank.
For a stock rebuild, most engines need a very small but very precise clearance on the main journals. You can look up the main bearing clearance specifications in your repair manual.
The bearing suppliers usually include a clearance gauge with new bearings, but these are also available at parts stores.
Cut strips of this gauge that are the same widths as the main journals. Don't tear them with your fingers, as you could flatten the strip and get a bad reading. Inside the wrapper is a little sliver of plastic. That's the gauge. Lay one strip on top of each of the main journals of the crank. Clean the caps and install the lower bearing halves – remember, the block is upside down now and the lower halves are the ones that go in the caps and don't have oil holes.
It's helpful to use a thin film of petroleum jelly on the bearing where it will touch the plastic strip. This will keep it from sticking to the bearing. As you put the caps in their places, follow any stampings that you made during disassembly so they are in the correct place. If you need to tap the caps in place to get them to seat, be very careful not to tap down too hard as this might squash the plastic and give a false reading.
Torque three main cap bolts
Every bolt that goes in the engine should have some kind of lubricant on it before it goes in. For this procedure, the main cap bolts get engine oil. When all the bolts are in and hand tightened, you'll need a Torque Wrench to finish tightening them to whatever specification is listed for your main caps.
There are many different kinds of torque wrenches available, but one common rule. Never simply set the wrench to the full torque spec and tighten the bolt to the maximum during the first pull. The right way to use all torque wrenches is to work up to the full torque specification in at least three equal increments.
For example, the specifications for this block say that these bolts should be torqued to 95 Newton meters or 70 foot pounds. Set the wrench to one third of that amount and torque all the bolts. Then set the wrench to about two thirds of the final amount and torque again. The settings don't have to be exact thirds, just approximate. Then set the wrench to the final torque specification and finish tightening.
If you have 4-bolt main caps tighten the inner bolts first, then the outers bolts. Be careful not to bump the crankshaft or rotate it at all as you do this or the readings on the plastic strips will be inaccurate.
Once they are tightened to the correct torque, unscrew them, but again, be very careful not to move the crank accidentally with a tool or with your hand. When the bolts are fully unscrewed, lift them up and tap on them gently to loosen the cap.
Measure bearing clearance
The squashed piece of plastic gauge material should be stuck to the main journal or to the bearing in the cap. A measuring strip came with the gauge. Hold it next to the squashed plastic. Make sure you are looking at the right side of the measure, because there is usually an Imperial side and a metric side. The number next to the strip which is the closest match will be the size of the main bearing clearance. This measurement needed no expensive micrometers or particular skill, and it indicates the clearance with all the actual parts installed in place.
This result is exactly what it was supposed to be, which shows that our new bearings are a perfect fit. Clean off the flatten piece of plastic, bit don't worry about getting it all off completely, as it will dissolve in oil.
Repeat the measuring process
Rotate the crank so that the other throws are out of the way and repeat the process for the rest of the journals. . After you torque in three increments, remove the caps and check the last clearances. If the main bearing clearances are correct, lift the crank out, but keep it nearby.
Reinstall the crankshaft
Put some lubrication on the bearings then carefully lower the crank back into the block. Put some oil on the bearing shells in the caps too. Refer to the marks that you stamped on the caps to make sure the right ones go in the right place.
Now you can spin the throws out of your way as you torque the bolts, this time it should be a quicker and easier process. Toque all of the regular main caps first, and leave the cap that has the thrust bearings in it to last.
Align the thrust bearing
When you get to the cap with the thrust bearing, you need to seat the bearing before you torque it. Never directly hammer on a crankshaft, but put a hammer or block of wood against the crank flange on the back and tap it with another hammer.
This will make sure that the upper and lower thrust bearing shells are lined up with each other. Now you can torque the cap that has the thrust bearings in it.
When all the caps are torqued, the crank should be very easy to turn by hand. You shouldn't feel any binding or tight spots."
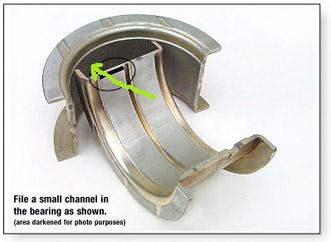
thrust bearing clearances is usually supposed to be in the .003-.008 range for a small block chevy , with
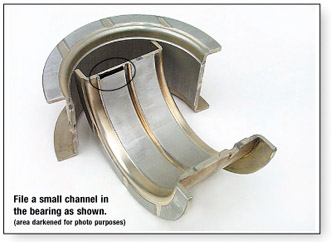
.006-.008 preferred, if the clearance is too tight the forward facing bearing face of the bearing is usually sanded with 600 grit paper on a sheet of flat window glass with diesel fuel on the sand paper ,(move the bearing face in a figure (8) pattern, on the wet sand paper to sand off extra clearance,) to get a couple thousands extra required then carefully cleaned and re-tested for crank end play clearance, if its to loos the cranks usually welded up and re-machined back down to have less clearance with a near mirror surface finish on the bearing thrust surface on the crank, but on a stock cast sbc crank, unless you have some kind of emotional investment in the crank it's almost always cheaper to buy a new crank, and yes thats why you check clearances BEFORE you pay to balance the rotating assembly.
you can probably get by on a street car installing the crank with its current thrust bearing clearance but the result is likely to rapid dear on the bearings, so Id advise against it.
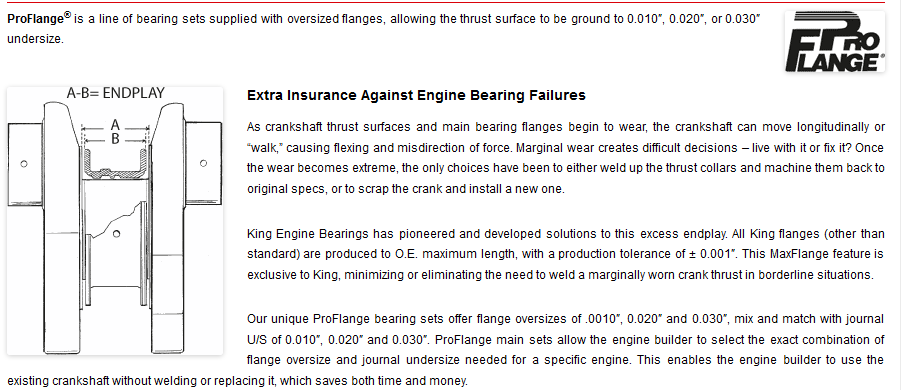
THERE may be over size thrust bearings available, but Ive never seen those locally or needed to look for them
KING BEARINGS LISTS THEM IN SEVERAL SIZES, WHY NOT CALL THEM, if they have the correct size youll still need to polish the crank matched surface to prevent further rapid wear
http://kingbearings.com/maxflange_proflange.php
King Engine Bearings, Inc.
371 Little Falls Road, Suite 5
Cedar Grove, NJ 07009
USA
Phone: 1-973-857-0705
Toll Free: 1-800-772-3670
Fax: 1-973-857-3228
Email:
inquiry@kingbearings.com
related info
viewtopic.php?f=53&t=2728
viewtopic.php?f=51&t=5945