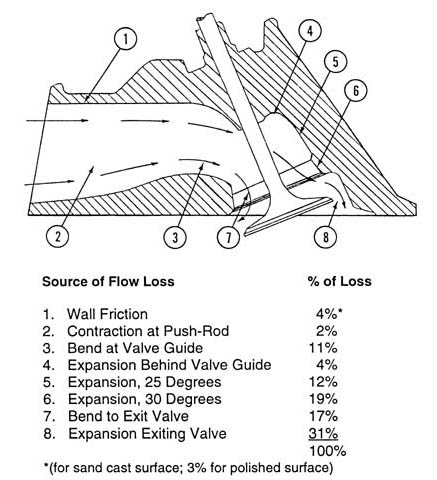
notice how the valve seat supporting casting in the cylinder head, throat extends out into the port and restricts the valve flow, a critical area that port and bowl clean -up can usually gain significant flow improvements
viewtopic.php?f=27&t=1831&p=4763&hilit=die+grinders+burrs#p4763
viewtopic.php?f=52&t=462&hilit=die+grinders+burrs
http://www.abs-products.com/specialty-tools/hogs-carbide-burrs.shtml
viewtopic.php?f=27&t=3379&p=8946&hilit=die+grinders+burrs#p8946
viewtopic.php?f=55&t=858&p=2669&hilit=burrs#p2669
viewtopic.php?f=27&t=24
viewtopic.php?f=59&t=6246&p=20376&hilit=drier#p20376
viewtopic.php?f=50&t=1266&p=2717&hilit=die+grinders+burrs#p2717
http://www.eastwood.com/engine-port...er&utm_medium=Merchant-Centre&SRCCODE=1SE1530
https://www.summitracing.com/int/par...1060/overview/
https://www.summitracing.com/int/parts/sum-900630
https://www.summitracing.com/int/parts/sum-900240
Stage 4 Melanoma Therapy
A Treatment for
Metastatic Melanoma.
melanomatreatmentpossibility.com
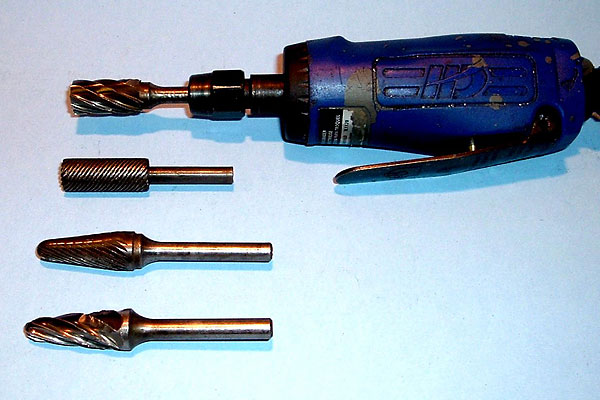
btw it helps a great deal to dip the burr in a shot glass of WD.40 about every 20-30 seconds as it helps keep it from picking up crud sticking to the burrs cutting edges
http://www.harborfreight.com/air-die-gr ... 99698.html
I usually buy these three at a time, they last a long time but think of them as disposable like the BURRS because they do wear out and at roughly $20 each are a bargain even if you need to occasionally pitch one in the dumpster
you can order this set of these long carbide burrs for about $36-$40
http://www.abs-products.com/specialty-tools/hogs-carbide-burrs.shtml
http://www.mcsdepot.com/browseproducts/ ... REACH.HTML
http://www.browntool.com/Default.aspx?t ... ductNumber
http://www.grainger.com/category/carbid ... alog/N-9o0
http://www.eastwood.com/8pc-dual-cut-ca ... shank.html
http://www.victornet.com/subdepartments ... /2150.html
http://www.carbideprocessors.com/sgs/long-shank/
http://www.pferdusa.com/products/202a/index.html
http://dewitt-tool.com/b_dc_oval.aspx
http://boroburrs.com/14-shank-burs/
http://www.falcontool.com/Falcon_Carbide_burs.pdf
most of the time you'll find a few seconds time to put on safety equipment and the minimal cost spent is far FAR less than it costs in time and money to deal with the medical cost resulting from rushing into a job without their use!Ive generally used and strongly suggest you consider using, one or both of these when using angle grinders or while porting heads due to learning from past experiences
btw it helps a great deal to dip the burr in a shot glass of WD.40 about every 20-30 seconds as it helps keep it from picking up crud sticking to the burrs cutting edges
http://www.homedepot.com/p/DEWALT-Safet ... 220499-_-N
http://www.harborfreight.com/adjustable ... 46526.html
Speeds & Feeds for Carbide Burrs
Carbide burrs should typically be run at
1,500 - 3,000 Surface Feet Per Minute (SFPM)
SFPM = (RPM) (3.14) (DIAMETER) divided by 12
RPM = (SFPM) (12) divided by (3.14) (DIAMETER)
The following are general speed recommendations and may need to be adjusted to your specific application.
Carbide burrs and carbide rotary files, like high speed steel burrs and rotary files, are safest when used with the shank all the way into the collet and only the head is exposed.
Extreme care should be exercised when the head of the burr extends farther out. Too much pressure or too much speed might cause the shank to vibrate or bend while the burr is spinning, or teeth to break.
Carbide burrs up to 1/8" (3mm) diameter may be run at speeds up to 75,000 RPM, depending on the material being cut and amount of shank exposed. Go slower if the shank is exposed.
Extra long carbide burrs should be run 25% slower than a standard burr
Carbide burrs ranging in size from 3/16" (4.75mm) diameter to 3/8" (9.5mm) diameter, a 30,000 RPM die grinder is recommended.
Carbide burrs ranging in size from 1/4" (6.3mm) diameter to 1/2" (12.5mm) diameter can usually be run effectively with a 22,000 RPM die grinder.
1/8" (3mm) diameter: 45,000 - 90,000 RPM
1/4" (6mm) diameter: 23,000 - 45,000 RPM
1/4” (6mm) x 6” long: 17,000 – 33,000 RPM
3/8" (10mm) diameter: 15,000 - 30,000 RPM
1/2" (12mm) diameter: 11,000 - 22,000 RPM
3/4" (20mm) diameter: 7,500 - 15,000 RPM
1" (25mm) diameter: 5,500 - 10,000 RPM
If the shank is exposed, slow it down
Carbide burrs, like all cutting tools, are dangerous. Use caution when using any cutting tool, and always wear appropriate eye protection and safety equipment. Never exceed the manufacturer's recommended speeds and feeds for any cutting tools.
Never, ever, grab a spinning burr. Let the burr come to a complete stop before touching it. The fingers you save may be your own.
ALWAYS WEAR EYE PROTECTION WHEN USING A CARBIDE BURR
THE question about buying bare heads and having a local shop you trust add the valve train components and do the machine work , VS buying ready to run, off-the-shelf cylinder heads, comes up frequently.
the manufacturers can buy in volume and purchase valve train components a good deal cheaper than you can, and they can have heads machined in large batch jobs that also reduce machine work costs, but they are also trying to be competitive so they rarely select the top quality components, thus there's always a trade-off and you,ll rarely see top quality machine work, and the better components used in off the shelf heads for sale....that does not indicate the off-the-shelf heads are junk, but the manufacturers must balance quality and price to remain competitive.
Youll almost always find that the larger and better known brand name suppliers like
AFR,
DART,
BRODIX
EDELBROCK,
PROFILER,
TRICKFLOW,
have listed upgrades as options
yes quality varies and your going to be doing research or your not likely to get the best value per dollar or best potential performance.it would be foolish to not ask about the options cost and potential benefits of those upgrades.
related threads and sub linked info
http://garage.grumpysperformance.co...u-buy-bare-or-assembled-heads.534/#post-57612
http://garage.grumpysperformance.com/index.php?threads/ccing-my-heads.14187/#post-71989
http://garage.grumpysperformance.com/index.php?threads/sellecting-cylinder-heads.796/
http://garage.grumpysperformance.com/index.php?threads/porting-can-help.462/
http://garage.grumpysperformance.co...ng-combustion-chambers.2630/page-2#post-54342
http://garage.grumpysperformance.co...e-springs-and-setting-up-the-valve-train.181/
http://garage.grumpysperformance.com/index.php?threads/finding-a-machine-shop.321/#post-55314
http://garage.grumpysperformance.com/index.php?threads/multi-angle-valve-job-related.3143/#post-8387
http://garage.grumpysperformance.com/index.php?threads/how-to-lap-valve-seats.1159/#post-2362
ID suggest you select from heads from these sources
Jegs; 800/345-4545; Jegs.com
Summit Racing; 800/230-3030; SummitRacing.com
Scoggin-Dickey Parts Center; 800/456-0211; ScogginDickey.com
TRJ
http://trjperformance.com/cylinder-heads-top-end-kits-components/complete-heads/
TRICKFLOW
http://www.trickflow.com/egnsearch.asp? ... 4294867081
http://www.trickflow.com/customerservice
1-330-630-1555 • 1-888-841-6556
BRODIX
http://www.brodix.com/heads/heads.html
479.394.1075
DART
http://www.dartheads.com/products/cylinder-heads
Dart Machinery; 248/362-1188; DartHeads.com
AIR FLOW RESEARCH
http://www.airflowresearch.com/
toll free: 877-892-8844
tel: 661-257-8124
Patriot Performance
Patriot Performance; 888/462-8276; Patriot-Performance.com
PROMAX
http://www.competitionproducts.com/...c-Bare-Pair/productinfo/PMX9317/#.V2m23PkrLcc
RHS
http://www.racingheadservice.com/rhs/cylinder-headshtml
Toll Free: 877-776-4323
Local: 901-259-1134
EDELBROCK
http://www.edelbrock.com/automotive_new ... main.shtml
Edelbrock; 310/781-2222; Edelbrock.com
BMP (world products)
http://www.theengineshop.com/products/cylinder-heads
Tel: 631-737-0372
Fax: 631-737-0467
BUTLER PERFORMANCE
http://www.butlerperformance.com/products/cylinder_heads/cylinder_head_labor.html
866-762-7527
BLUE PRINT ENGINES
http://www.blueprintengines.com/ind...sb-chevy-aluminum-cylinder-heads-cnc-machined
1800-483-4263
PRO-FILER
https://www.profilerperformance.com/
937‐846‐1333