I'll start with this, a small one, but had to put some thought into it....
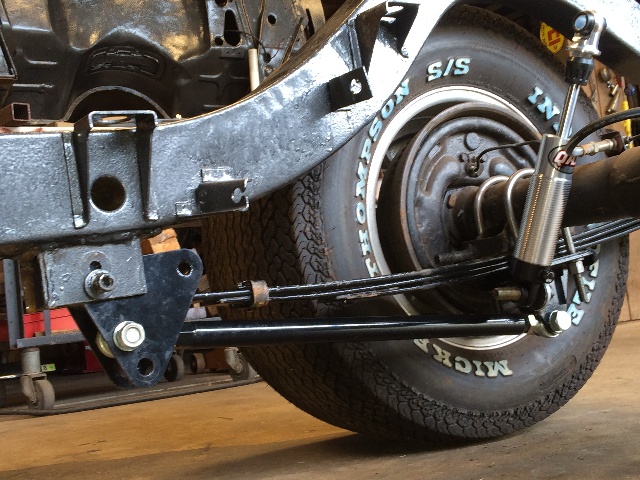
While setting up the rear suspension on my '55 Chevy Sport Coupe (hardtop),
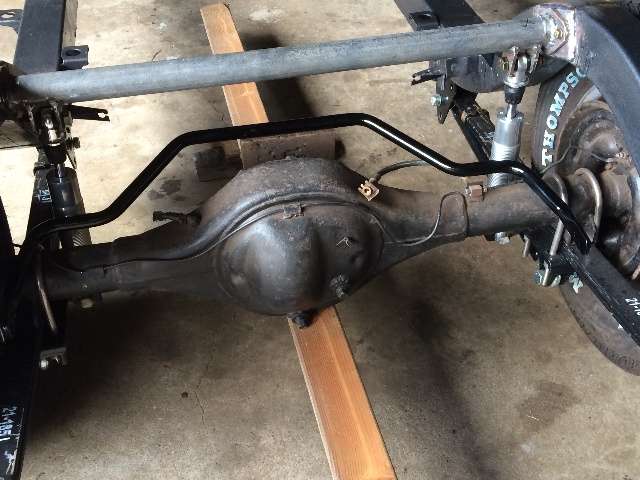
a narrowed Ford 9", mini tubbed body, springs relocated under the frame rails,
no pocket kit in the rails, CalTraks installed, I wanted to try a dual spring setup
by removing 2 of the 5 leaves on each side, and putting QA-1's on, which gives me
adjustability on the shock settings, and I will run light coils on the shocks so I can have
some adjustability to the ride height and ride firmness. I have both 100 lb/in and
150 lb/in coils I can run, and expect to start with the 100's and see where it goes.
Also added a sway bar to that rear end. Running 10" wide 15" rims with Mickey
Thompson N50-15 Indy Profile tires that pretty much fill up the wheel wells
on this car.
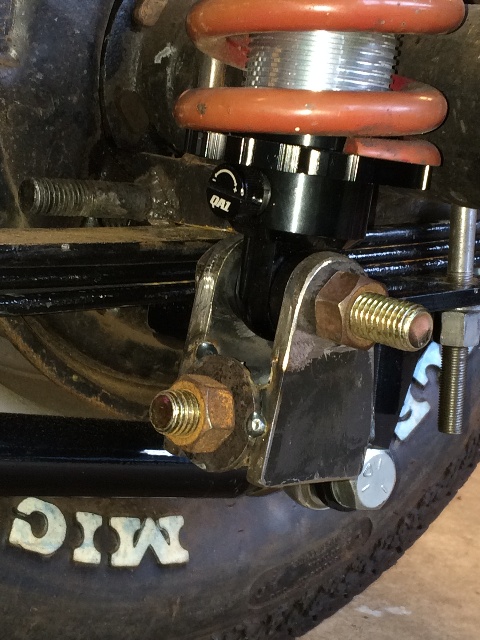
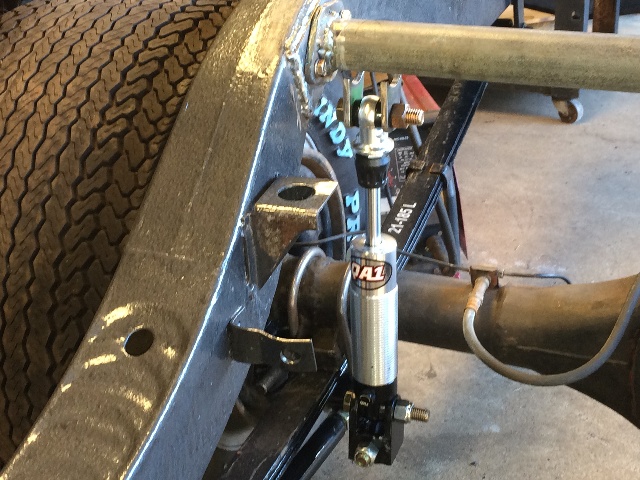
Originally had a 5/8" bolt on the bottom plate clamping the spring pack together
under the axle, it was facing forward giving a side to side rotation for the bottom
shock mount, found a piece of 2" pipe in good condition in my scrap pipe to use
as a shock bar up top.
I want to mount the QA's vertically to get the maximum travel available (3.8"), QA recommends that I set ride height to give 60% compression available, so for these 14"
"Ultra-Ride" models that's 12.5" length bolt eye to blot eye. We have a lot of old gymn equipment in the shop, so piled a bunch of weights on the rear of the frame until I had the ride height I wanted at the rear axle. Holding the shocks in place, set at 12.5", I needed to raise them up about 3" at the bottom mount, that puts the top mount at about the right place to mount a shock bar. And I decided to turn the mounts around such that the rotation at the shock mounts would be front to rear, to be able to handle rotation of the rear axle, instead of side to side movement, as I think that will be pretty much constrained by the sway bar and the new poly bushings in the leaf spring ends.
I did cut some cardboard templates for these side pieces, held them up to the bolt and the bottom of the shock until I got one I liked, then started cutting up steel, it's all stuff from my scrap pile I've accumulated over the years, and here's what I have for the bottom piece before welding:
The mounts on the QA's are 1-1//4" wide, I had some square tubing that size, and had some 1/4" steel plate, and some 5/8" washers, so cut the side plates from the 1/4" with a 4-1/2" steel cutting disk. I like to use these disks to cut out these pieces, but I have to be careful, these disks can get caught in the steel and break, so as always safety glasses and gloves are mandatory when I cut steel this way.
I don't recommend running this cutoff blade without a guard, but I do use it this way from time to time, and have the scars to prove it!!!
After using my cardboard template, and cutting out the four side plates first, I needed to drill 5/8" holes in them. Using my cardboard template I centerpunched the first piece, and drilled a 1/4" pilot in it.
I bought a set of transfer punches years ago, and it has been one of my more useful tools. Using the 1/4" punch, I transferred the center of that hole to the other three pieces and drilled pilot holes in all of them.
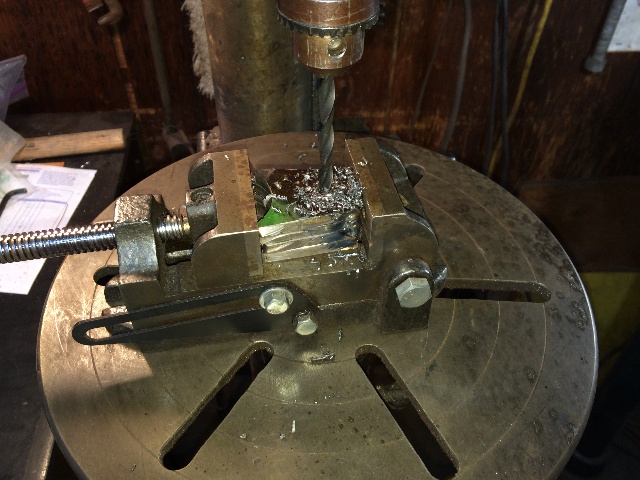
Then the 5/8" drill. I have an old floor drill press I've had for about 40 years, it still works well for me....
And I've collected several drilling vices of different sizes, they work well to clamp pieces in a larger fixture, giving me good control of the pieces when drilling them. The vices can be c-clamped to the drill press table for even more control if needed, for these holes I was able to easily hold them in position while drilling them....
On these pieces I only drilled half way, then flipped them over in the vice and drill the rest of the way from the other side. It seems to give me a cleaner hole when I do that, but it could just be my imagination....
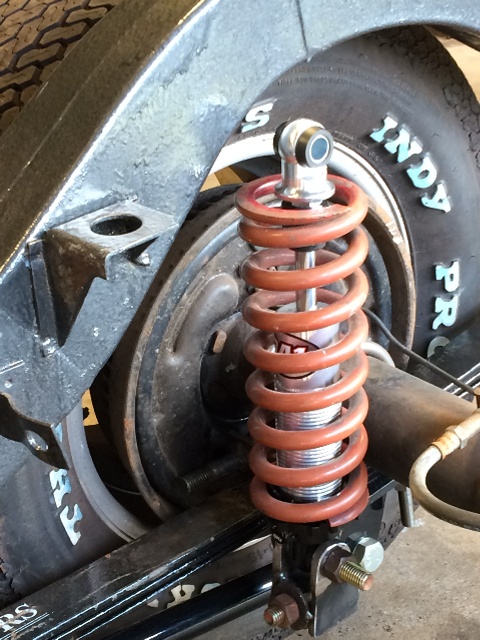
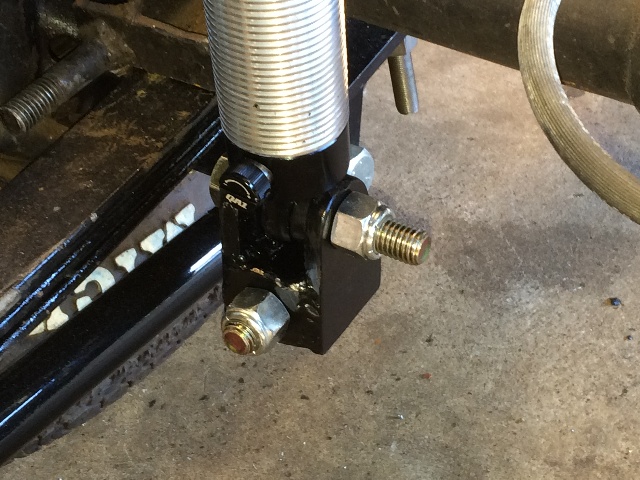
Tack welded the pieces together on one, dug out some old 250 lb/in springs I had laying around, and stuck them on a shock just to check for clearances around the spring...
I will use nylock nuts for the final assembly, these nuts are just a whole lot easier to use when doing setup work like this.....
And I have a set of old bins full of discarded old nuts and bolts to pull from, but generally buy new grade 8 stuff for work like this....
Lots of room for the spring next to the axle, I'll toss a bunch of 50 # weights on the rear of the frame until I get it down to ride height, then fab a removable shock bar to fit at 12.5" shock height.
Finished welding and painted them. Used a mig I've had for many years.
SHOCK BAR:
Am missing some of the pix I needed to show how I built the shock bar. First I measured the frame inside width just over the shocks, subtracted an inch, as there will be two 1/4" plates on each end of the 2" pipe, and cut it. Made a paper template of what I wanted the end plates on the pipe to look like, and from that came up with a size for the reinforcing plates I wanted to weld on the sides of the frame, and started cutting steel....
I wanted to bolt the shock bar in place on each side with 3/8" grade 8 bolts, so the end plates for the pipe were drilled for those two bolts each, then the hole locations were transfer punched to the reinforcing plates, and drilled with the correct size for tapping with a 3/8" NC tap. Then the reinforcing plates were located on each side and welded in place. The was a weld seam in the frame at one corner of the reinforcing plates that helped locate them fairly precisely on each side.
After welding the reinforcing plates on the frame, I ran the pre-tapping drill bit through the frame wall as well, then cut the threads all the way through.
Bolted the shock bar end plates in place....
I have a snug fit with the 2" pipe between these plates, so I can tap it in place and figure out what I want to do with it next....
Decided I wanted to fab the upper shock mount "ears" first and weld them on, then weld the shock bar itself in place to these mounting plates above....
Made a template and marked it out on 1/4" steel plate....
Used a 2" hole saw first to get the arc I needed to match that pipe....
Cut 'em out with the 4-1/2", shaped them a bit on the bench grinder...
Then lined them up on the pipe and tack welded them together...
This time instead of transfer punches, I'm going to drill all four at once....
A smaller hole first, then the 5/8" hole....
Lookin' Good....
Smoothed them off a bit on the bench grinder, then fitted them to the pipe....
I'll keep adding to this as I can (time).....