http://www.enginebuildermag.com/2016/05/assembly-lubes-and-break-in-oils/
http://garage.grumpysperformance.com/index.php?threads/limited-oil-choices-for-cam-break-in.13602/
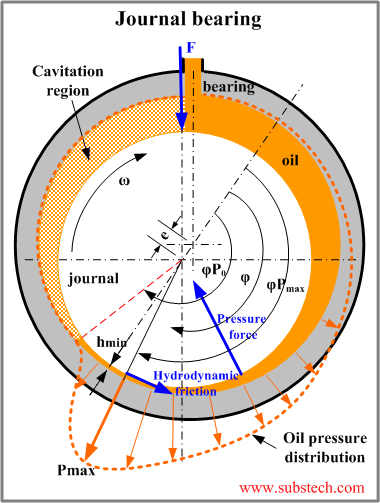
Perhaps the most important property of lube oil is its ability to remove heat from a surface where two or more metals are sliding across each other. In much the same way as air flows around cylinder head fins to remove heat, oil flows through a bearing and removes the heat caused by friction. I can’t imagine the destruction which would follow from assembling an engine completely dry.

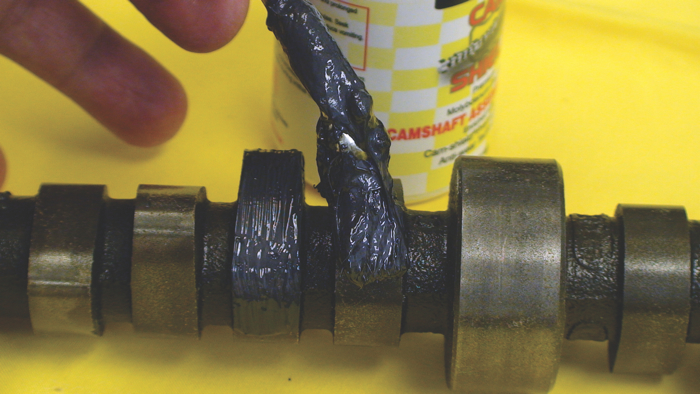
A thin coating of assembly lube should be applied on all high-friction, high-load surfaces including rod, main and cam bearings.
Assembly Lubes
Assembly lubes are one of the most important parts of an engine build. But, some components are hard to lubricate prior to start-up, and other parts allow assembly oils to drain off during storage. Let’s address the best way to overcome both of these problems.
Prior to learning about greases, I used a mixture of SAE 30 grade motor oil and STP on my engine builds. I put that very stiff goo on everything from rod and main bearings to pushrod tips. The engines I built using this technique were often very hard to turn over fast enough to start in the days before gear-reduction starters.
Then I learned to use my head for something other than a hat rack. Most engine builders (other than the fueler gang) pre-lube their engines by either pressurizing the oil galleys or spinning the oil pump until sufficient oil pressure is achieved. This means builders can use oils similar in viscosity to the oils they would actually operate their engines on. Hard engine turnover problem solved.

But what about those engine components not directly lubricated by engine oil pressure? Camshaft lobes, flat tappet lifters, and pushrod tips are lubricated only by splash after the engine is running. One can use oil to lubricate these parts prior to startup, but what about long-term storage?
Long-term storage can allow oil to run off these parts over time. But if we think about it, grease is merely a mixture of oil with what chemists would refer to as a soap substrate. Grease is designed to hold the oil in suspension until sufficient heat or motion builds up to release the oil and allow it to do its job. Grease is the perfect solution to stop run off.
From that day forward I’ve used high performance engine oil to lubricate all engine components except flat tappets, cam lobes and valve train components when assembling an engine. I even use oil on the cam bearings and journals, but on the cam lobes, flat tappet lifters and pushrod tips I use grease. You don’t have to use grease on cam lobes and roller lifters, because roller lifters don’t slide across the cam lobe. I’ve had zero failures since I learned to use grease.
Fueler racers use very heavy oil (60 or 70 grade), grease, or a newly developed gel on their engine components, because they just don’t have sufficient time between engine rebuilds in the pits. Besides, those hand-held starters deliver a lot more torque than smaller, gear-reduction starters.
However, I’ve learned something very important about which properties you must have in the grease you utilize. First, the grease must be oil soluble. If you use a grease like a white paste many people used years ago, you will find this material is not oil soluble, and you will plug oil filters with a white residue. That’s okay if you remember to change oil filters immediately after the engine is run for a few minutes, but I like things to be automatic so I don’t have to rely on my faulty memory.
Secondly, it’s a good idea to use extreme pressure (EP) grease, particularly when you have high lift cams and very stiff valve springs. Some greases just don’t have the film strength to protect components where the contact area is limited (like pushrod or valve tips). Even lifter contact takes place over an area much smaller than you would think. So I prefer to use EP grease all the time; it’s just cheap insurance.
Another area which needs to be addressed is the use of lubricants to properly torque head and rod bolts. Since this is a very involved discussion, I’ll save it for a subsequent article. There are some very important things to consider about torqueing bolts.
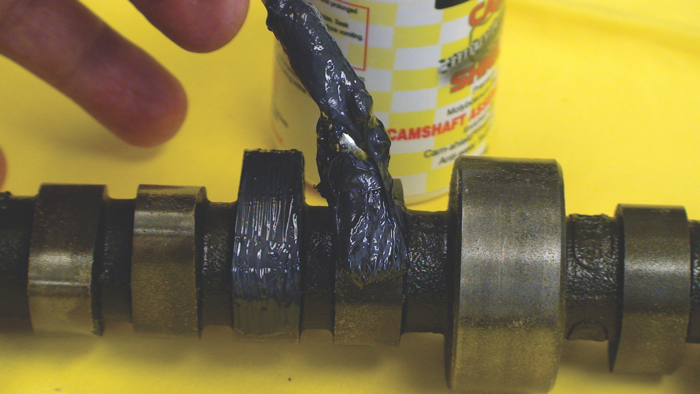
Some assembly lubes have a paste-like consistency and are applied with a brush while others are more like honey and can be applied from a squirt bottle.
Break – In Oils
I recall building an engine with chrome rings back in the ‘60s. I couldn’t get a decent break-in in spite of everything I did. I couldn’t figure it out, so I quit using chrome rings.
Then in the early ‘80s Daimler-Benz was using a very high-quality, high-TBN diesel engine oil as factory fill in all their engines to enable oil change intervals as high as 100,000 kilometers. They contacted us because these engines were burning excessive oil for many thousands of miles, and many customers were demanding expensive rebuilds prior to the warranty period expiring.
After considerable engine and field testing we discovered the high TBN diesel oil was preventing sufficient cylinder liner and piston ring wear to break the cylinders in. The harder piston rings, combined with the centrifugally cast alloyed cylinder liners and the excellent diesel oil had reduced wear to the point that some of these engines took over 50,000 miles to fully break in.
This is unacceptable, so we investigated the problem. We found that most wear in the piston ring/cylinder wall regime was caused by chemical corrosion, not lack of EP protection. But good EP protection was still necessary to prevent valve train failures during the break-in period. We then formulated a Daimler-Benz first-fill break-in oil, which had lower levels of detergency yet adequate ZDDP levels to protect valve train components. Problem solved.
Years later, I was talking with the head engine builder at Richard Childress Racing, and he stated that good, quick cylinder sealing was very important to his NASCAR engines. We drew upon our Daimler-Benz experience to formulate a low detergent, high ZDDP break-in oil for him to evaluate. Since automotive engine oils often contain friction modifiers, we also looked at the effect on break-in rate. Our resultant recommendation contained increased ZDDP, low levels of detergent, and no friction modifiers. The results were impressive, and he was very happy.

So what did we learn? It is imperative that the piston rings and cylinder walls quickly wear to the point that cylinder pressure leakage is minimal. Break-in oils can speed this process significantly over fully formulated automotive or racing engine oils.
This concept has been both dyno and field tested many times, and results have always been better than when using typical engine oils.
Conclusion
I keep a large container of break-in oil and a smaller container of EP grease in my shop at all times. Even though I once fired up an engine without an oil pump pressure relief valve installed, I’ve never suffered a failure due to lack of lubrication. The mixture of assembly lube and grease has always protected valuable engine components until the engine could be safely broken in.
http://www.enginebuildermag.com/2013/05/assembly-oils-greases-and-lubes/
In the
October 2012 issue of Engine Builder, I wrote about engine assembly lubes and why you should consider using them. When I was asked to write another article to help engine builders better understand and select engine assembly lubes for their operation, at first I didn’t understand the assignment.
I thought I had explained everything in the previous article. But after a visit to a popular parts retail website that showed me 85 separate listings under engine assembly lubes from over 25 suppliers, I began to understand why engine builders are having trouble selecting these products!
For this article, I will try to help you make better informed decisions when choosing assembly lubes and lubricants. First, do you need engine assembly lubes at all? As a physicist-motorhead who has built and destroyed his share of engines, I think so.
When metal-to-metal contact occurs in an engine, localized overheating is created. This can wipe a bearing almost instantly. There are other areas in an engine (e.g., push rod tips, rocker arms) that don’t receive lubricant until a few seconds after the engine has been running and oil spray is established.
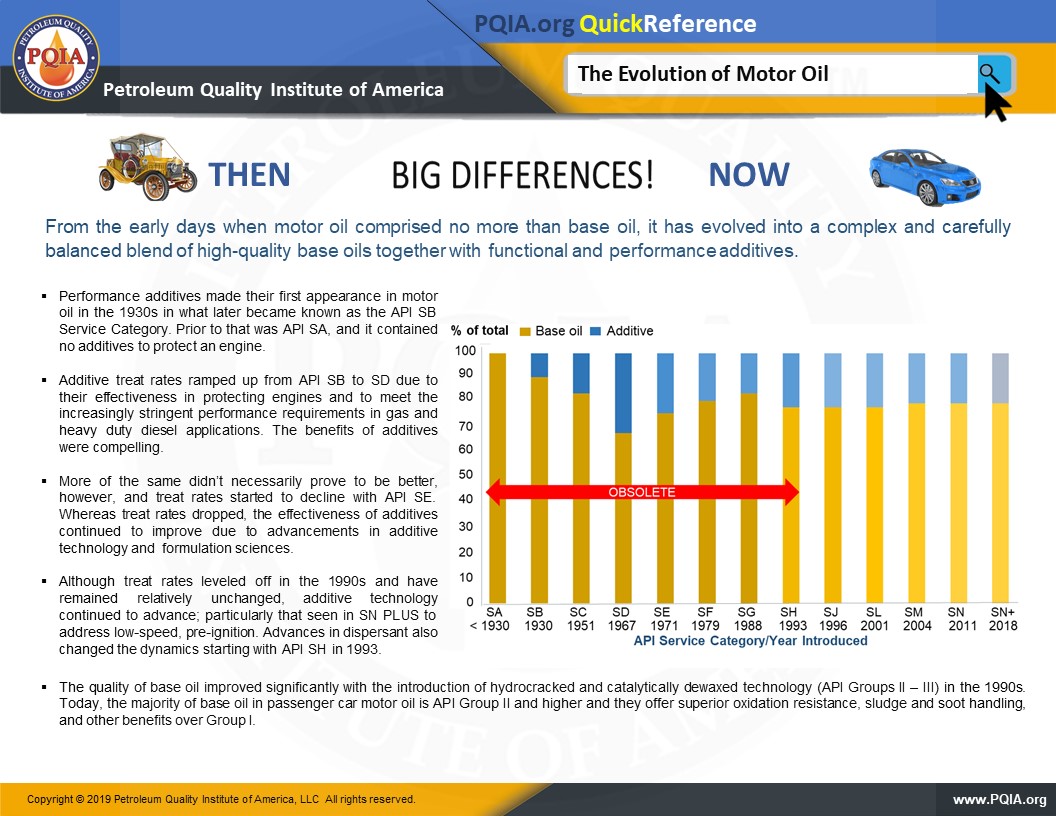
As far as lubrication goes, any reasonable amount of oil will protect surfaces by preventing metal-to-metal contact if it contains sufficient Zinc dithiophosphate (ZDP). Thinner oils can rapidly run off the surfaces they are intended to protect. Heavier oils run off more slowly, so they are more effective if the engine is to be stored before use. Today’s passenger car and truck oils don’t contain sufficient (ZDP) to protect parts which haven’t yet been broken in.
The ultimate, of course, is grease. Grease is simply oil which is contained in a waxy, soap substrate. The substrate keeps the oil from running away until it is needed. When operating temperatures rise, the substrate melts, and the oil flows to the component to do its job.
Don’t use grease on every part of the engine because it is so stiff that it will make that first start difficult. Use grease only where oil flow and surface protection is less than desirable such as:
• Blower drive gears
• Camshaft gear drives
• Flat tappet cams and lifters
• Distributor drive gears
• Pushrod tips
• Rocker arm and valve stem tips
Although I’m a fan of using grease where it’s needed and heavy oil everywhere else, I did experience something scary about some greases. Some greases do not dissolve in oil. I was at a NASCAR shop when they fired up a new engine. After a brief break-in regimen, the dyno operator took the Oberg apart to look for engine damage. There were small, white particles all over the surface of the Oberg screen. From then on I’ve insisted on using assembly greases that dissolve in oil.
Those particles floating around in the engine make me nervous. What if one of them blocks an oil feed hole? One doesn’t have to gamble, since most greases out there dissolve in oil. Be sure to ask your supplier that direct question.
If the engine will be fired up and broken in immediately, then heavy oil, STP, or a mixture of heavy oil and STP (with adequate ZDP) will probably give adequate protection. Before engine assembly lubes were invented, I used a mixture of STP and SAE 30 grade oil plus added ZDP as an engine assembly lube. Back then I still used grease on flat tappet cams and lifters.
The problem with heavy oils and STP is they weren’t formulated to be engine assembly lubes. New Shell Rotella, for example, contains less than 0.01% weight zinc. I like to see at least 0.02% zinc for initial startup. They will work, but chemically engineered engine assembly lubes contain ZDP chemistry for extreme pressure (EP) protection and rust inhibitors to prevent rusting of vital components. Rust on a valve spring can significantly affect its elastic limit or even cause it to break under extreme circumstances. Tackifier agents are also used in assembly lubes to help the oil cling to the surface to be protected longer.
None of the above will protect an engine if it is put together dirty. We mentioned that last time, but any speck of material which is harder than cast iron and larger than the bearing clearances can easily destroy the perfect engine build. Engine components can’t be cleaned too much before putting the engine together. I clean my blocks in soap and water and then spray them down with WD-40 in hopes of removing all potentially dangerous particles which might be embedded in the porous cast iron or aluminum. I clean lifters and rocker arms in solvent to remove machining debris, blow them dry, and then soak them in break-in oil.
I’ve also begun using fluids on bolts which are to be torqued. ARP started this trend, and I agree with them. Using a lubricant on a bolt does two things. First, lubricating the threads means the bolt will pull down more evenly with less stiction. Secondly, a lubricated set of threads means a bolt will be pulled down tighter at the same torque wrench reading (more bolt stretch), because friction between the threads has been significantly reduced.
I should also comment about GM E.O.S. as a lubricant supplement. E.O.S. was originally designed to add more ZDP and other additives to ’60s design oils which weren’t very heavily compounded. Oils of today have two to three times the additive content of 1960s oils, with the exception of ZDP. The only thing they need to be more effective is additional ZDP, rust inhibitors, and tackifiers. I’m not certain E.O.S. is the best answer for today’s engines and oils.
This brings up the subject of brand marketing. We all experience it every day, and it upsets an old technical guy like myself. Just because your grandfather ran a specific brand of oil that was great once upon a time doesn’t guarantee that it is great now. The Gulf Oil Co. hasn’t existed for many years, yet the brand name is still out there owned by two current oil marketers.
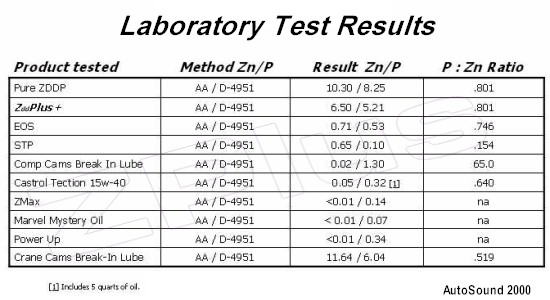
Lube specifications, lubricant formulations, additive suppliers, and the resultant products change every few years. Marketers promote brand names hoping you will be lazy and merely trust that brand name to protect your engine forever! However, as a scientist, I want to see actual test data, not testimonials from Joe Sixpack prior to making purchases. And scantily-clad ladies don’t necessarily know much about engine lubes!
Therefore, how does one intelligently decide which assembly products to use? I’m going to ignore roller cams here, because rollers don’t have the EP requirements that flat tappet cams do. Rollers just need adequate, clean oil to allow their components to survive. Never use grease on rollers. If that roller skids across the cam lobe a few times without turning, it can flat spot and fail.
I recommend selecting an oil-soluble grease for use on cam lobes and lifters of flat tappet cams. Request that the various suppliers provide performance data. Use the grease you selected on all the components I mentioned above. Then if the engine has to set for a while, you’re covered. I can’t recommend brand names here, because I helped invent some of the products out there.
Then I would select a heavier viscosity oil (e.g., 20w50), oil assembly lube, break in oil, or hot rod oil to put on all the bearing surfaces, rocker arms, etc. Don’t forget to put oil in the pan, so the engine isn’t accidentally started up dry. Some oil assembly lubes, break-in oils, and hot rod oils contain a vapor phase rust inhibitor that will protect stored engines longer. I prefer using these oils because they are safer for use if your engine won’t be fired up immediately. Don’t forget to oil the crankshaft seals to prevent them from tearing on start-up.
I use a thinner mineral oil (SAE 10w30 or 10w40), not a synthetic, on cylinder walls and piston rings. These areas don’t need as much EP protection – you actually want the piston ring face and cylinder walls to have accelerated wear at startup to better seat the rings, thereby optimizing their ability to seal combustion pressures. You can even use a little oil on cylinder walls and no oil on the rings, but I like to be conservative.
I hope this discussion helps unshroud some of the mysteries about engine assembly lubes. You don’t need to take any more chances with an engine build than you have to.
John Martin is a “motorhead” physicist who worked for Lubrizol for 25 years, and before that he worked for Shell. He has formulated and tested racing oils for NASCAR and NHRA Pro Stock engines for decades.