my favorite engine to build is based on the 392 chrysler hemi which is even older
If I had unlimited cash Id be building these or second gen hemis just because I like the design
http://garage.grumpysperformance.co...-early-hemi-my-favorite-engine.491/#post-2592
BTW a few TIPS ON FABRICATING AN OIL PAN
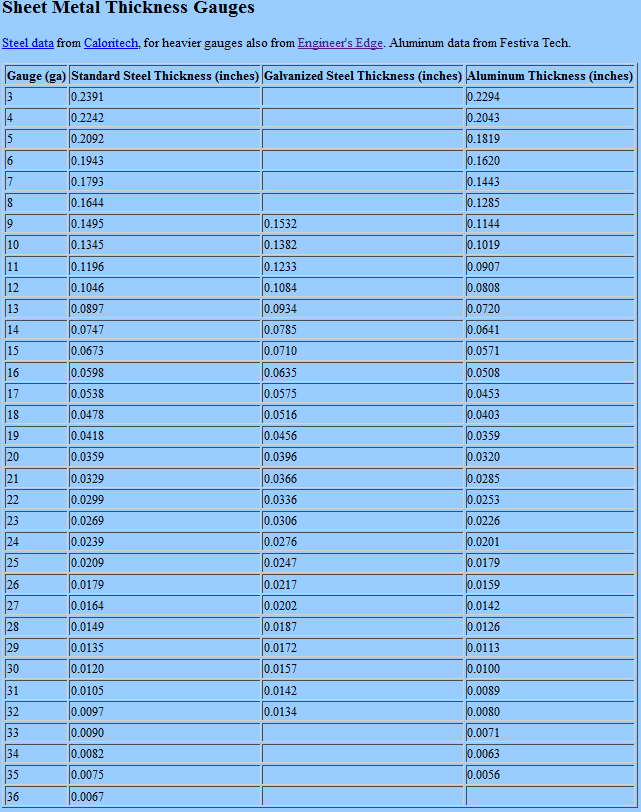
(1) in most cases your working with thin sheet steel, and a mig with .023 wire
will be rather easier to use without burn throughs, but I VASTLY PREFER A DECENT TIG WELDER
(2) it should be obvious that surfaces must be completely free of oil, rust paint etc.
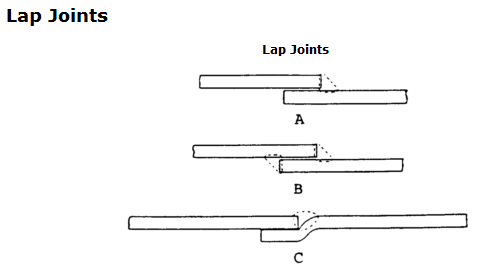
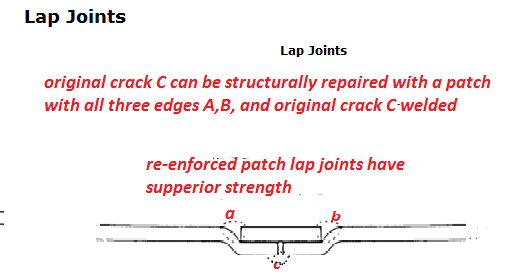
you'll generally have fewer warped panels if you use lap welds, pop rivets and only weld about 1" on a seam, then skip to a different area, then repeat, if you weld continuously panels warp
(3) lap welds are generally preferred vs butt welds

(4) making and test fitting poster board and tape section patterns vs working in sheet metal on the design phase is going to save you hours and lots of cash,
yes that means with the new custom oil pan,
on the engine in the car/truck,
with the oil filter and exhaust etc in place,
