heres a few basic tips from experience doing this a few times
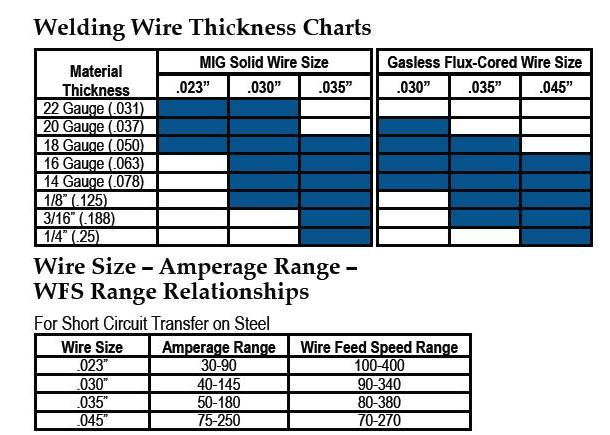
a good quality 130-140 amp MIG is almost ideal for body sheet metal welding jobs,its a darn good choice if your unlikely to use it on much more than auto sheet steel, and rarely over about 3/16" thick metal
much superior to the cheap flux core wire welders I see a few guys using.
http://garage.grumpysperformance.com/index.php?threads/under-car-safety.26/
http://garage.grumpysperformance.com/index.php?threads/floor-pan-replacement.10917/#post-47897
http://garage.grumpysperformance.com/index.php?threads/welding-in-new-floor-pan.10735/
http://garage.grumpysperformance.com/index.php?threads/welding-auto-sheet-metal.4604/
http://garage.grumpysperformance.co...eresting-tool-for-auto-body-panel-work.12571/
http://garage.grumpysperformance.com/index.php?threads/pop-rivet-tools.2750/#post-46136





https://www.accessiblesystems.com/bul/4ke/4ked01.php
http://www.welders-direct.com/mm5/m...t_Code=THA-W1003141&Attributes=Yes&Quantity=1
http://www.welders-direct.com/mm5/m...e_Code=WD&Product_Code=907612&Category_Code=M
https://www.weldingmart.com/lincoln-power-mig-140c-k2471-2
Ive used a friends lincoln mig several times on body sheet metal at his shop with good results, but remember as you turn the amps up the duty cycle goes down and the cool down time between welding sessions increases

http://www.welders-direct.com/mm5/m..._Code=WD&Product_Code=K2471-2&Category_Code=L
keep in mind shield gas and wire selection,
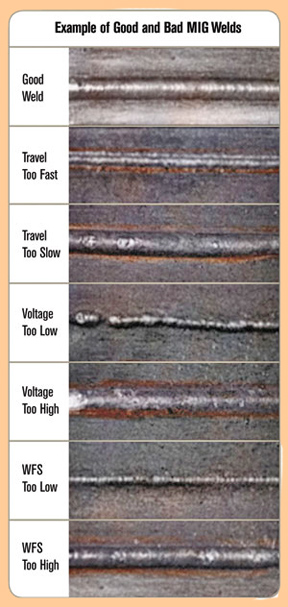
surface prep, plus experience,
all effect the weld quality,
and the larger amp migs can generally do the jobs that the lower amp rated migs can do, while the larger amp migs can also do the thicker stuff that out of the lower amp migs effective range, one other difference is DUTY CYCLE, the larger amp rated migs can be used almost constantly at the lower amp settings without over-heating or needing cool down time, something not generally true in the lower amp range migs
http://garage.grumpysperformance.com/index.php?threads/shield-gas-selection-for-welding.1108/
http://garage.grumpysperformance.com/index.php?threads/mig-wire-selection.1283/
http://garage.grumpysperformance.com/index.php?threads/mig-or-tig.72/
http://garage.grumpysperformance.com/index.php?threads/most-versital-shop-welder.1594/
(1) DON,T EVEN CONSIDER a flux core welder but if forced to use one..
and remember that flux-core requires reverse polarity compared to MIG.
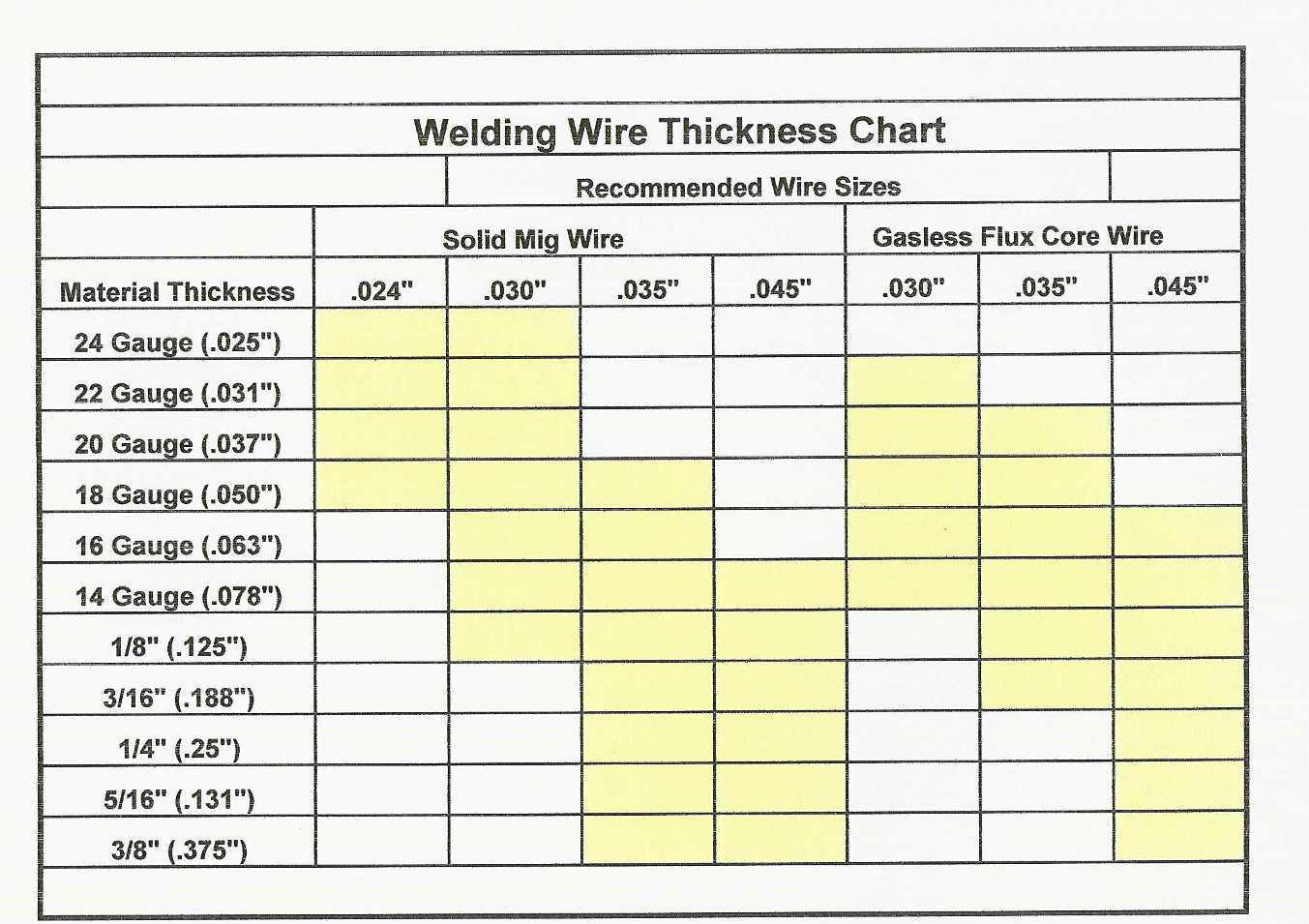
(2) a good mig or TIG is far better, but before you start talk to a couple local welding supply stores about the settings for gas flow rates wire diam. and related weld info
(3) don,t cut out the damaged area UNTIL the cars firmly supported on at least 6 jack stands, one on each corner and one center span,on each side frame , you need full support, you don,t want the frame or body moving from its original location while the floor pans removed and replaced
viewtopic.php?f=27&t=672&p=28211&hilit=JACK+STANDS#p28211
viewtopic.php?f=60&t=7794&p=26707&hilit=eastwood#p26707
viewtopic.php?f=60&t=1108
viewtopic.php?f=60&t=10601
viewtopic.php?f=60&t=4604
viewtopic.php?f=60&t=441
and before you start get the actual replacement panels in your hands and look at what your dealing with carefully, you want the panel to be at least 1" larger in all dimensions than the hole its going to cover,inspect carefully before making any cuts, so you don,t cause extensive extra work,and so you can use cleco pins and welding can be easily done. and the parts fit correctly before you even use and clamps or fasteners
(4) clean metal welds far easier so get a good die grinder and 1/2" chuck electric drill with a rotary wire brush
(5) measure VERY carefully and look at both sides of the panels before cutting or welding
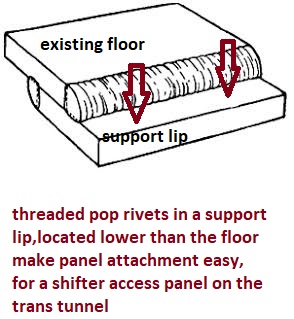
(6) cleco pins or pop rivets to temporarily hold the panel in place help a great deal, cleco pins, if your not familiar with them are a spring loaded temporary rivet style fastener,they come in packs of 20, and 100, buy a pack of 100, 1/8 inch and the matched pliers and several drill bits you drill a hole of a matching diameter to the pins you select thru the two panels of sheet metal and the spring loaded pin holds them together tightly so they can,t move , you spot weld rather extensively , in a weld 1/2" skip 2" repetitive series so you don,t heat warp the panels, this requires you to go around the edge in a circle about 5-6 rotations before the entire edge of the panels welded.then go back and remove the clecos
http://www.rivetsonline.com/cleco.html
http://www.summitracing.com/parts/sum-g1852/overview/
http://www.summitracing.com/parts/aaf-a ... /overview/
http://www.mig-welding.co.uk/forum/show ... php?t=7845
viewtopic.php?f=61&t=9302&p=33608#p33608

use the replacement panel as a pattern , leave enough metal to use cleco pins


a plazma cutter, saws-all or die grinder will be required



USE CLECOS AND TACK WELD DON,T TRY TO RUN A CONTINUOUS BEAD, or youll heat warp panels


AFTER YOU WELD GRIND SMOOTH BEFORE PAINTING and use a good rust preventive paint


http://www.millerwelds.com/resources/ar ... C-Welding/
http://www.hotrod.com/howto/42644_repro ... s_install/
http://www.millerwelds.com/resources/co ... loor-panel
http://www.webring.org/l/rd?ring=classi ... elding.php
http://www.chevelles.com/techref/ftecref6.html
http://www.weldingtipsandtricks.com/tig ... iques.html
http://wn.com/lesson_on_welding_thin_steel,
http://www.mig-welding.co.uk/removing-floor.htm
a good quality 130-140 amp MIG is almost ideal for body sheet metal welding jobs,its a darn good choice if your unlikely to use it on much more than auto sheet steel, and rarely over about 3/16" thick metal
much superior to the cheap flux core wire welders I see a few guys using.
http://garage.grumpysperformance.com/index.php?threads/under-car-safety.26/
http://garage.grumpysperformance.com/index.php?threads/floor-pan-replacement.10917/#post-47897
http://garage.grumpysperformance.com/index.php?threads/welding-in-new-floor-pan.10735/
http://garage.grumpysperformance.com/index.php?threads/welding-auto-sheet-metal.4604/
http://garage.grumpysperformance.co...eresting-tool-for-auto-body-panel-work.12571/
http://garage.grumpysperformance.com/index.php?threads/pop-rivet-tools.2750/#post-46136
https://www.accessiblesystems.com/bul/4ke/4ked01.php
http://www.welders-direct.com/mm5/m...t_Code=THA-W1003141&Attributes=Yes&Quantity=1
http://www.welders-direct.com/mm5/m...e_Code=WD&Product_Code=907612&Category_Code=M
https://www.weldingmart.com/lincoln-power-mig-140c-k2471-2
Ive used a friends lincoln mig several times on body sheet metal at his shop with good results, but remember as you turn the amps up the duty cycle goes down and the cool down time between welding sessions increases
http://www.welders-direct.com/mm5/m..._Code=WD&Product_Code=K2471-2&Category_Code=L
keep in mind shield gas and wire selection,
surface prep, plus experience,
all effect the weld quality,
and the larger amp migs can generally do the jobs that the lower amp rated migs can do, while the larger amp migs can also do the thicker stuff that out of the lower amp migs effective range, one other difference is DUTY CYCLE, the larger amp rated migs can be used almost constantly at the lower amp settings without over-heating or needing cool down time, something not generally true in the lower amp range migs
http://garage.grumpysperformance.com/index.php?threads/shield-gas-selection-for-welding.1108/
http://garage.grumpysperformance.com/index.php?threads/mig-wire-selection.1283/
http://garage.grumpysperformance.com/index.php?threads/mig-or-tig.72/
http://garage.grumpysperformance.com/index.php?threads/most-versital-shop-welder.1594/
(1) DON,T EVEN CONSIDER a flux core welder but if forced to use one..
and remember that flux-core requires reverse polarity compared to MIG.
(2) a good mig or TIG is far better, but before you start talk to a couple local welding supply stores about the settings for gas flow rates wire diam. and related weld info
(3) don,t cut out the damaged area UNTIL the cars firmly supported on at least 6 jack stands, one on each corner and one center span,on each side frame , you need full support, you don,t want the frame or body moving from its original location while the floor pans removed and replaced
viewtopic.php?f=27&t=672&p=28211&hilit=JACK+STANDS#p28211
viewtopic.php?f=60&t=7794&p=26707&hilit=eastwood#p26707
viewtopic.php?f=60&t=1108
viewtopic.php?f=60&t=10601
viewtopic.php?f=60&t=4604
viewtopic.php?f=60&t=441
and before you start get the actual replacement panels in your hands and look at what your dealing with carefully, you want the panel to be at least 1" larger in all dimensions than the hole its going to cover,inspect carefully before making any cuts, so you don,t cause extensive extra work,and so you can use cleco pins and welding can be easily done. and the parts fit correctly before you even use and clamps or fasteners
(4) clean metal welds far easier so get a good die grinder and 1/2" chuck electric drill with a rotary wire brush
(5) measure VERY carefully and look at both sides of the panels before cutting or welding
(6) cleco pins or pop rivets to temporarily hold the panel in place help a great deal, cleco pins, if your not familiar with them are a spring loaded temporary rivet style fastener,they come in packs of 20, and 100, buy a pack of 100, 1/8 inch and the matched pliers and several drill bits you drill a hole of a matching diameter to the pins you select thru the two panels of sheet metal and the spring loaded pin holds them together tightly so they can,t move , you spot weld rather extensively , in a weld 1/2" skip 2" repetitive series so you don,t heat warp the panels, this requires you to go around the edge in a circle about 5-6 rotations before the entire edge of the panels welded.then go back and remove the clecos
http://www.rivetsonline.com/cleco.html
http://www.summitracing.com/parts/sum-g1852/overview/
http://www.summitracing.com/parts/aaf-a ... /overview/
http://www.mig-welding.co.uk/forum/show ... php?t=7845
viewtopic.php?f=61&t=9302&p=33608#p33608
use the replacement panel as a pattern , leave enough metal to use cleco pins
a plazma cutter, saws-all or die grinder will be required
USE CLECOS AND TACK WELD DON,T TRY TO RUN A CONTINUOUS BEAD, or youll heat warp panels
AFTER YOU WELD GRIND SMOOTH BEFORE PAINTING and use a good rust preventive paint
http://www.millerwelds.com/resources/ar ... C-Welding/
http://www.hotrod.com/howto/42644_repro ... s_install/
http://www.millerwelds.com/resources/co ... loor-panel
http://www.webring.org/l/rd?ring=classi ... elding.php
http://www.chevelles.com/techref/ftecref6.html
http://www.weldingtipsandtricks.com/tig ... iques.html
http://wn.com/lesson_on_welding_thin_steel,
http://www.mig-welding.co.uk/removing-floor.htm
Last edited by a moderator: