Performance Small Block: Chevy Engines
By Dave Emanuel
Small block Chevy engines long ago became mainstays in both the traditional and high performance marketplace. So many of them have been rebuilt over the years, and so much has been written about the rebuilding process, it would appear that nothing more need be said.
But the small block engine has changed over the years and so have consumer preferences and orientation. Consequently, many long standing rebuilding techniques are due for a change, or at least some refinement. That is, assuming a "high performance rebuild" is more than a standard short block with high performance heads and a high lift cam.
Points to keep in mind are that many customers for high performance engines are much more informed than their counterparts of 10 or 20 years ago. As opposed to a still wet-behind-the-ears teenager, the current high performance customer will likely be 30 to 50 years old with some racing background and basic knowledge of proper machining practices.
It's also probable that he or she has been down the road before, may have had a bad experience with a previous shop and is a bit gun shy. The flood of questions gushing forth from the mouths of many high performance customers today is often a consequence of previous experience; they're looking for some verbal reassurance before spending money.
Being the most popular engine in the world, the small block Chevy presents a number of high performance opportunities. Originally introduced with a displacement of 265 cubic inches, the small block Chevy has grown over the years, ultimately reaching 400 cubic inches. Two economy versions, one displacing 262 cubic inches, the other a "whopping" 267 cubic inches were also produced, but these are entirely unsuitable for performance use.
Small Block Specifications
CID Bore Stroke
265 3.750 3.00
283 3.875 3.00
302 4.001 3.00
305 3.736 3.48
307 3.875 3.25
327 4.001 3.25
350 4.001 3.48
400 4.125 3.75
Since the 1950s, all bore/stroke combinations have been rebuilt in high performance form. However, at this late date, blocks with 4.00" bores constitute the lion's share of the performance business. There's also a sizable demand for 4-1/8" bore blocks from which 400+ CID small blocks are built.
Cylinder block
As with any rebuild, one that will produce a high performance engine starts with the block. In the overall scheme of things, only two types of cylinder blocks exist - those with two-bolt main caps and those with four. But over the years, dip stick position has changed, rear main seal configuration has been updated, and a variety of alloys have been used.
Dip stick position isn't much of an issue, unless you've ordered the wrong oil pan. Then you wind up with the dipstick on one side, the notch in the oil pan on the other, and an engine with a severe oil leak. Alloy content is a somewhat different matter. Thousands of high performance small blocks based on a standard alloy block casting have run successfully for years. But for maximum strength and longevity, a "high tin" block is preferable.
A block's alloy content is denoted by two figures cast into the front face, just above the main bearing bore, in the area normally concealed by the timing cover. Many production small blocks have the numbers "010," "020" or both cast into their front face, just above the main bearing bore. If both numbers are present, one above the other, it indicates that the block alloy contains 10% tin and 20% nickel. A single number, either a "010" or "020" represents the amount of nickel and indicates negligible amounts of tin.
No numbers, other than the casting numbers that are typically found beneath the timing cover, translates to only minor amounts of tin and nickel being present in the block alloy. (Tin and nickel are two metals that are commonly alloyed with cast iron to improve durability, hardness and heat dissipation.)
Although a "010"/"020" block is most desirable, it's not always possible to find one that's suitable for high performance use. Alloy composition aside, cylinder wall thickness is the overriding consideration in block selection, and one with no tin or nickel and thick cylinder walls is generally preferable to a high-nickel block with thin walls. Truck and older Chevy II blocks are reputed to have thicker than average cylinder walls, but there are no guarantees; sonic testing is the only way to be certain that wall thickness is adequate.
Beginning with the 1986 model year, Chevrolet began producing blocks with a one-piece rear main seal. There's enough difference between 1985 and earlier and 1986 and later blocks that oil pans and crankshafts are not interchangeable unless an adapter is fitted to the block. Most commonly, a crankshaft and oil pan designed for the older-style, two-piece seal is installed in a late model block with one-piece seal. Adapters allowing this to occur are available from a variety of aftermarket companies and through GM Performance Parts as p/n 10051118.
The introduction of hydraulic roller lifters for the 1987 model year brought about other cylinder block changes. To accommodate original equipment hydraulic rollers - which are of a different design than aftermarket types - the tops of the lifter bores were raised and machined flat. The tapped bosses were also added in the lifter valley so the sheet metal "spider" that holds the lifter link bars in place could be attached.
Standard hydraulic or mechanical lifters can be installed in a "hydraulic roller" block, but original equipment roller lifters cannot be installed in a "non-hydraulic roller" block. "Hydraulic roller" blocks also have a tapped hole on either side of the camshaft hole for attaching the retaining plate that's installed to prevent the camshaft from "walking" forward.
Another variation that can ruin an otherwise well-planned engine building party is main bearing diameter. Beginning with the 1968 model year, main journal diameter was increased from 2.30" to 2.45". On the other hand, all 4-1/8"-bore production blocks are machined for a 2.65" main journal diameter. Consequently, it's advisable to verify main journal, bearing and bearing saddle diameters to assure proper fit.
It's also advisable to disregard model year when determining block characteristics. Considering that new cars are typically introduced in September or October of the previous calendar year, it's not at all unusual for a casting date to disagree with the model year of the vehicle in which it was originally installed. Prior engine swaps can also confuse the issue, so accurate measurements should always be made.
For the 1992 model year, Chevrolet introduced a Second Generation small block known as the LT1. (Installed in 1992 and later Corvettes and 1993 and later Camaros, Firebirds and 1994-'96 GM "B" and "D" bodied full-sized cars). Within the Second Generation family, most major components are interchangeable. However, a 265 CID version of the engine was also produced, (the base Caprice engine) so don't be surprised if you come across an LT1 block with 3-3/4" cylinder dimensions. With the LT1's reverse flow cooling system, neither the block nor heads are interchangeable with a First Generation small block.
Irrespective of the block selected, a performance rebuild should include align honing. Many machinists either overlook or disregard the importance of align honing. But every critical block dimension is taken off main bearing saddle alignment, so align boring and/or honing should be the first machining operation and it must be done accurately.
When a block is align honed, you absolutely must have the oil pump installed and the bearing caps tightened to the required torque, using the same type of fasteners (either studs or bolts) that will be installed when the engine is assembled. This is critical because when you tighten the main cap bolts or studs, or the oil pump bolt, it distorts the cap.
It is obviously possible to build a high performance engine and forego align honing. But if the engine is "hammered" very often, or if the owner installs a nitrous oxide system, you may very well end up with an unhappy customer.
Crankshaft
Of course, the best choice for a high performance engine is a forged crankshaft, but these aren't readily available at low cost. In truth, small block Chevy cast cranks are more than adequate for most high performance applications. From 1969 until 1986, when Chevrolet converted to a one-piece rear main seal, c/n 3932442 was installed in virtually every 350 small block not equipped with a forged crank.
But the casting number doesn't tell the whole story. The same crank casting is used as the basis for 305 crankshafts. Although a 305 crank can physically be bolted into a 350 block, it's best to avoid doing do. The 305's lighter reciprocating assembly weight translates to a considerable difference in the balance factor.
Unless a 305 crankshaft is completely rebalanced with the appropriate bob weight, it will cause severe vibration if installed in a 350. If there's any question as to a crank's identity, it should be checked so it can be used in the appropriate engine assembly. It's also advisable to check any cast crankshaft for cracks. As a general rule, a crankshaft should pass magnaflux inspection before it's installed in a high performance engine.
Pistons and rings
The best deal in town on small block pistons can be found in the Keith Black and Speed-Pro catalogs. Both companies offer hypereutectic pistons which are ideal for high performance street (and some race) engines. These pistons are typically cheaper than their forged counterparts and are actually better suited for long term operation in a high performance street engine.
The hypereutectic material is extremely hard and has a very low expansion rate so it can stand considerable abuse. Since it is installed with .001" to .002" piston-to-wall clearance, it can handle the abuse over a long period of time without the clatter associated with most forged pistons. Both flat top and domed varieties are available so just about any compression ratio can be achieved.
Piston rings
Most seasoned performance and race engine builders have very strong opinions regarding brand and type of piston ring and the required cylinder wall finish. However, for long term durability in any type of engine, a Total Seal ring set with a plasma moly top ring, Gaplessâ„¢ second and stainless steel low tension oil ring is tough to beat.
Cylinder wall preparation can also be a hotly debated topic with various preferences for honing stones, and final surfacing procedures involving specific plateau finishing specifications, etc. However, at many shops, the standard cylinder preparation for the ring combination cited above includes boring the block to within .005" of desired finished bore size then traveling the rest of the way with a hone. The typical procedure involves removing the first .0035" with 220 grit (500 series) stones, then removing another .001" with the 280 grit stones (600 series). A final finish is then achieved by removing the last .0005" with 400 grit (800 series) stones.Although some engine builders use a super-slick cylinder wall finish, many others do the final hone with 400 stones, which knocks the peaks off the ridges left by the coarser stones. Many rebuilders feel this type of finish is best for quick ring seating and long term ring seal.For optimum sealing, rings should be fit to the individual cylinders and end gaps filed to fit. In lieu of manufacturers' recommendations otherwise, the top ring should be given .020" to .022" end gap with forged pistons and .026" to .028" with hypereutectic pistons.A 5/64", 5/64", 3/16" ring configuration is often preferred for street and recreational marine engines. (Wider rings deliver better long-term durability.) Although a 1/16", 1/16", 3/16" ring combination will provide improved ring seal at high rpm, such considerations are unwarranted in a street or recreational marine engine because the engine doesn't spend enough time in the tachometer's "Twilight Zone" to justify the trade-off of reduced ring life. Another consideration is that with a 1/16", 1/16", 3/16" ring package, oil consumption tends to be higher than with wider rings.
The latest trend in oil rings is low tension. The oil rings are the most significant contributors to ring drag, so reducing tension significantly lowers internal friction. In a low tension oil ring, improved ring conformability (the ability of the ring to stay in contact with the cylinder wall) is achieved by manufacturing the oil rails from material with reduced radial thickness. Some companies are also experimenting with rails that are .015" thick rather than .024" in thickness.
Cylinder heads
From the time the small block was introduced, Chevrolet has offered a variety of cylinder heads. Most of the pre-emissions era high performance heads have 64 cc combustion chambers. Note that this is a nominal engineering dimension; in real life, most "64 cc chambers" actually measure 67 or 68 cc. Head milling is usually required to achieve a combustion chamber that actually measures 64 cc.
For a typical, lower-cost performance engine, 186, 462 or 492 castings are the most commonly used heads. These are the tried-and-true "double-hump" castings of the type originally installed on fuel injected Corvette and '60s era Z/28 engines. Nothing has changed much in this area of small block Chevy high performance. However, amongst owners of late model fuel injected engines, Corvette aluminum heads have taken the spotlight.
In stock form, the Corvette aluminum head (c/n 10088113, p/n 10185087) has good air flow characteristics which are sufficient to support the needs of an engine producing a maximum of about 330 hp. Properly ported, however, these heads are suitable for 400+ hp engines. Another consideration is that these heads were designed for use on fuel-injected engines. As such, they have no heat riser passages to bring heat to the bottom of the intake manifold, which can cause cold start problems if an engine is equipped with a carburetor.
Strange as it may seem, there is quite a demand for CNC-ported Corvette aluminum heads for installation on street-driven small block engines. In fact, some shops specializing in late model performance engines install CNC-ported heads on virtually every engine they sell. With a price of more than $1,200 per pair, CNC modifications are obviously targeted at the high end of the market. But the strong demand for this type of porting indicates the diverse nature of consumers who spend money on small block Chevy rebuilding services.
Along with aluminum heads usually goes a tuned port or LT1 aluminum intake manifold. For all intents and purposes, an intake manifold should be an intake manifold and the procedures used for installation should be the same. But that doesn't seem to hold true for late model fuel injection manifolds. Every time one of these manifolds is removed from an engine, the cylinder head mating surfaces should be checked for warpage and angularity. For some reason, these manifolds are extremely prone to distort, thereby causing sealing problems.Many engine builders who specialize in tuned port and LT1 engines will not install an intake manifold unless its condition has been verified. They've been burned too many times by oil consumption problems caused by internal vacuum leaks which allow manifold vacuum to pull oil in between the manifold and head surfaces.
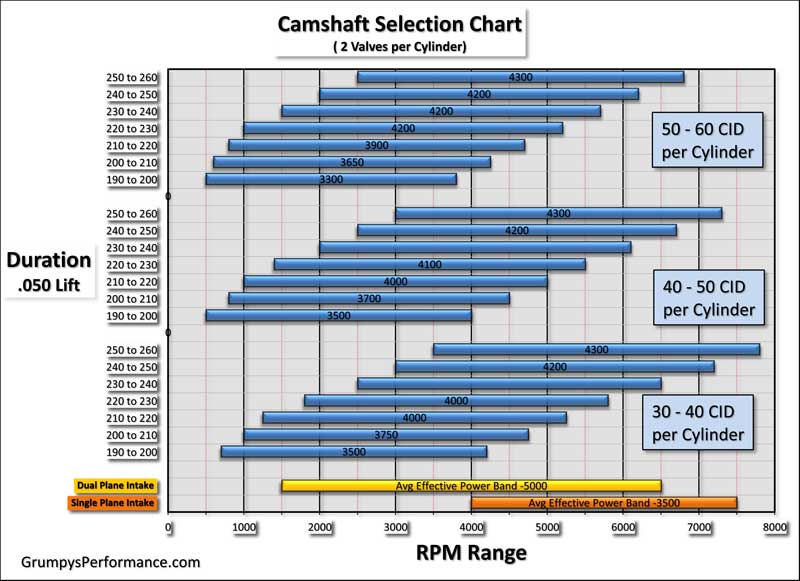
Camshaft
Prior to the advent of electronic engine controls, a high performance engine just had to have the type of camshaft that rattled the fenders and scared small children. These types of cams are not compatible with a stock ECM (electronic control module, also known as a powertrain control module and vehicle control module, depending on year and model). Consequently, a more conservative approach is required to ensure reasonable idle quality and driveability - while remaining emissions legal.
Emissions legality has become a major consideration in performance engine building. While acceptable exhaust emissions and high performance may seem mutually exclusive, they can co-habitate successfully in the same engine. The key to this harmony is proper camshaft selection and as luck would have it, newer designs are much more appropriate for current performance requirements.
The best choice is an hydraulic roller camshaft, which is the reason that since 1987, they have been factory installed in an ever increasing number of small blocks. Roller profiles are capable of opening valves at a much faster rate and lifting them higher than a flat tappet cam, and this is precisely the requirement for not only keeping emissions in check, but for achieving maximum power while maintaining compatibility with computerized engine controls.
The faster opening rate and higher lift translates to more effective use of duration, so cams with comparatively short duration (which keeps the computer happy) produce excellent horsepower and torque over a wide rpm range. The most aggressive production hydraulic roller cam is the one installed in 1994 and later Camaro and Corvette LT1s. It features intake and exhaust durations of 203 and 208 degrees respectively for intake and exhaust (measured at .050" lift) and raises the intake valves .450" and the exhaust valves .460". Aftermarket performance cam-
shafts with similar duration will have up to .500" lift. These lift specs make checking retainer-to-valve guide clearance essential. They also require that proper valve springs be selected so that the possibility of coil bind is eliminated.
Another consideration is camshaft retention. Late model blocks which were originally equipped for an hydraulic roller cam incorporate a retainer on the front of the block to prevent the cam from walking forward. When retrofitting an hydraulic roller cam in an older block, some form of retainer must be added. Most performance camshaft manufacturers offer such a component.
start by buying these books and watching the video
http://www.themotorbookstore.com/resmchstvi.html
HOW TO BUILD MAX PERFORMANCE CHEVY SMALL BLOCKS ON A BUDGET by DAVID VIZARD
.
JOHN LINGENFELTER on modifying small-block chevy engines
INVESTING THE TIME AND EFFORT IN PURCHASING AND READING A FEW BOOKS WILL BE VERY COST EFFECTIVE
READ THRU THESE LINKS, AND SUB LINKED INFO.....yes it will take some time, but it will save your thousands of dollars and weeks of work and give you a good basic back ground knowledge
http://www.rpmrons.com/Rebuild.html
http://www.chevyhiperformance.com/tech/ ... index.html
http://www.racingheadservice.com/Inform ... 1160755224
viewtopic.php?f=50&t=46&p=55&hilit=+software+books#p55
viewtopic.php?f=53&t=509
http://www.speedomotive.com/t-faq.aspx
http://www.mre-books.com/sa21/sa21_10.html
these threads have good related info, that you should read thru before starting the block prep, and rotating assembly process
viewtopic.php?f=51&t=125
viewtopic.php?f=69&t=3814
viewtopic.php?f=53&t=3897
viewtopic.php?f=53&t=2795
viewtopic.php?f=44&t=38
viewtopic.php?f=87&t=1162&p=2379&hilit=learning+skills+over+your+head#p2379
viewtopic.php?f=53&t=852
viewtopic.php?f=44&t=700&p=973#p973
viewtopic.php?f=44&t=38
viewtopic.php?f=51&t=588
viewtopic.php?f=53&t=2726
viewtopic.php?f=51&t=1458
viewtopic.php?f=53&t=1797
viewtopic.php?f=44&t=5936&p=18281&hilit=big+block+small#p18281
viewtopic.php?f=53&t=2727
viewtopic.php?f=53&t=3449
viewtopic.php?f=51&t=976
viewtopic.php?f=53&t=247