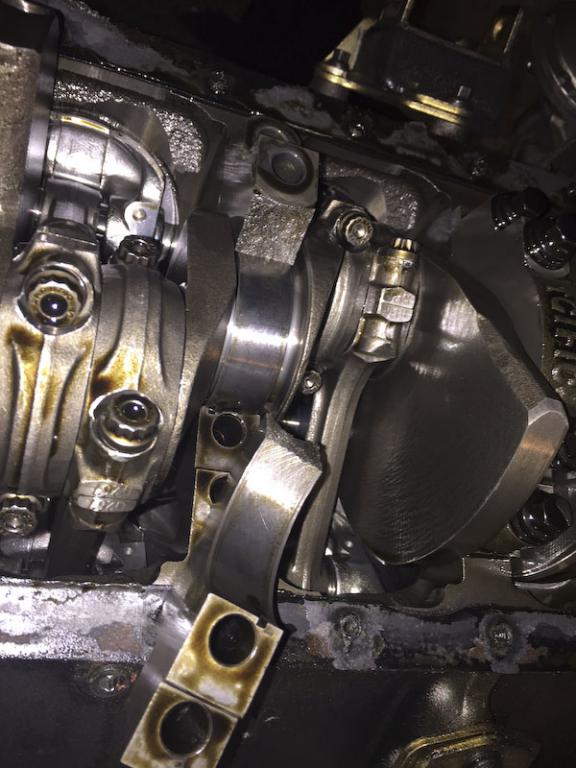
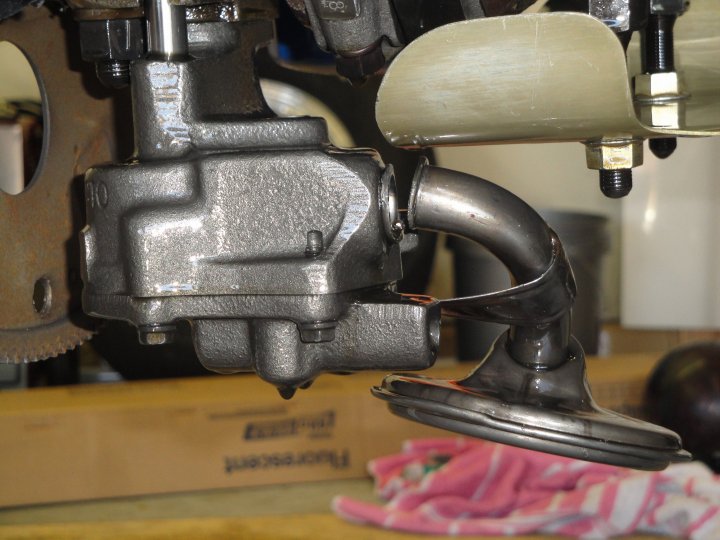
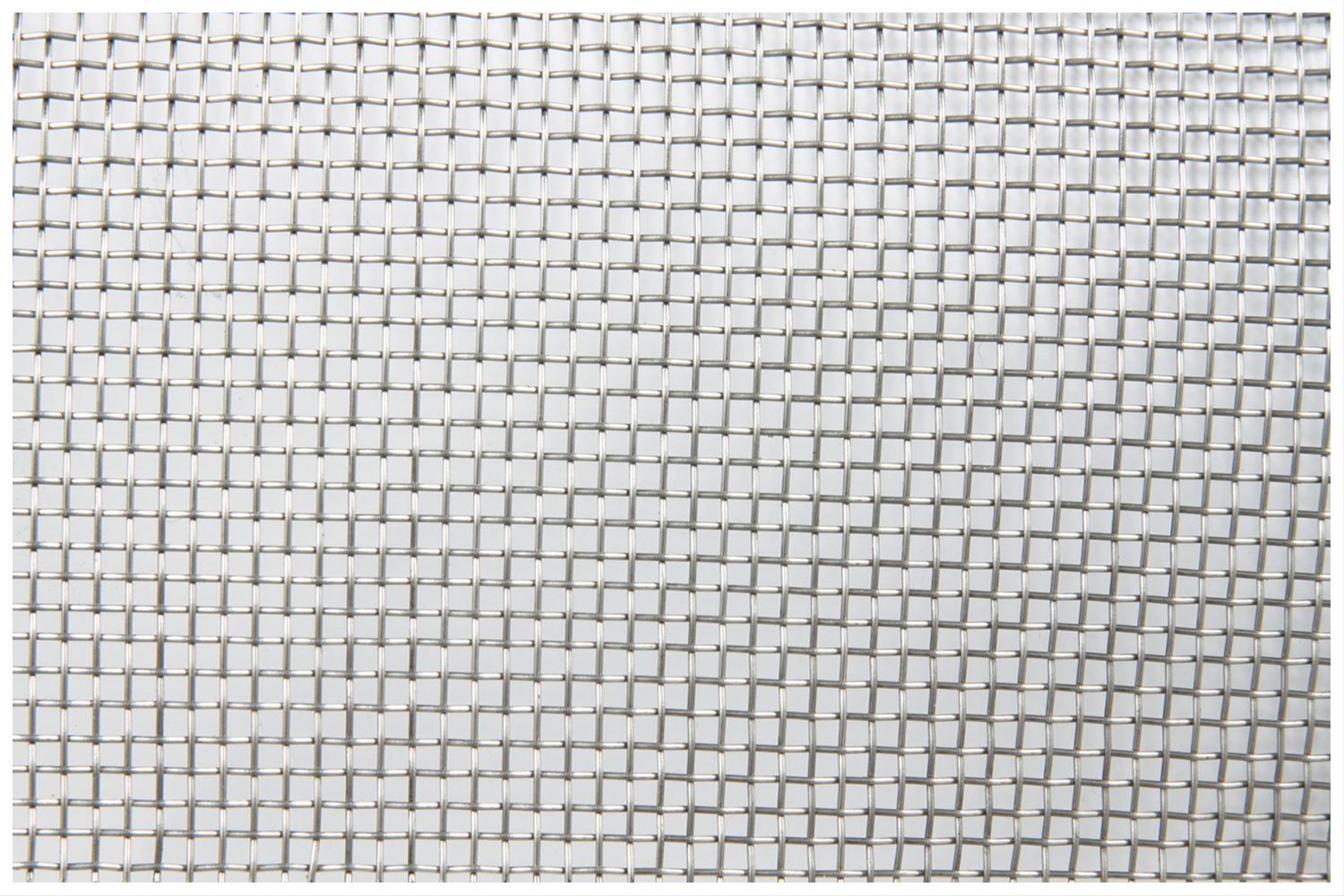
and while you paying attention to ground and suspension component movement and clearance, clutch linkage and transmission and shifter and flywheel clearance, STARTERS< HEADERS< OIL FILTERS, YOUR OIL PUMP AND PICK_UP , YOUR WINDAGE SCREEN AND OIL SLOSH BAFFLES ,MAIN CAPS< RODS CRANK COUNTER WEIGHTS ETC NEED CLEARANCE!

(5)pop rivets to hold sections in place temporarily is generally helpful
(6) air nibblers are helpful
https://www.eastwood.com/ingersoll-rand-ir325b-heavy-duty-air-nibbler.html
https://www.millerwelds.com/resourc...essfully-welding-sheet-metal-with-mig-and-tig
https://garage.eastwood.com/eastwood-chatter/how-to-mig-weld-sheet-metal/
If I had unlimited cash Id be building these or second gen hemis just because I like the design
http://garage.grumpysperformance.co...-early-hemi-my-favorite-engine.491/#post-2592
BTW a few TIPS ON FABRICATING AN OIL PAN
(1) in most cases your working with thin sheet steel, and a mig with .023 wire
will be rather easier to use without burn throughs, but I VASTLY PREFER A DECENT TIG WELDER
(2) it should be obvious that surfaces must be completely free of oil, rust paint etc.
you'll generally have fewer warped panels if you use lap welds, pop rivets and only weld about 1" on a seam, then skip to a different area, then repeat, if you weld continuously panels warp
(3) lap welds are generally preferred vs butt welds
(4) making and test fitting poster board and tape section patterns vs working in sheet metal on the design phase is going to save you hours and lots of cash,
yes that means with the new custom oil pan,
on the engine in the car/truck,
with the oil filter and exhaust etc in place,
and while you paying attention to ground and suspension component movement and clearance, clutch linkage and transmission and shifter and flywheel clearance, STARTERS< HEADERS< OIL FILTERS, YOUR OIL PUMP AND PICK_UP , YOUR WINDAGE SCREEN AND OIL SLOSH BAFFLES ,MAIN CAPS< RODS CRANK COUNTER WEIGHTS ETC NEED CLEARANCE!
(5)pop rivets to hold sections in place temporarily is generally helpful
(6) air nibblers are helpful
https://www.eastwood.com/ingersoll-rand-ir325b-heavy-duty-air-nibbler.html
https://www.millerwelds.com/resourc...essfully-welding-sheet-metal-with-mig-and-tig
https://garage.eastwood.com/eastwood-chatter/how-to-mig-weld-sheet-metal/
Last edited: