running a cast core roller cam on the street with significantly more than MINIMAL spring pressures for the intended application,
IS JUST asking for valve train problems,
but a balance must be maintained, if the valve spring is too weak and allows the cam lobe to throw or loft the lifter at higher rpms so the lifter looses contact and slams back down on the return ramp damage very rapidly will occur, as a result.
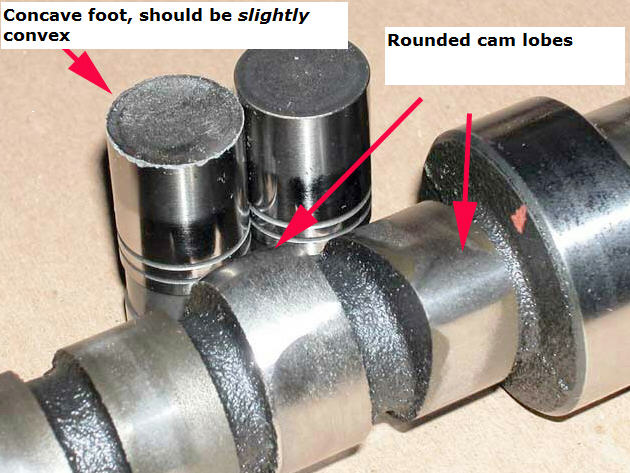
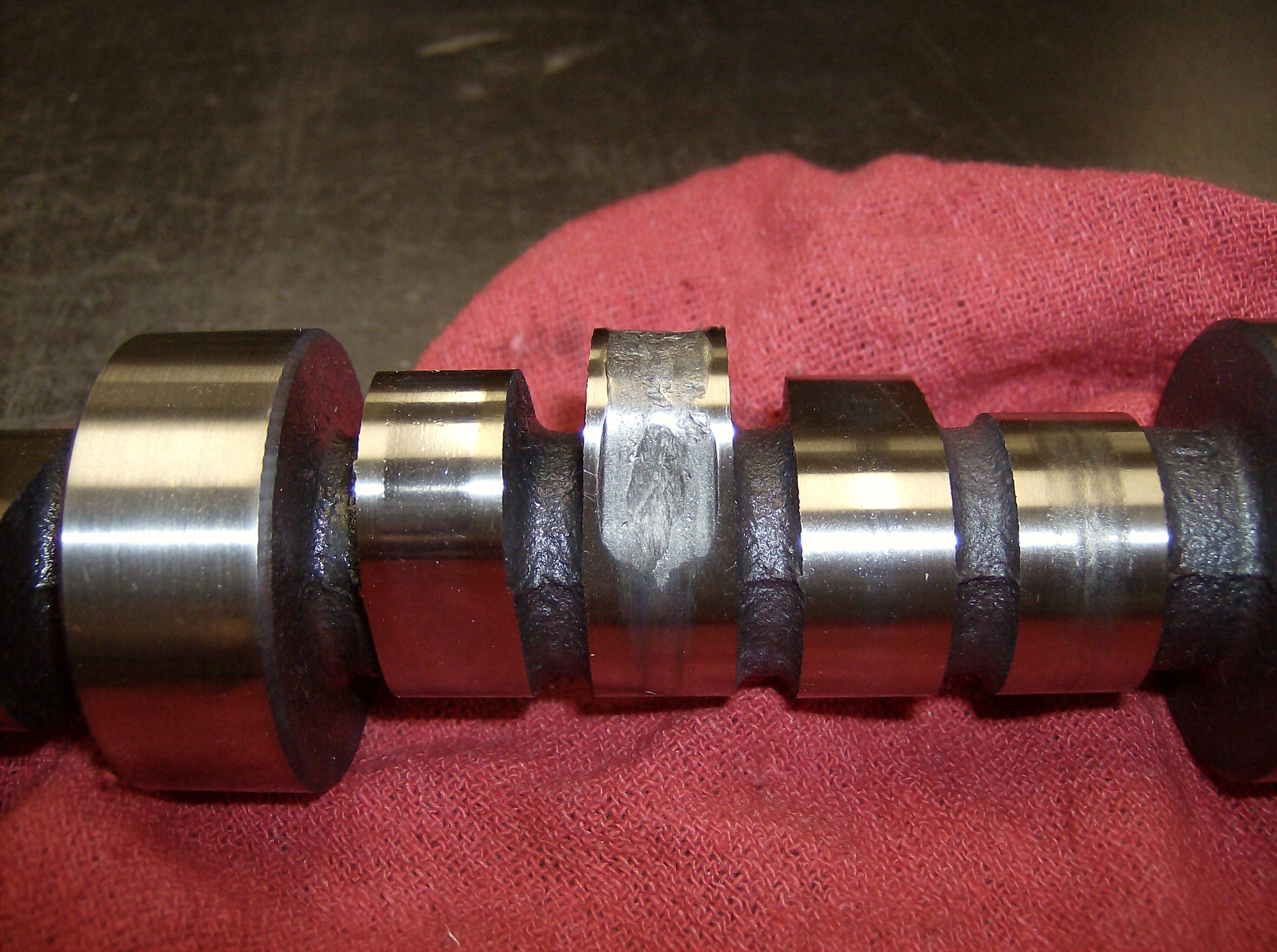
heres a comp cams grind on a cast core failure,(BELOW)
now ANY brand ,of roller cam can fail....but IVE had few (NONE) problems with CRANE,CROWER,ISKY ROLLER CAM components,
when matched components were used, and the components were used with-in the intended rpm range where valve train stability was maintained. and you can vastly improve VALVE TRAIN durability by taking the time and effort ,
to maximize valve train lubrication, oil cooling and checking clearances,
AND VERIFYING CORRECT VALVE TRAIN COMPONENT GEOMETRY AND SPRING LOAD RATES.
you'll generally want to keep peak valve spring loads under about 370lbs-400lbs max on a cast core cam and that's what I usually use,(370 lbs max) (PERHAPS IVE JUST BEEN LUCKY?, or its that I generally build stroker engine combos designed to run under 6500-6700rpm
always ask the cam manufactures tech department about potential options and upgrades, it can be money very well spent
CAST CAM CORES ARE NOT DESIGNED TO HANDLE OVER ABOUT 130lbs SEAT and 400lbs OPEN SPRING LOADS,
The following recommendations are from Erson Cams. If you have questions, you can reach their tech department at 800-641-7920.
Hydraulic Flat Tappet Camshaft: 110 lbs Seat pressure/250-280 lbs open pressure
Solid Flat Tappet Camshaft: 130 lbs Seat Pressure/300-325 lbs open pressure
Hydraulic Roller Camshaft: 130-140 lbs Seat Pressure/300- 355 lbs open pressure
Solid Roller Camshaft: (Minimum Safe Pressures DEPEND ON SEVERAL FACTORS)
Up to .600Ë valve lift: 200-235 lbs Seat Pressure/600 lbs open pressure
Over .600Ë valve lift: 250-280 lbs Seat pressure /100 lbs pressure for every .100Ë of valve lift
YOU NEED A BILLET CAM CORE FOR DURABILITY IF THOSE LIMITS ARE EXCEEDED, KEEP IN MIND that the spring rated at 400 lbs at max lift may never reach that load rate if the lobe lift never reaches that rated load, and some company heat treat and surface harden cast cam lobes so they are marginally stronger, Its a darn good idea to ask your cam supplier if they suggest a billet cam core at the spring load levels you intend to use and at the intended RPM limits, keep in mind that, if you rev a roller cam high enough that the roller lifters loft or loose contact with the lobe surface it will rapidly induce excessive impact stress and wear, with lobe and lifter failure frequently resulting in valve train failure!
BTW if your running a flat tappet cam INSIST ON A P55 core, to have it ground on as they are far more durable than the cheaper cores
GRUMPY?, can I buy and use, lets say a brand x hydraulic roller cam and them use brand Y hydraulic roller lifters, without problems
read this link
http://www.engineprofessional.com/articles/EPQ215_18-38.pdf
 it only takes a few seconds running a new engine for an improperly installed cam , lifters and valve train, during the break-in process to generate teaspoons of metallic trash that ,once in the engine oil flow ,rapidly destroys bearings if the clearances ,spring load rates or valve train geometry is wrong
it only takes a few seconds running a new engine for an improperly installed cam , lifters and valve train, during the break-in process to generate teaspoons of metallic trash that ,once in the engine oil flow ,rapidly destroys bearings if the clearances ,spring load rates or valve train geometry is wrong
Id suspect most people that have run a roller cam have at one time used a different brand of lifter, I know lots of people use chevy roller lifters on aftermarket cams for example, the problem is usually not in compatibility, as most of them use similar materials etc, but the problem can be in your warranty, or the spring pressures the parts are designed to work with, as sure as the sunrise if your cam or lifter fails the parts manufacturers first response will be to ask if you used their lifters and springs, and verified the clearances and lifter, lubrication and valve train geometry, and if any component was not used with the cam by the same supplier you can bet your warranty useless, I find that rather funny as I know that in a few cases the same lifters are re-branded or similar lifters are made and sold to several cam suppliers by the same manufacturer.
its usually best to follow the cam manufacturers suggestions simply because they usually put a good deal of R&D time into making sure the products durability won,t give them any bad press.
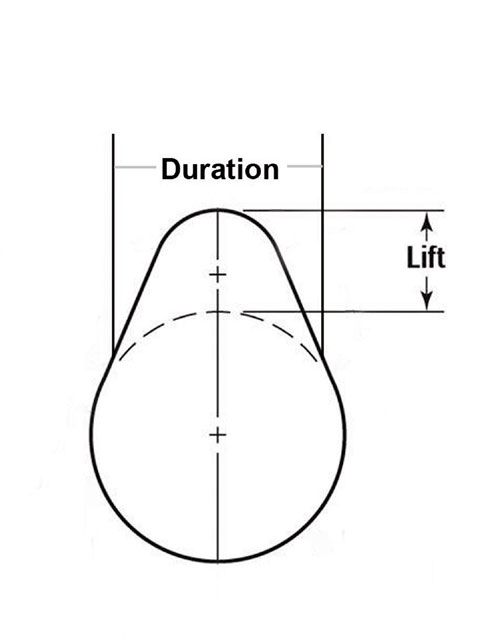
Isky claims that the Comp XE cams violate the 47.5% rule. The 47.5% rule applies to flat tappet cams for SBCs with 1.5 rockers but the concept is still the same for other configurations where the designs are "on the edge" or "over the edge" for lobe intensity. For 1.5 ratio SBCs, the duration at .050 must exceed 47.5% of the total valve lift or your asking valve train problems. For example, take a Comp Cams Magnum 280H, with 230 duration and, 480 lift...230/.480 = 47.9% which exceeds 47.5% therefore would not pose a threat to components. We do not regularly hear about the older, safer HE and Magnum designs rounding off lobes anywhere near as often as the XE cam designs. Unfortunately, some of the Comp Cams XE dual pattern lobes break this 47.5% rule on the intake side so they are likely to be problematic. The design has "steeper" ramps that are too quick for durability and reliability according to other cam manufacturers. They will wipe lobes in a heart beat especially if you have not followed the proper break-in procedure. Other designs are more forgiving during break-in and less likely to fail.
READ THRU THE LINK AND SUB LINKS







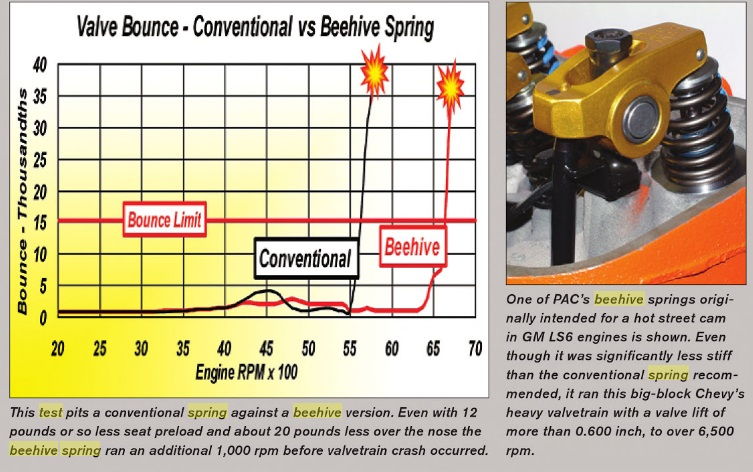
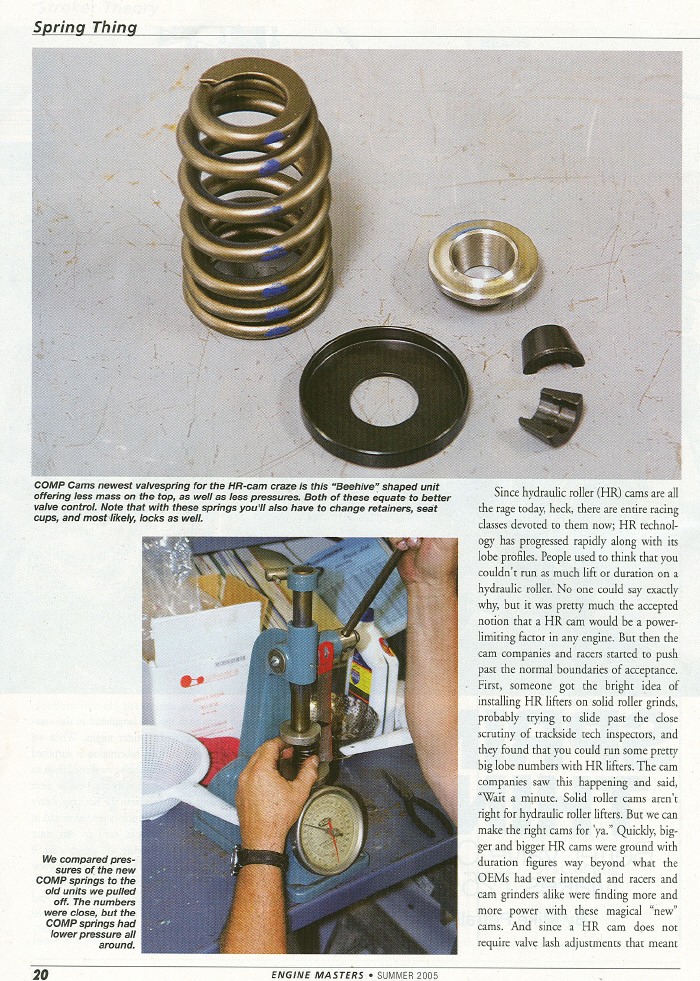
BEEHIVE SPRINGS GIVE A GOOD DEAL MORE ROCKER TO RETAINER CLEARANCE
preventing cam & lifter break-in failures
http://garage.grumpysperformance.co...et-lifters-and-cam-core-specs.2166/#post-5840
http://www.hotrod.com/how-to/engine/ctr ... ubricants/
it should be rather obvious that there's options,you'll chose in both valve train components and lubricants, cam failures are usually the result of incorrect CLEARANCES or too much SPRING PRESSURE or LACK of ADEQUATE LUBRICATION,USE DECENT MOLY CAM LUBE, and decent quality oil, adding MAGNETS to trap metallic CRUD HELPS, if your not getting constant oil flow from each rocker /push rod at idle theres something wrong and that needs to be checked
http://www.gmpartsdirect.com/results.cfm?partnumber=EOS
http://www.gmpartsdirect.com/results.cf ... number=EOS
http://www.superchevy.com/how-to/148-0307-converting-hydraulic-roller-cam
viewtopic.php?f=52&t=399
viewtopic.php?f=52&t=181
viewtopic.php?f=52&t=1489
viewtopic.php?f=52&t=528
viewtopic.php?f=52&t=6237
viewtopic.php?f=52&t=1005
viewtopic.php?f=52&t=4957
http://www.jesel.com/valvetrain/index.p ... rs/tie-bar
viewtopic.php?f=67&t=11060
keep in mind in most cases higher valve spring pressures don,t tend to make the engine significantly harder to spin because theres an equal number of valves closing at the same time there are valves opening ,thus much of the increased force or load is off set, but the stress on the lifters and cam lobes, and lifter contact points on the lobes IS increased, so a billet cam core is a nearly mandatory choice at above about 400 ft lbs of valve spring pressure for long term durability and with the faster acceleration rates on most roller cam lobe designs the higher pressures become mandatory to maintain high rpm valve train stability, if you loft a roller lifter valve train,at high rpms, under valve float conditions it frequently and rapidly leads to valve train failures, so verify the required valve springs and clearances with the cam and cylinder head manufacturers before installation[/b]
CROWER AND ISKY sell decent lifters,
http://garage.grumpysperformance.com/index.php?threads/lifter-weights-and-its-effect-on-rpm.16731/
ERSON SELLS MOREL LIFTERS
http://www.pbmperformance.com/store.php?catId=420
http://www.superchevy.com/how-to/148-0307-converting-hydraulic-roller-cam/
Ive used them without problems, ERSON sells them, in fact the last couple engines I built Ive used the ERSON lifters MADE BY MOREL,but keep in mind the cam lobe design and spring load rates have a great deal to do with the lifter life span along with the oil flow rates. the more aggressive the lobe design and the higher the spring loads the lower the lifter and cams expected life span will be, especially if you get up into valve control issue inducing rpm ranges,
factors like spring bind, valve float, lack of constant oil flow rates, or the wrong spring pressure will rapidly cause lobe failures




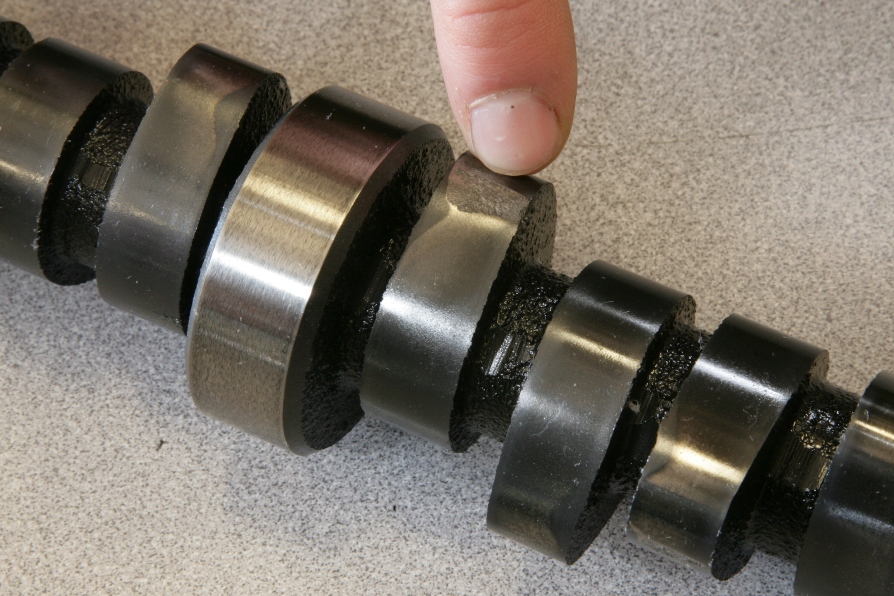
keep in mind roller cam wear tends to occur over time, and usually theres obvious signs of wear that indicate things are about to degrade so anytime you get the chance inspect the components for those wear indications as it might allow you to replace defective parts before things get expensive
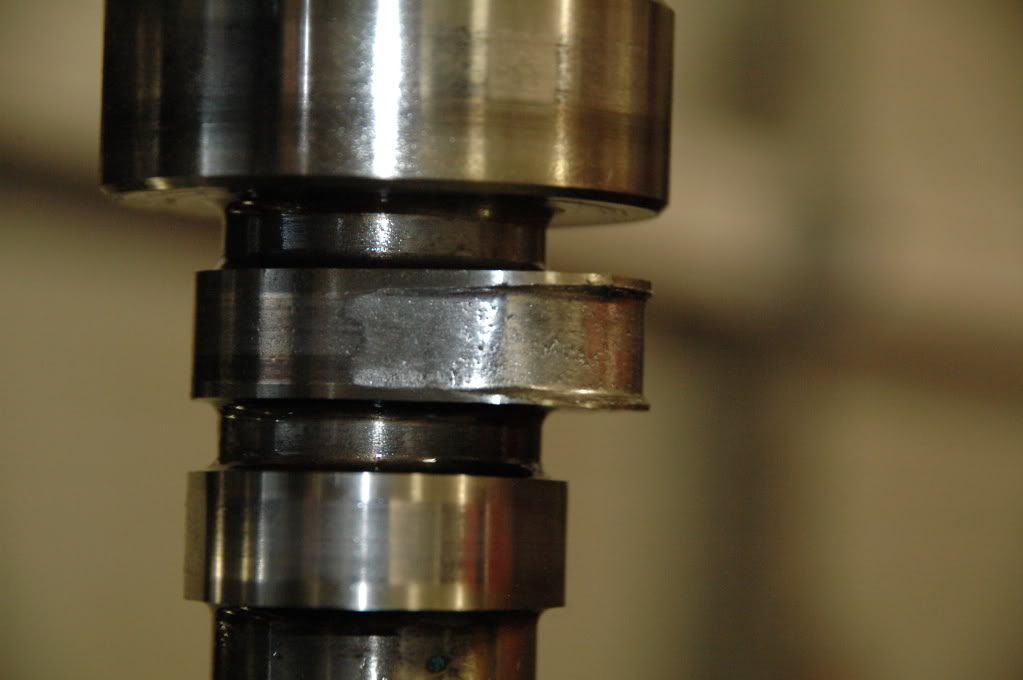
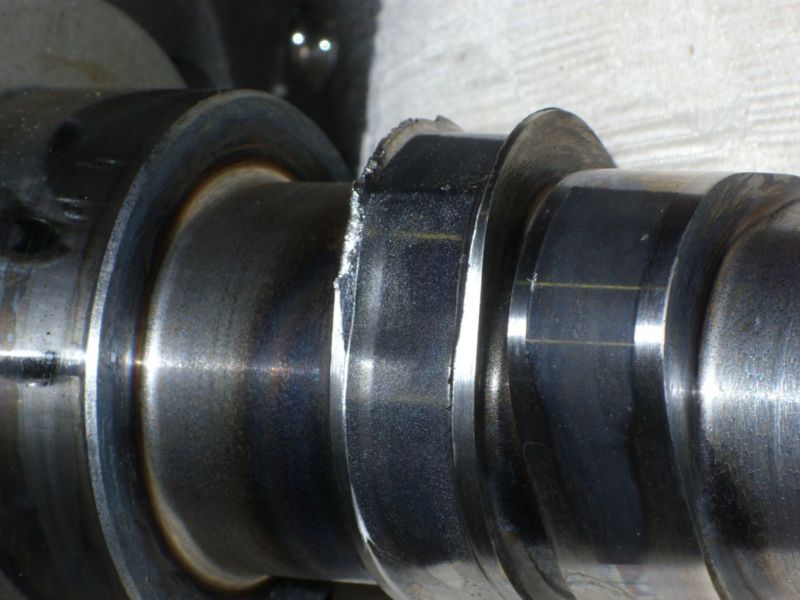
high spring loads don,t play well with roller cams over long term use, heres a very clear example of why you should only use Billet cam cores with roller cams having over about 320 lbs of spring pressure and why you MUST verify valve train geometry and clearances.
cast cam cores tend to wear and fail faster than hardened billet cores, under high stress






I think you'll find the CRANE/ISKY/CROWER parts significantly better made. you may also want to do what I do on most blocks...

http://store.summitracing.com/partdetail.asp?autofilter=1&part=CCA-5003&N=700+4294925139+400114+1005+115&autoview=sku
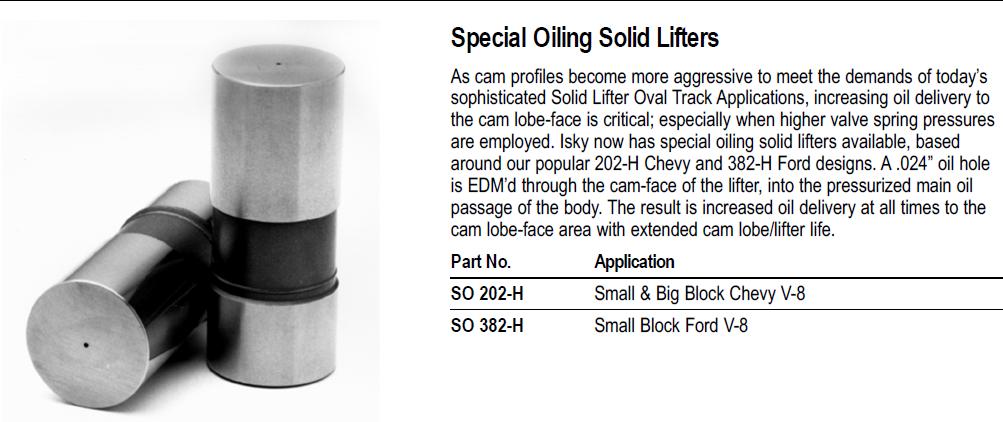
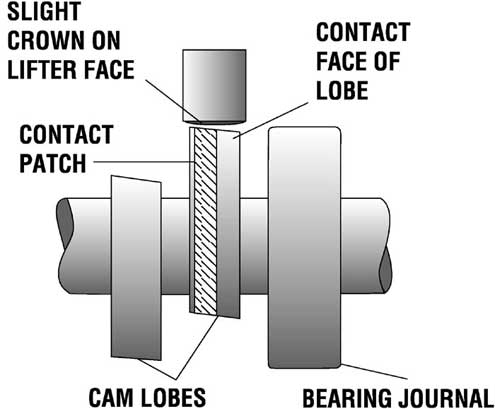
use this tool to significantly increase the oil flow on the cam lobes (look on page 334)
http://www.compcams.com/technical/Catalogs/106-07/330-343.pdf
viewtopic.php?f=52&t=282&hilit=lube%E2%80%A6
isky vs comp roller lifters, notice the much smaller comp cams axle size, and how much wider the oil band is, on the comp the lifter oil band ,
theres advantages and dis-advantages to each design, small differences can make a big difference in durability
bits of flat tappet cam break-in info
http://www.compcams.com/Community/Artic ... 1578676008
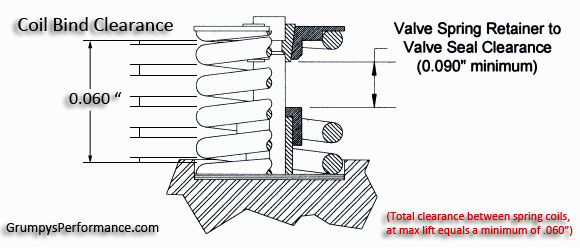
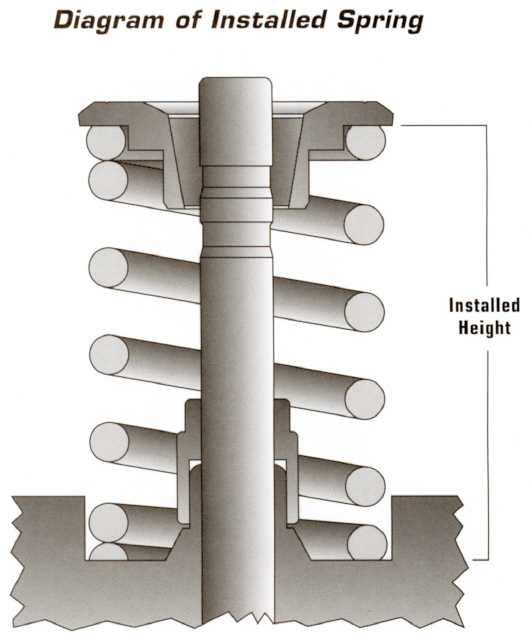
The following Mechanical operating clearances must always be verified to ensure proper operation of the camshaft:
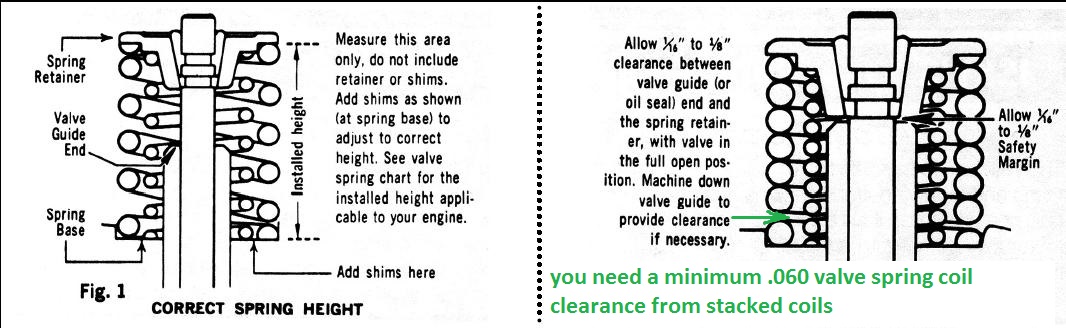
Spring coil bind clearance
Retainer to seal/valve guide boss clearance
Piston to valve clearance
Rocker arm slot to stud clearance
Camshaft end play
Distributor shaft and gear end play
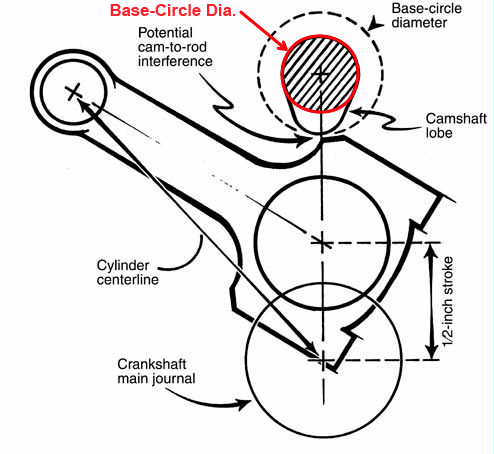
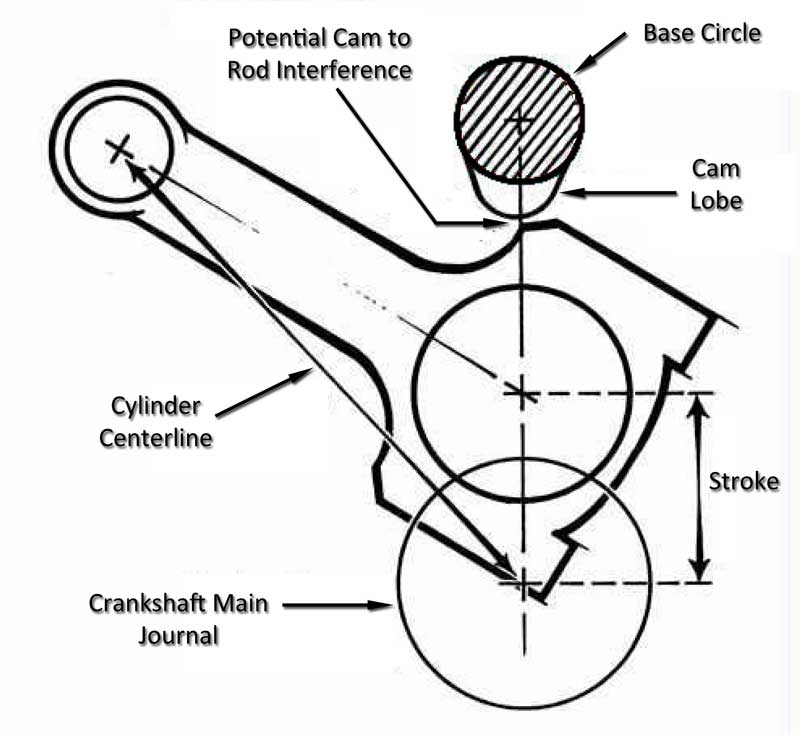
Connecting rod to cam clearance
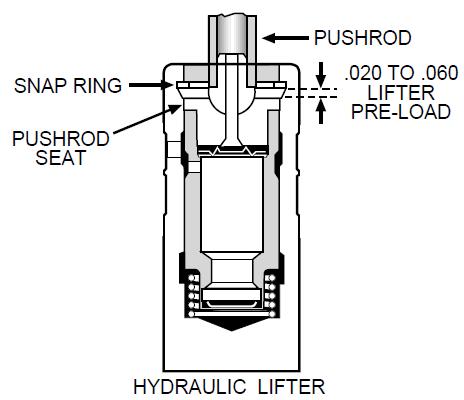
Proper hydraulic lifter pre-load or lash clearance
Proper valve train geometry
proper spring load rates
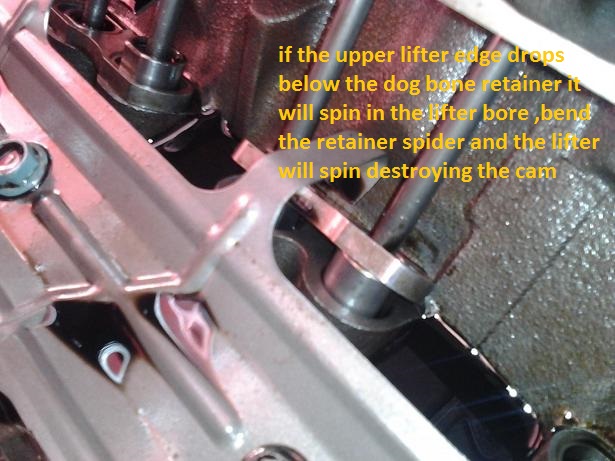
rocker to retainer clearance
a decent BILLET cam core, proper valve train geometry, moderate spring pressures and quality roller lifters will prevent a great deal of cam lobe wear issues
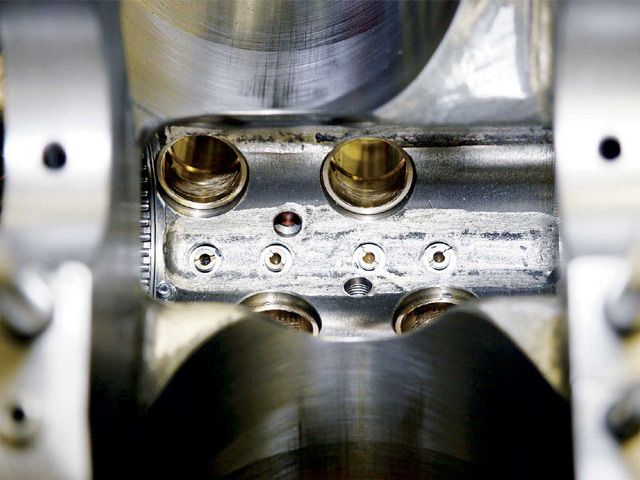
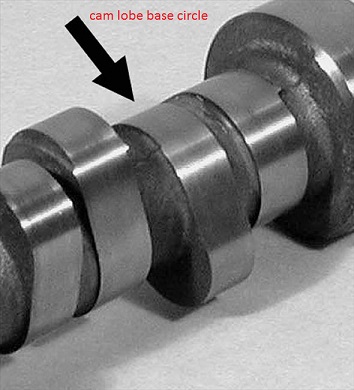
these are both cast core cams (look between the lobes) the dark surface is a flat tappet cam lobe coating, the polished is a roller cam

its been my experience that many cam failures are related to clearance issues or lack of correct lubrication far more than the use of the less than ideal spring load rates.
you might be amazed at the number of guys I see who install valve springs, even shim them to the correct height but never check the retainer to guide clearance,valve seals or valve train geometry, or bother to verify the oil flow thru the valve train, on all 16 rockers
and adding a few of the correct magnets traps almost all the metallic crud from worn lifters and lobes BEFORE it gets into the oil pump
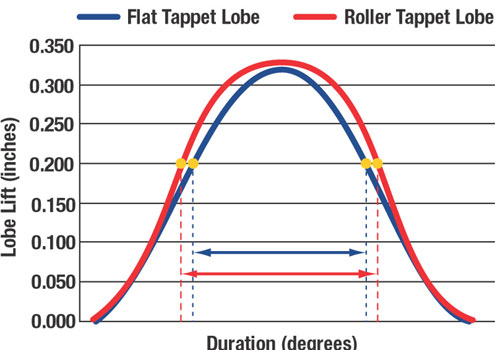
keep in mind that some roller lifter cam lobes tend to have rather aggressive ramps to open the valves faster and hold them open longer
LINKS YOU NEED TO READ THRU
viewtopic.php?f=52&t=282
viewtopic.php?f=52&t=4680&p=12650#p12650
viewtopic.php?f=52&t=181
viewtopic.php?f=52&t=2166&p=5840#p5840
http://www.nitemareperformance.150m.com/ZDDP.html
viewtopic.php?f=52&t=10696&p=46481#p46481
you should also keep in mind that a roller cam valve train with the same lift and duration can provide a good deal more port flow and resulting power.
If your ordering any cam, be very sure you explain what year block and what cylinder heads will be used as there are differences in the cams. between early and later SBC, block s and the cams they require,and on big blocks theres similar issues, a mark VI cam is different from a MARK IV cam
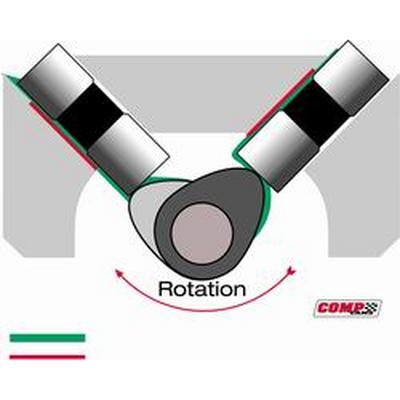
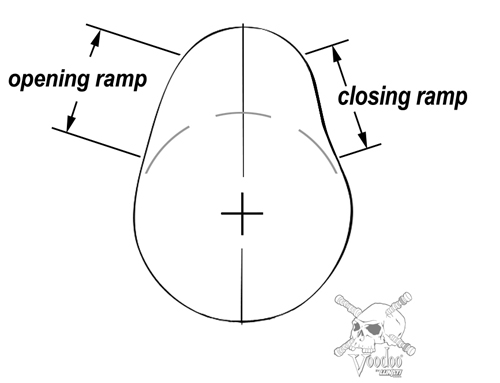
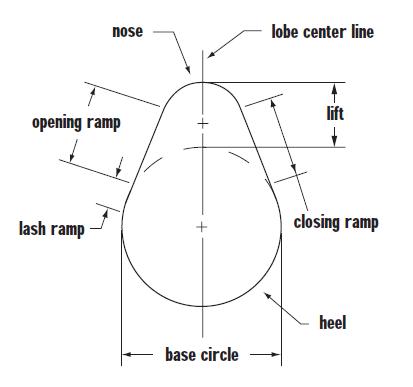
 its NOT TYPICAL on the cheaper cams but its NOT hardly what you might call rare on cams that try to basically maximize results, and the current roller cam designs, because if you think about it the lobe is forced open as the roller rolls up and over the cam lobe but only spring pressure returns the valve most of the way to the cylinder head seat and they don,t want it to slam down and bounce so the lobe designs can be ground differently.An Asymmetrical cam has opening and closing ramps that are unlike and unequal. This profiles usually found on high performance cams and offers a high velocity opening and a lower velocity closing ramp in order to snap the valve open quickly and then set it back down more gently.
its NOT TYPICAL on the cheaper cams but its NOT hardly what you might call rare on cams that try to basically maximize results, and the current roller cam designs, because if you think about it the lobe is forced open as the roller rolls up and over the cam lobe but only spring pressure returns the valve most of the way to the cylinder head seat and they don,t want it to slam down and bounce so the lobe designs can be ground differently.An Asymmetrical cam has opening and closing ramps that are unlike and unequal. This profiles usually found on high performance cams and offers a high velocity opening and a lower velocity closing ramp in order to snap the valve open quickly and then set it back down more gently.
roller cam lobe designs are more complex than flat tapper cam lobes simply because the roller lifter allows much more precise valve open and timing events,
lobes on a roller cam,are generally asymmetrical, in the better roller cam lobe designs,
as its more important to open the valve fast, to maximize cylinder fill rates,
but reduce the valve seating/sealing, timing velocity, too prevent the valve bouncing off the seat as or after its closed,
this factor helps stabilize cylinder scavenging and valve train durability,
and stability but should not effect the software dyno results


roller cams are in most case's potentially, much superior to non-roller cams in that they can,
provide potential greater effective duration and lift, with less friction losses.
(assuming you do your homework and select a well matched cam and components matching the engines requirements, compression, gearing etc.)
but you can't use the same valve springs,on the heads,valve train geometry differes signficantly, push rods are shorter, . as the roller lifter's are taller and heavier, the combo of components required to swap from flat tappet to full roller can become rather expensive, $1000-$1500 easily once you get the valve springs push rods roller lifters, billet cam core and ideally roller rockers.
for that, cost, the added roller valve train and roller rockers, etc. youll generally gain an additional 25-35 added horse power over a similar duration flat tappet version due to more effective volumetric efficierncy and reduced friction.
considering the average
thus its common to get 25-30 hp from a flat tapet performance cam upgrade and maybe 45-65 hp from a roller cam valve train upgrade View attachment 105252
View attachment 105251
View attachment 105253
http://garage.grumpysperformance.co...mmendation-from-erson-compared-w-crower.4530/
http://garage.grumpysperformance.co...-the-extra-cost-vs-a-flat-tappet-design.3802/
The main reason most solid roller lifters fail in street use, is NOT,
in most cases, the fault of the cams or lifters , its generally related too one of several install, screw-ups
(1) use of very high spring load rates
most people buy solid roller lifters and install them with valve spring load rates,
that are designed to allow 7000-9000 rpm
for some reason, people just seem to think... solid roller, I can reve these into the
stratosphere, stress is cumulative,
if you add 50% more valve spring loads and add a couple hundred, too 2 thousand extra rpm, your tripling or quadrupling the stress
use,and abuse parts they fail, the more abuse the greater the stress,
if the cams were used with the lower valve spring load rates and correct clearances similar to hydraulic roller lifters,
AND used with an ignition reve limiter that kept the engine under about 7000 rpm,
they would have an expected longevity similar to the hydraulic roller lifters
(2)
lack of valve train control, the higher valve spring load rates, generally suggested with solid roller cams,
generally REQUIRE
rocker stud girdles, and better quality valve train parts like rockers, pushrods, retainers etc.
that extra valve spring load rate matched to a more aggressive cam lobe acceleration rate
but with lighter weight roller lifters does put a significant increase in stress on the valve springs, rockers etc.
use hydraulic roller lifter valve spring load rates, limit the rpms to less than 7000 rpm,
and the lighter weight solid lifter actually induce less inertial impact stress
(3)
failure to understand that if you float the valves on a solid roller valve train, your putting extreme stress on the components
(4)
cast core cams will eventually wear, you must run a billet cam core, if long term durability is critical
IS JUST asking for valve train problems,
but a balance must be maintained, if the valve spring is too weak and allows the cam lobe to throw or loft the lifter at higher rpms so the lifter looses contact and slams back down on the return ramp damage very rapidly will occur, as a result.
heres a comp cams grind on a cast core failure,(BELOW)
now ANY brand ,of roller cam can fail....but IVE had few (NONE) problems with CRANE,CROWER,ISKY ROLLER CAM components,
when matched components were used, and the components were used with-in the intended rpm range where valve train stability was maintained. and you can vastly improve VALVE TRAIN durability by taking the time and effort ,
to maximize valve train lubrication, oil cooling and checking clearances,
AND VERIFYING CORRECT VALVE TRAIN COMPONENT GEOMETRY AND SPRING LOAD RATES.
you'll generally want to keep peak valve spring loads under about 370lbs-400lbs max on a cast core cam and that's what I usually use,(370 lbs max) (PERHAPS IVE JUST BEEN LUCKY?, or its that I generally build stroker engine combos designed to run under 6500-6700rpm
always ask the cam manufactures tech department about potential options and upgrades, it can be money very well spent
CAST CAM CORES ARE NOT DESIGNED TO HANDLE OVER ABOUT 130lbs SEAT and 400lbs OPEN SPRING LOADS,
The following recommendations are from Erson Cams. If you have questions, you can reach their tech department at 800-641-7920.
Hydraulic Flat Tappet Camshaft: 110 lbs Seat pressure/250-280 lbs open pressure
Solid Flat Tappet Camshaft: 130 lbs Seat Pressure/300-325 lbs open pressure
Hydraulic Roller Camshaft: 130-140 lbs Seat Pressure/300- 355 lbs open pressure
Solid Roller Camshaft: (Minimum Safe Pressures DEPEND ON SEVERAL FACTORS)
Up to .600Ë valve lift: 200-235 lbs Seat Pressure/600 lbs open pressure
Over .600Ë valve lift: 250-280 lbs Seat pressure /100 lbs pressure for every .100Ë of valve lift
YOU NEED A BILLET CAM CORE FOR DURABILITY IF THOSE LIMITS ARE EXCEEDED, KEEP IN MIND that the spring rated at 400 lbs at max lift may never reach that load rate if the lobe lift never reaches that rated load, and some company heat treat and surface harden cast cam lobes so they are marginally stronger, Its a darn good idea to ask your cam supplier if they suggest a billet cam core at the spring load levels you intend to use and at the intended RPM limits, keep in mind that, if you rev a roller cam high enough that the roller lifters loft or loose contact with the lobe surface it will rapidly induce excessive impact stress and wear, with lobe and lifter failure frequently resulting in valve train failure!
BTW if your running a flat tappet cam INSIST ON A P55 core, to have it ground on as they are far more durable than the cheaper cores
GRUMPY?, can I buy and use, lets say a brand x hydraulic roller cam and them use brand Y hydraulic roller lifters, without problems
read this link
http://www.engineprofessional.com/articles/EPQ215_18-38.pdf
Id suspect most people that have run a roller cam have at one time used a different brand of lifter, I know lots of people use chevy roller lifters on aftermarket cams for example, the problem is usually not in compatibility, as most of them use similar materials etc, but the problem can be in your warranty, or the spring pressures the parts are designed to work with, as sure as the sunrise if your cam or lifter fails the parts manufacturers first response will be to ask if you used their lifters and springs, and verified the clearances and lifter, lubrication and valve train geometry, and if any component was not used with the cam by the same supplier you can bet your warranty useless, I find that rather funny as I know that in a few cases the same lifters are re-branded or similar lifters are made and sold to several cam suppliers by the same manufacturer.
its usually best to follow the cam manufacturers suggestions simply because they usually put a good deal of R&D time into making sure the products durability won,t give them any bad press.
Isky claims that the Comp XE cams violate the 47.5% rule. The 47.5% rule applies to flat tappet cams for SBCs with 1.5 rockers but the concept is still the same for other configurations where the designs are "on the edge" or "over the edge" for lobe intensity. For 1.5 ratio SBCs, the duration at .050 must exceed 47.5% of the total valve lift or your asking valve train problems. For example, take a Comp Cams Magnum 280H, with 230 duration and, 480 lift...230/.480 = 47.9% which exceeds 47.5% therefore would not pose a threat to components. We do not regularly hear about the older, safer HE and Magnum designs rounding off lobes anywhere near as often as the XE cam designs. Unfortunately, some of the Comp Cams XE dual pattern lobes break this 47.5% rule on the intake side so they are likely to be problematic. The design has "steeper" ramps that are too quick for durability and reliability according to other cam manufacturers. They will wipe lobes in a heart beat especially if you have not followed the proper break-in procedure. Other designs are more forgiving during break-in and less likely to fail.
READ THRU THE LINK AND SUB LINKS
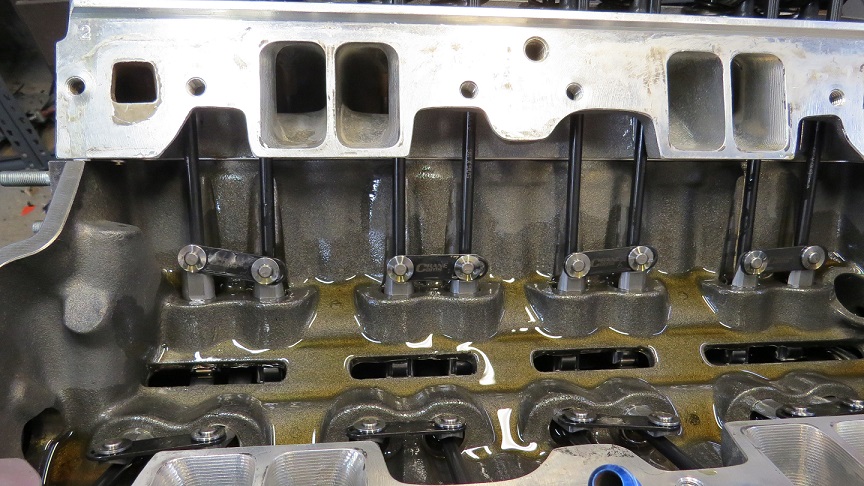
BEEHIVE SPRINGS GIVE A GOOD DEAL MORE ROCKER TO RETAINER CLEARANCE
preventing cam & lifter break-in failures
http://garage.grumpysperformance.co...et-lifters-and-cam-core-specs.2166/#post-5840
http://www.hotrod.com/how-to/engine/ctr ... ubricants/
it should be rather obvious that there's options,you'll chose in both valve train components and lubricants, cam failures are usually the result of incorrect CLEARANCES or too much SPRING PRESSURE or LACK of ADEQUATE LUBRICATION,USE DECENT MOLY CAM LUBE, and decent quality oil, adding MAGNETS to trap metallic CRUD HELPS, if your not getting constant oil flow from each rocker /push rod at idle theres something wrong and that needs to be checked
http://www.gmpartsdirect.com/results.cfm?partnumber=EOS
http://www.gmpartsdirect.com/results.cf ... number=EOS
http://www.superchevy.com/how-to/148-0307-converting-hydraulic-roller-cam
viewtopic.php?f=52&t=399
viewtopic.php?f=52&t=181
viewtopic.php?f=52&t=1489
viewtopic.php?f=52&t=528
viewtopic.php?f=52&t=6237
viewtopic.php?f=52&t=1005
viewtopic.php?f=52&t=4957
http://www.jesel.com/valvetrain/index.p ... rs/tie-bar
viewtopic.php?f=67&t=11060
keep in mind in most cases higher valve spring pressures don,t tend to make the engine significantly harder to spin because theres an equal number of valves closing at the same time there are valves opening ,thus much of the increased force or load is off set, but the stress on the lifters and cam lobes, and lifter contact points on the lobes IS increased, so a billet cam core is a nearly mandatory choice at above about 400 ft lbs of valve spring pressure for long term durability and with the faster acceleration rates on most roller cam lobe designs the higher pressures become mandatory to maintain high rpm valve train stability, if you loft a roller lifter valve train,at high rpms, under valve float conditions it frequently and rapidly leads to valve train failures, so verify the required valve springs and clearances with the cam and cylinder head manufacturers before installation[/b]
CROWER AND ISKY sell decent lifters,
http://garage.grumpysperformance.com/index.php?threads/lifter-weights-and-its-effect-on-rpm.16731/
ERSON SELLS MOREL LIFTERS
http://www.pbmperformance.com/store.php?catId=420
http://www.superchevy.com/how-to/148-0307-converting-hydraulic-roller-cam/
Ive used them without problems, ERSON sells them, in fact the last couple engines I built Ive used the ERSON lifters MADE BY MOREL,but keep in mind the cam lobe design and spring load rates have a great deal to do with the lifter life span along with the oil flow rates. the more aggressive the lobe design and the higher the spring loads the lower the lifter and cams expected life span will be, especially if you get up into valve control issue inducing rpm ranges,
factors like spring bind, valve float, lack of constant oil flow rates, or the wrong spring pressure will rapidly cause lobe failures
keep in mind roller cam wear tends to occur over time, and usually theres obvious signs of wear that indicate things are about to degrade so anytime you get the chance inspect the components for those wear indications as it might allow you to replace defective parts before things get expensive
high spring loads don,t play well with roller cams over long term use, heres a very clear example of why you should only use Billet cam cores with roller cams having over about 320 lbs of spring pressure and why you MUST verify valve train geometry and clearances.
cast cam cores tend to wear and fail faster than hardened billet cores, under high stress
I think you'll find the CRANE/ISKY/CROWER parts significantly better made. you may also want to do what I do on most blocks...
http://store.summitracing.com/partdetail.asp?autofilter=1&part=CCA-5003&N=700+4294925139+400114+1005+115&autoview=sku
ford valve train failure, and rather interesting related info
similar issues honestly this first video, might have been made about almost any engine, and most parts, and no brand of parts is flawless, as all parts given enough stress, and time , will eventually fail or wear out! that this happened is not surprising as it might happen in any...
garage.grumpysperformance.com
use this tool to significantly increase the oil flow on the cam lobes (look on page 334)
http://www.compcams.com/technical/Catalogs/106-07/330-343.pdf
viewtopic.php?f=52&t=282&hilit=lube%E2%80%A6
isky vs comp roller lifters, notice the much smaller comp cams axle size, and how much wider the oil band is, on the comp the lifter oil band ,
theres advantages and dis-advantages to each design, small differences can make a big difference in durability
bits of flat tappet cam break-in info
http://www.compcams.com/Community/Artic ... 1578676008
The following Mechanical operating clearances must always be verified to ensure proper operation of the camshaft:
Spring coil bind clearance
Retainer to seal/valve guide boss clearance
Piston to valve clearance
Rocker arm slot to stud clearance
Camshaft end play
Distributor shaft and gear end play
Connecting rod to cam clearance
Proper hydraulic lifter pre-load or lash clearance
Proper valve train geometry
proper spring load rates
rocker to retainer clearance
a decent BILLET cam core, proper valve train geometry, moderate spring pressures and quality roller lifters will prevent a great deal of cam lobe wear issues
these are both cast core cams (look between the lobes) the dark surface is a flat tappet cam lobe coating, the polished is a roller cam
its been my experience that many cam failures are related to clearance issues or lack of correct lubrication far more than the use of the less than ideal spring load rates.
you might be amazed at the number of guys I see who install valve springs, even shim them to the correct height but never check the retainer to guide clearance,valve seals or valve train geometry, or bother to verify the oil flow thru the valve train, on all 16 rockers
and adding a few of the correct magnets traps almost all the metallic crud from worn lifters and lobes BEFORE it gets into the oil pump
keep in mind that some roller lifter cam lobes tend to have rather aggressive ramps to open the valves faster and hold them open longer
LINKS YOU NEED TO READ THRU
viewtopic.php?f=52&t=282
viewtopic.php?f=52&t=4680&p=12650#p12650
viewtopic.php?f=52&t=181
viewtopic.php?f=52&t=2166&p=5840#p5840
http://www.nitemareperformance.150m.com/ZDDP.html
viewtopic.php?f=52&t=10696&p=46481#p46481
you should also keep in mind that a roller cam valve train with the same lift and duration can provide a good deal more port flow and resulting power.
If your ordering any cam, be very sure you explain what year block and what cylinder heads will be used as there are differences in the cams. between early and later SBC, block s and the cams they require,and on big blocks theres similar issues, a mark VI cam is different from a MARK IV cam
roller cam lobe designs are more complex than flat tapper cam lobes simply because the roller lifter allows much more precise valve open and timing events,
lobes on a roller cam,are generally asymmetrical, in the better roller cam lobe designs,
as its more important to open the valve fast, to maximize cylinder fill rates,
but reduce the valve seating/sealing, timing velocity, too prevent the valve bouncing off the seat as or after its closed,
this factor helps stabilize cylinder scavenging and valve train durability,
and stability but should not effect the software dyno results
roller cams are in most case's potentially, much superior to non-roller cams in that they can,
provide potential greater effective duration and lift, with less friction losses.
(assuming you do your homework and select a well matched cam and components matching the engines requirements, compression, gearing etc.)
but you can't use the same valve springs,on the heads,valve train geometry differes signficantly, push rods are shorter, . as the roller lifter's are taller and heavier, the combo of components required to swap from flat tappet to full roller can become rather expensive, $1000-$1500 easily once you get the valve springs push rods roller lifters, billet cam core and ideally roller rockers.
for that, cost, the added roller valve train and roller rockers, etc. youll generally gain an additional 25-35 added horse power over a similar duration flat tappet version due to more effective volumetric efficierncy and reduced friction.
considering the average
thus its common to get 25-30 hp from a flat tapet performance cam upgrade and maybe 45-65 hp from a roller cam valve train upgrade View attachment 105252
View attachment 105251
View attachment 105253
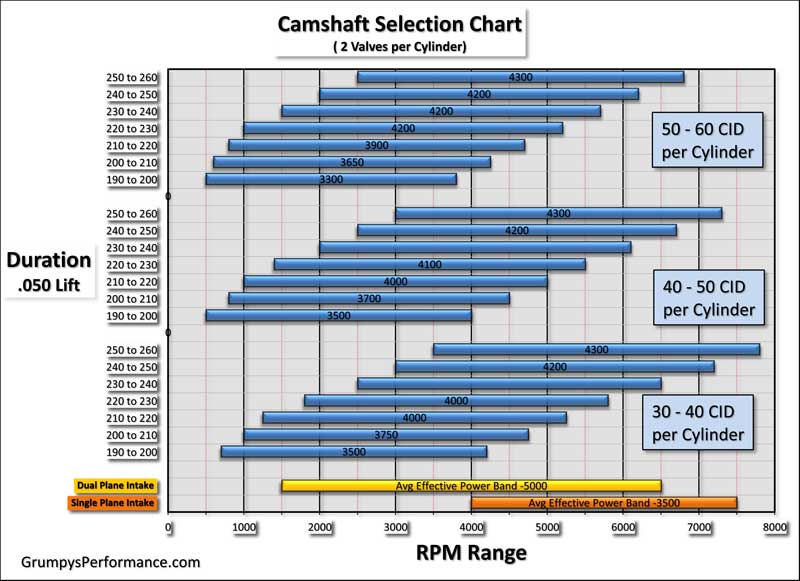
semi fool proof cam sellection
you can start with this, the SIX cam manufacturers POSTED OR LINKED BELOW that have proven to be dependable, the soft ware below might prove useful, so use it to get a base line INFO YOU NEED IF YOUR selecting the correct cam for YOUR combo FIRST!!>>>>>>ANY AND ALL CAM MANUFACTURERS WILL need...
garage.grumpysperformance.com
is a roller cam worth the extra cost vs a flat tappet design
heres some info from COMP CAMS " Flat Tappet vs. Roller Tappet Lifters theres far more than just the cam and lifters required to swap types of cams, if your engines currently equipped with a flat tappet cam your almost sure to need a new timing chain set cam button new push rods obviously a new...
garage.grumpysperformance.com
cast roller cams and high spring pressures don't generally work well
running a cast core roller cam on the street with significantly more than MINIMAL spring pressures for the intended application, IS JUST asking for valve train problems, but a balance must be maintained, if the valve spring is too weak and allows the cam lobe to throw or loft the lifter at...
garage.grumpysperformance.com
sellecting valve springs, and setting up the valve train
How do you determine the spring pressure needed to keep the valves under control for a given lift, duration, and max rpm. It might take you several hours to read thru all the links and sub links but its time very well spent as it could save your engine from destruction and save you thousands of...
garage.grumpysperformance.com
cam wear,articles you need to read
before, you start reading through the thread and links below, Ill point out that I've done the forensics on quite a few failed cams over the years, that guys have brought to my shop and Id say about 60% of the failed cam lobe & lifter problems were traced to a failure to check clearances or...
garage.grumpysperformance.com
http://garage.grumpysperformance.co...mmendation-from-erson-compared-w-crower.4530/
http://garage.grumpysperformance.co...-the-extra-cost-vs-a-flat-tappet-design.3802/
The main reason most solid roller lifters fail in street use, is NOT,
in most cases, the fault of the cams or lifters , its generally related too one of several install, screw-ups
(1) use of very high spring load rates
most people buy solid roller lifters and install them with valve spring load rates,
that are designed to allow 7000-9000 rpm
for some reason, people just seem to think... solid roller, I can reve these into the
stratosphere, stress is cumulative,
if you add 50% more valve spring loads and add a couple hundred, too 2 thousand extra rpm, your tripling or quadrupling the stress
use,and abuse parts they fail, the more abuse the greater the stress,
if the cams were used with the lower valve spring load rates and correct clearances similar to hydraulic roller lifters,
AND used with an ignition reve limiter that kept the engine under about 7000 rpm,
they would have an expected longevity similar to the hydraulic roller lifters
(2)
lack of valve train control, the higher valve spring load rates, generally suggested with solid roller cams,
generally REQUIRE
rocker stud girdles, and better quality valve train parts like rockers, pushrods, retainers etc.
that extra valve spring load rate matched to a more aggressive cam lobe acceleration rate
but with lighter weight roller lifters does put a significant increase in stress on the valve springs, rockers etc.
use hydraulic roller lifter valve spring load rates, limit the rpms to less than 7000 rpm,
and the lighter weight solid lifter actually induce less inertial impact stress
(3)
failure to understand that if you float the valves on a solid roller valve train, your putting extreme stress on the components
(4)
cast core cams will eventually wear, you must run a billet cam core, if long term durability is critical
Last edited by a moderator: