http://kingracebearings.com/wp-cont...-oil-groove-for-high-performance-bearings.pdf
IT helps to know exactly what year and casting number your engine block is as early production big block engines used a different rear cam bearing and cam, a potential rear cam bearing oil flow issue is found on the 1965- too a few very early 1967 engines ,if you install the older design BBC cam with a grooved rear main in EITHER config with EITHER rear bearing your covered, and since thats just not expensive and any decent machine shop can modify any cam like that cheaply is the smart route to take if your in doubt. obviously having the machine shop groove the rear cam journal under the cam bearing in the block like the later BBC engines would be ideal.
YES READING LINKS WILL HELP A GREAT DEAL
http://garage.grumpysperformance.com/index.php?threads/thrust-bearing-wear.619/
http://garage.grumpysperformance.com/index.php?threads/precision-measuring-tools.1390/#post-68861
http://garage.grumpysperformance.com/index.php?threads/bearing-clearances.2726/
http://garage.grumpysperformance.co...ed-holes-in-bearings-shells.10750/#post-53298
http://garage.grumpysperformance.com/index.php?threads/precision-measuring-tools.1390/#post-44530
http://garage.grumpysperformance.com/index.php?threads/which-torque-wrench.342/#post-10864
SKIPPING READING THE LINKS IS GENERALLY GOING TO BE A MISTAKE
http://www.superchevy.com/how-to/engines-drivetrain/4380-bearing-clearance-info/
https://www.chevyhardcore.com/tech-...ies-measuring-and-setting-bearing-clearances/
https://www.chevydiy.com/pre-assembly-guide-build-chevy-small-block-engines/
http://knowhow.napaonline.com/know-notes-measure-engine-bearing-clearance/
https://www.mahle-aftermarket.com/media/local-media-north-america/pdfs-&-thumbnails/cl77-1-205r.pdf
http://www.superchevy.com/how-to/engines-drivetrain/0707ch-main-bearing-clearance/
https://www.enginebuildermag.com/2013/03/bearing-clearances/
https://blog.k1technologies.com/how-to-check-bearing-clearances
http://garage.grumpysperformance.com/index.php?threads/cam-bearing-install-tools-install-info.1479/
http://garage.grumpysperformance.co...k-after-a-cam-lobe-rod-or-bearings-fail.2919/
http://garage.grumpysperformance.com/index.php?threads/cam-wear-articles-you-need-to-read.282/
the 1965 and 1966 big block 396 had unique rear cam bearings and required a grooved rear cam journal, most cams you buy currently are not grooved, the groove can be cut on a lathe in the last rear journal on the later cams , centered ,and its about .188 wide and .125 deep, if the cam is cut,for that oil groove the standard cam bearing can be used



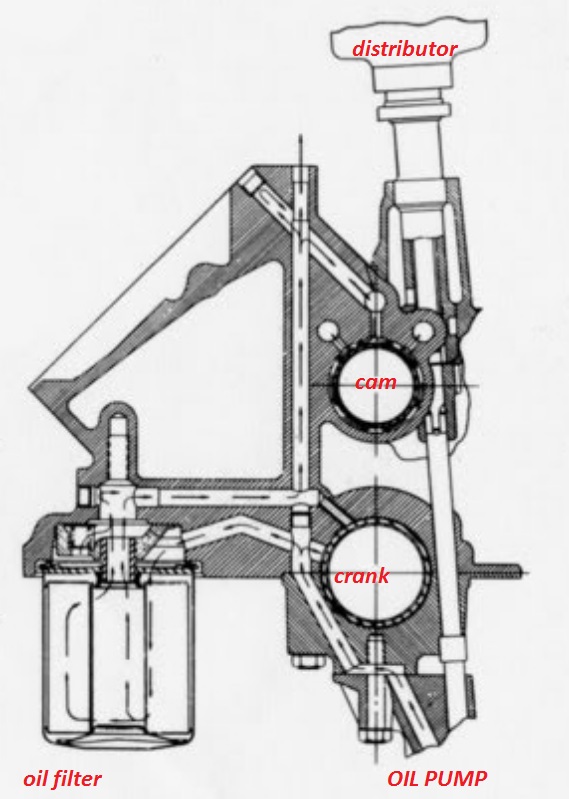
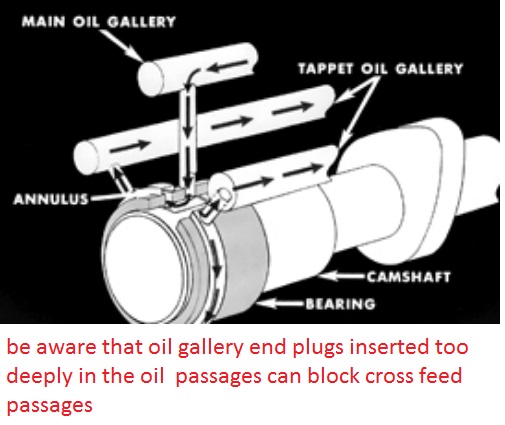
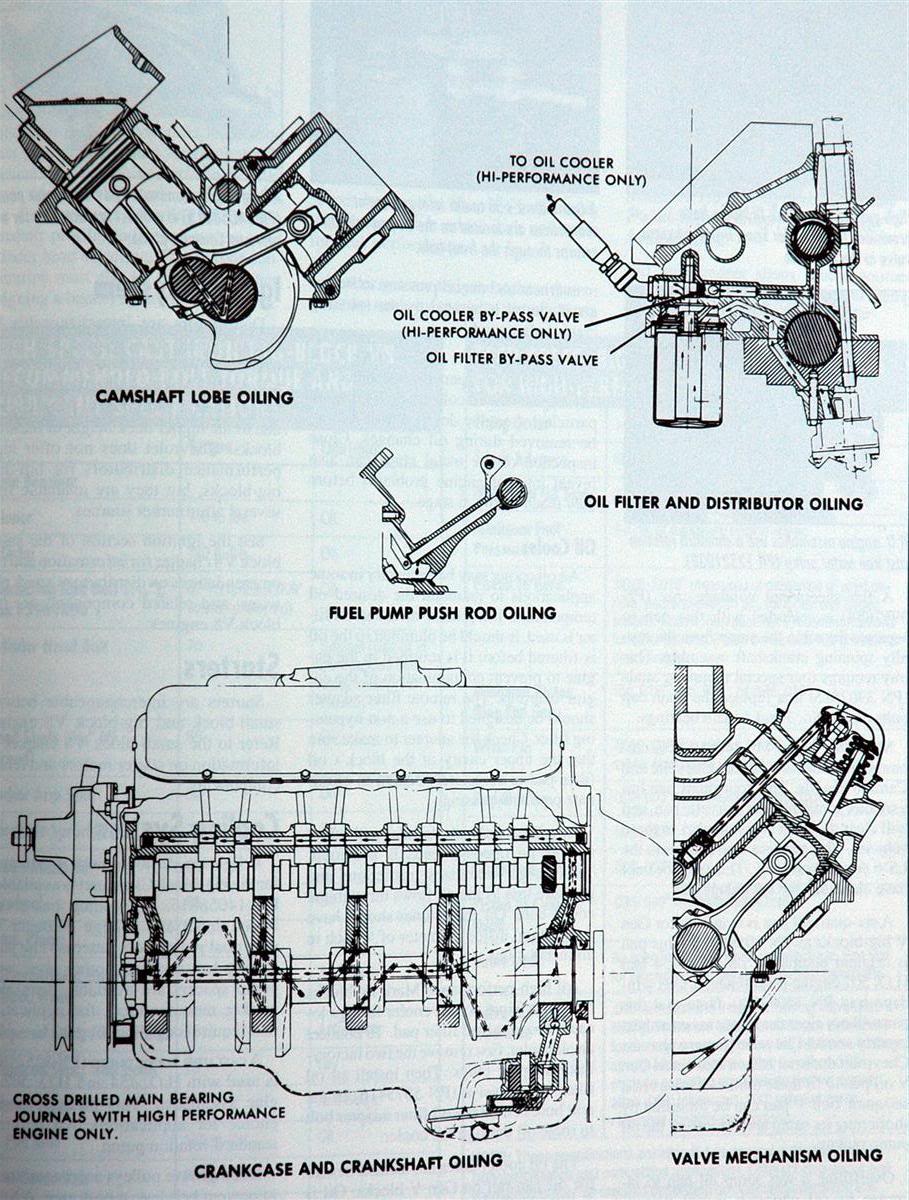
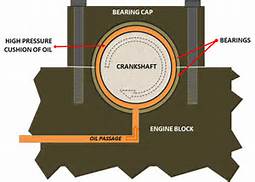
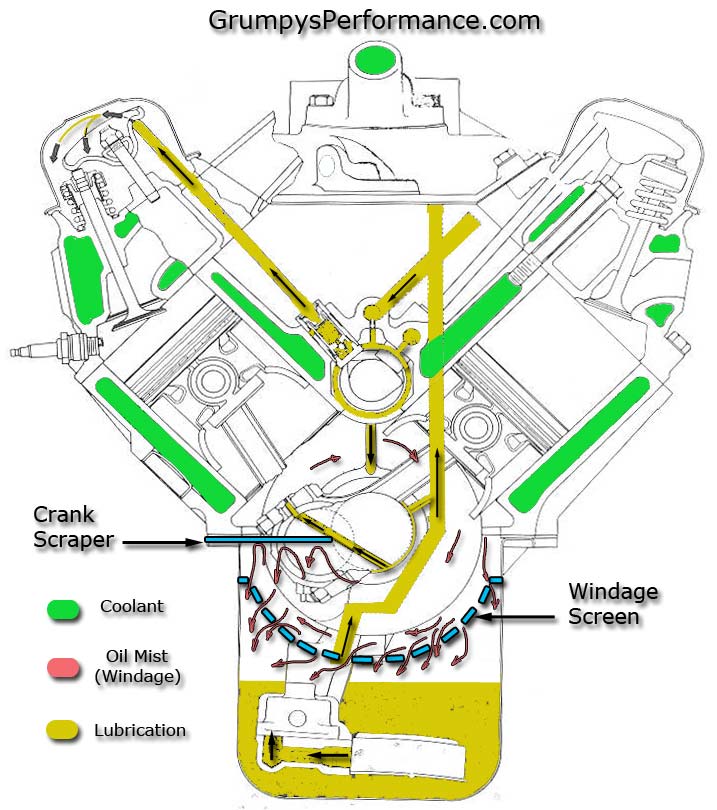
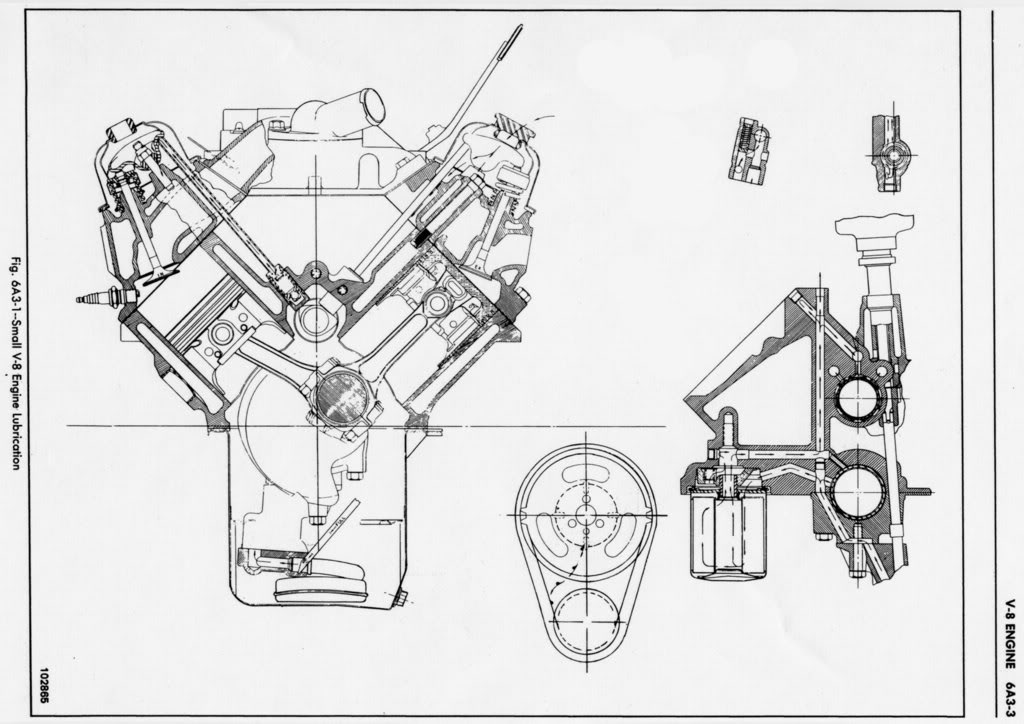
this is a diagram of the big block chevy oil passage system, its designed to feed that rear cam bearing in the center, the groove in the rear cam journal forms the walls of the oil passage cutting an additional groove, in front of the rear freeze plug behind the back cam bearing in the rear of the last cam bearing is unlikely to hurt or help as long as that groove is cut in the cam journal, I've always just cut the groove in the rear cam journal on the 65-66 engines and never had any issues, in fact I know several guys who do that mod on later engines that don,t require it, because they think it helps maintain slightly better oil flow rates to cool the valve train.
OBVIOUSLY if you want too test you manually prime the oil pump ,if you get decent oil flow volume at all the rockers,priming the engine oil pump manually, then obviously the oil flow leaving the pump reaches the intended areas and the route it takes while a bit different than originally designed may still work and not cause you any issues, keep in mind that as the engine rpms increase the oil flow rate needs to the valve train need to increase also and while it may be possible, to machine a shallow groove, in a later rear cam bearing it won,t be able to allow nearly the required oil flow rate at higher rpms as the rear bearing shell is just not thick enough,to allow a deep enough groove on the early engines, those engines, require the early rear cam bearing with the three hole aligned correctly and the grooved rear cam journal, some shops will modify the later cam bearings, installed in early blocks by cutting a large bevel in the rear edge, to allow oil to flow behind and around the rear cam journal, this is not always 100% successful, at providing full oil flow capacity on the early engines that don,t have the block grooved under the rear cam bearing ,especially at higher rpm levels.
read through these links
http://garage.grumpysperformance.com/index.php?threads/metal-in-oil.10875/#post-47688
http://garage.grumpysperformance.co...ilter-you-sellect-does-make-a-differance.117/
http://garage.grumpysperformance.com/index.php?threads/oil-filters.11189/
http://garage.grumpysperformance.co...g-up-oil-feed-holes-in-bearings-shells.10750/
http://garage.grumpysperformance.co...k-after-a-cam-lobe-rod-or-bearings-fail.2919/
http://garage.grumpysperformance.co...g-up-oil-feed-holes-in-bearings-shells.10750/
http://garage.grumpysperformance.com/index.php?threads/oil-system-mods-that-help.2187/
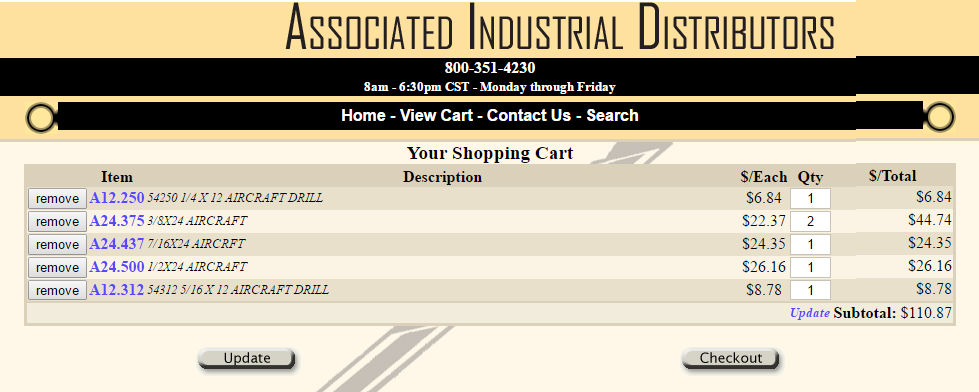
moroso sells plug kits
http://garage.grumpysperformance.com/index.php?threads/basic-info-on-your-v8-lube-system.52/
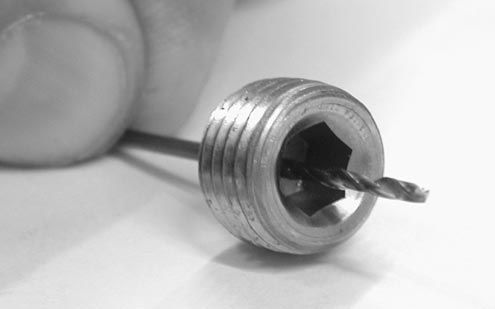
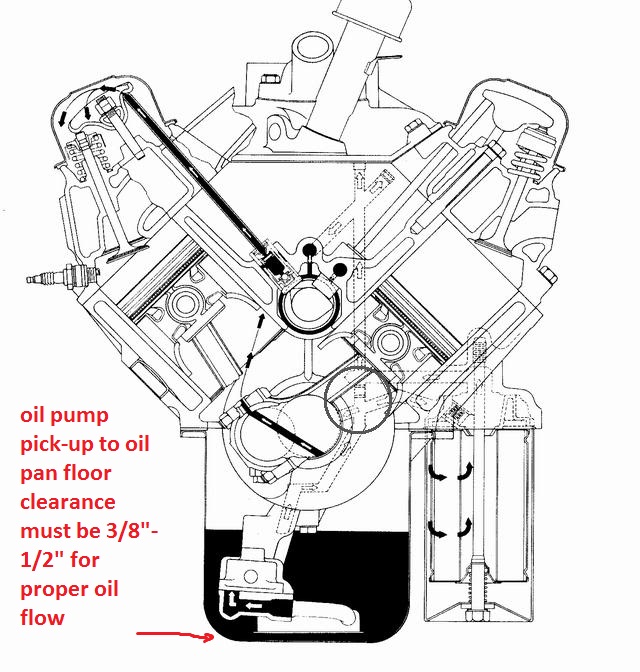
be sure only one oil passage plugs drilled, generally only the pass side oil passage plug with a single .025-.030 hole, many guys use a 1/32" drill bit because its easy to locate, I prefer the smaller #72 drill
http://buydrillbits.com/products/hss/gp2.php?c=AIR
http://www.victornet.com/subdepartments/HS-Long-Drills/1180.html
Cam Bore: 2.140 inches (number-1), 2.130 inches (number-2 and number-5), 2.120 inches (number-3 and number-4); cam bearing inside diameter: 1.950 inches
at times having a long small diameter light that you can stick through the blocks oil passages to check the oil feed to the bearings passage alignment helps
https://www.tooltopia.com/steelman-...MI4s7coYzY2AIV3I2zCh3U6AFUEAQYAiABEgI0PfD_BwE
just wondering , how many of you gentlemen are like I am,
and have taken to keeping a spare set of 275/300 power, reading glasses ,
you pick up from the local dollar store for $1.50 each
(I buy several every time I visit and leave a few in the tool box)
and around the shop, and my computer desk,
to read fine print on prescription bottles, component install instructions,
and simply so I can read the dial indicator,
torque wrench, caliper's , micrometers, bore gauges, and similar tools,
and look over the condition of parts, etc,
its AMAZING how much clearer the fine surface finish,
on parts your working on, is,
and fine print is once you have access to clear vision and bright lighting
Ive also found I can use a handy portable light.
https://www.amazon.com/Nebo-Big-Lar...ocphy=9012039&hvtargid=pla-422733965918&psc=1
Chevy V8 bore & stroke chart
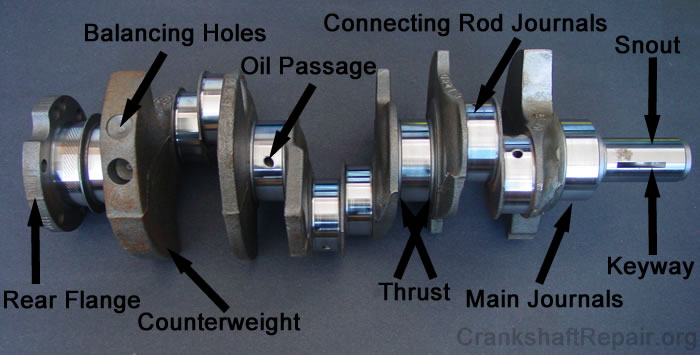
Chevy V8 Crankshaft Journal Sizes
Here's a list of Chevy V-8 crankshaft journal sizes. All journal sizes are given in "STANDARD" sizes. Your crankshaft may have been cut down in size previously by a machine shop. Make sure your crank will work in the block you have. Blocks were made for each crank main journal size. If you are putting a "small" or "medium" journal smallblock crank into a "medium" or "large" journal smallblock block you will need crank bearing "spacers" or use special "thick" bearings available from aftermarket suppliers.
Chevy Smallblock V8 Crankshaft Journal Sizes
Gen.I, "Small Journal"
265...Mains-2.30"-Rods-2.00"
283...Mains-2.30"-Rods-2.00"
302...Mains-2.30"-Rods-2.00"
327...Mains-2.30"-Rods-2.00"
Gen.I, "Medium Journal", includes "Vortec" 305 and 350 thru '98
262...Mains-2.45"-Rods-2.10"
267...Mains-2.45"-Rods-2.10"
302...Mains-2.45"-Rods-2.10"
305...Mains-2.45"-Rods-2.10"
307...Mains-2.45"-Rods-2.10"
327...Mains-2.45"-Rods-2.10"
350...Mains-2.45"-Rods-2.10"
Gen.I, "Large Journal"
400...Mains-2.65"-rods-2.10"
Non-production Gen.I combination, using Gen.I 400 crank in Gen.I 350 block
383...400 crank, Mains cut to 2.45"-Rods-2.10"
Non-production Gen.I combination, using Gen.I 350 crank in Gen.I 400 block
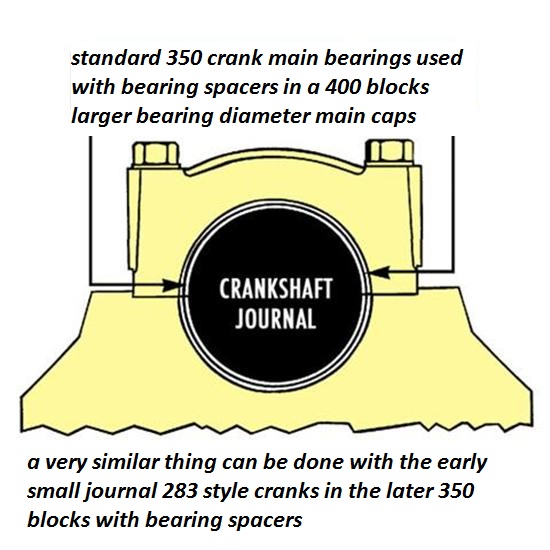
377..."Spacer" or "thick" main bearings with 350 crank-Rods-2.10"
Gen.II, "Medium Journal", includes "L-99" 265, "LT-1" 350, "LT-4" 350
265...Mains-2.45"-rods-2.10"
305...Mains-2.45"-Rods-2.10"
350...Mains-2.45"-Rods-2.10"
Non-production Gen.II combination, using Gen.II 265 "L-99" crank in Gen.II 350 block
302...Mains-2.45"-Rods-2.10"
Gen.III, includes '97-2005 "LS-1" Corvette, Firebird, Camaro
345...Mains-2.558"-Rods-2.10"
Corvette "ZR-1", DOHC, "LT-5"
350...Mains-2.76"-Rods-2.10"
CID BORE STROKE
262 = 3.671" x 3.10" (Gen. I, 5.7" rod)
265 = 3.750" x 3.00" ('55-'57 Gen.I, 5.7" rod)
265 = 3.750" x 3.00" ('94-'96 Gen.II, 4.3 liter V-8 "L99", 5.94" rod)
267 = 3.500" x 3.48" (Gen.I, 5.7" rod)
283 = 3.875" x 3.00" (Gen.I, 5.7" rod)
293 = 3.779" x 3.27" ('99-later, Gen.III, "LR4" 4.8 Liter Vortec, 6.278" rod)
302 = 4.000" x 3.00" (Gen.I, 5.7" rod)
305 = 3.736" x 3.48" (Gen.I, 5.7" rod)
307 = 3.875" x 3.25" (Gen.I, 5.7" rod)
325 = 3.779" x 3.622" ('99-later, Gen.III, "LM7", "LS4 front wheel drive V-8" 5.3 Liter Vortec, 6.098" rod)
327 = 4.000" x 3.25" (Gen.I, 5.7" rod)
345 = 3.893" x 3.622" ('97-later, Gen.III, "LS1", 6.098" rod)
350 = 4.000" x 3.48" (Gen.I, 5.7" rod)
350 = 4.000" x 3.48" ('96-'01, Gen. I, Vortec, 5.7" rod)
350 = 3.900" x 3.66" ('89-'95, "LT5", in "ZR1" Corvette 32-valve DOHC, 5.74" rod)
364 = 4.000" x 3.622" ('99-later, Gen.III, "LS2", "LQ4" 6.0 Liter Vortec, 6.098" rod)
376 = 4.065" x 3.622" (2007-later, Gen. IV, "L92", Cadillac Escalade, GMC Yukon)
383 = 4.000" x 3.80" ('00, "HT 383", Gen.I truck crate motor, 5.7" rod)
400 = 4.125" x 3.75" (Gen.I, 5.565" rod)
427 = 4.125" x 4.00" (2006 Gen.IV, LS7 SBC, titanium rods)
Two common, non-factory smallblock combinations:
377 = 4.155" x 3.48" (5.7" or 6.00" rod)
400 block and a 350 crank with "spacer" main bearings
383 = 4.030" x 3.75" (5.565" or 5.7" or 6.0" rod)
350 block and a 400 crank, main bearing crank journals
cut to 350 size
ALL production big blocks used a 6.135" length rod.
CHEVY BIG BLOCK V-8 BORE AND STROKE
366T = 3.935" x 3.76"
396 = 4.096" x 3.76"
402 = 4.125" x 3.76"
427 = 4.250" x 3.76"
427T = 4.250" x 3.76"
454 = 4.250" x 4.00"
477= 4.5" bore x 3.76" stroke
496 = 4.250" x 4.37" (2001 Vortec 8100, 8.1 liter)
502 = 4.466" x 4.00"
557T= 4.5 bore 4.375" stroke
572T = 4.560" x 4.375" (2003 "ZZ572" crate motors)
T = Tall Deck
ALL production big blocks used a 6.135" length rod.
RELATED INFO
viewtopic.php?f=54&t=985&p=18690&hilit=prime+distributor#p18690
viewtopic.php?f=54&t=2187
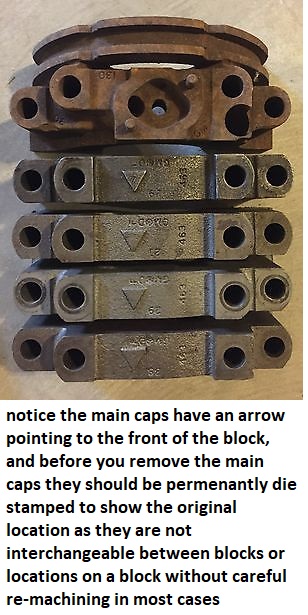
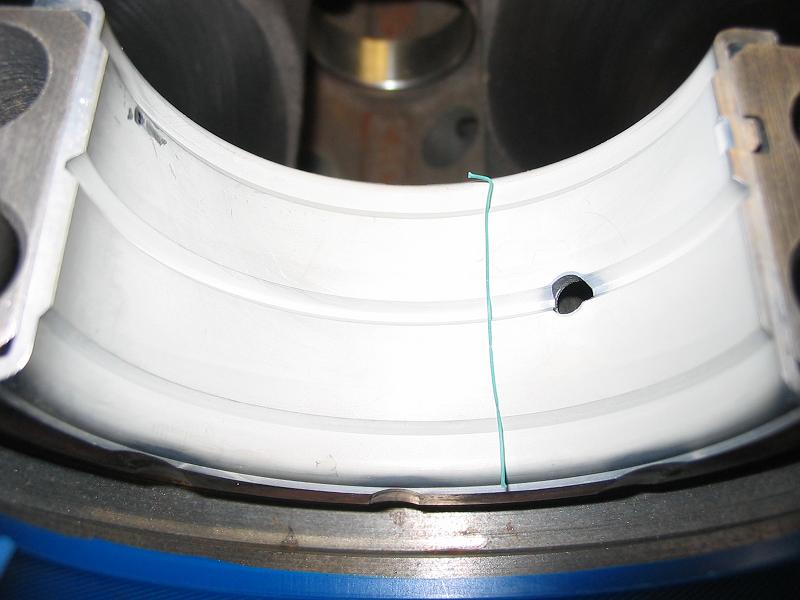
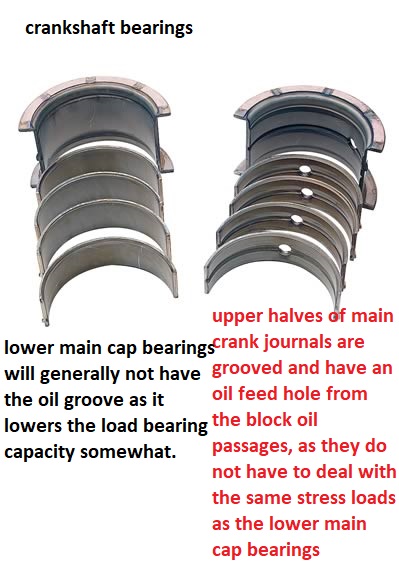
personally Id use a grooved rear cam journal and correctly indexed grooved three oil hole ,rear cam bearing on the early engines,(see pictures below) but they are becoming rather scarce and the newer engines and aftermarket blocks don,t have this issue
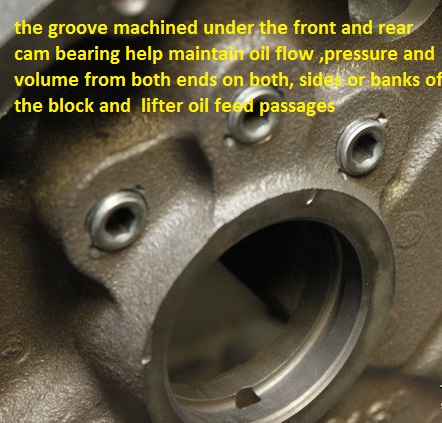
later blocks had a groove cut under and around the outside and behind the cam bearing for oil to reach the valve train, similar to this picture below
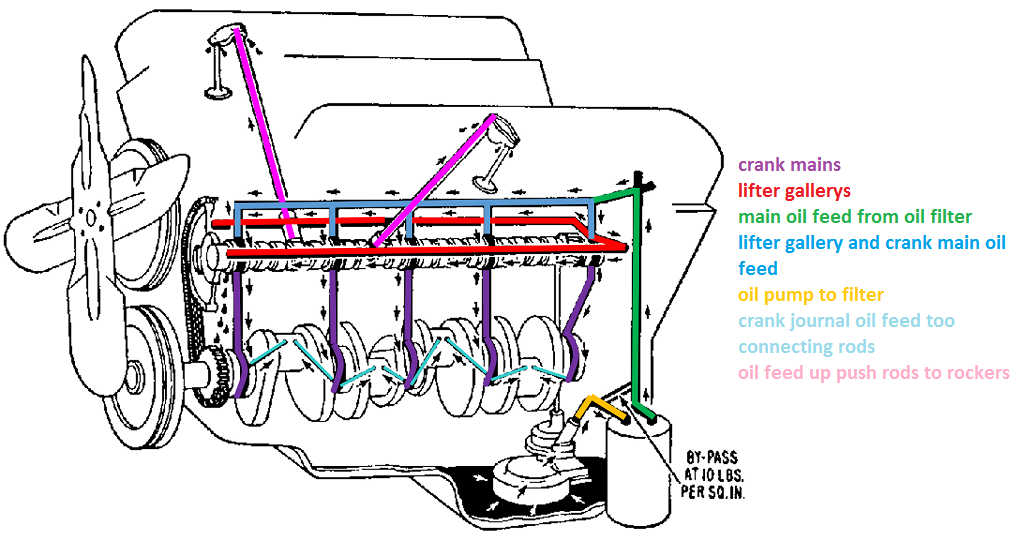
’65-’66 Big-Block Lifter Gallery Oiling: In order to feed pressurized oil to the galleries that feed the lifters, the ’65-’66 big-blocks used a combination of a groove in the rear cam journal and a rear cam bearing with a matching groove on its inside diameter. Oil entered the bearing through a hole at the bottom, traveled around the journal through the groove in the bearing and the journal, and exited the bearing through two holes at the top that aligned with two holes in the block; those two holes fed the oil galleries on each side that fed the lifters. Both the cam journal and the cam bearing MUST have the groove in order to provide adequate oil flow to the lifters, and the bearing must have the two exit holes at the top.
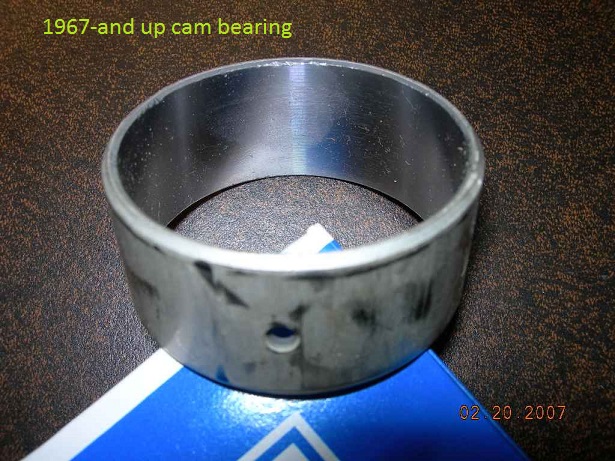
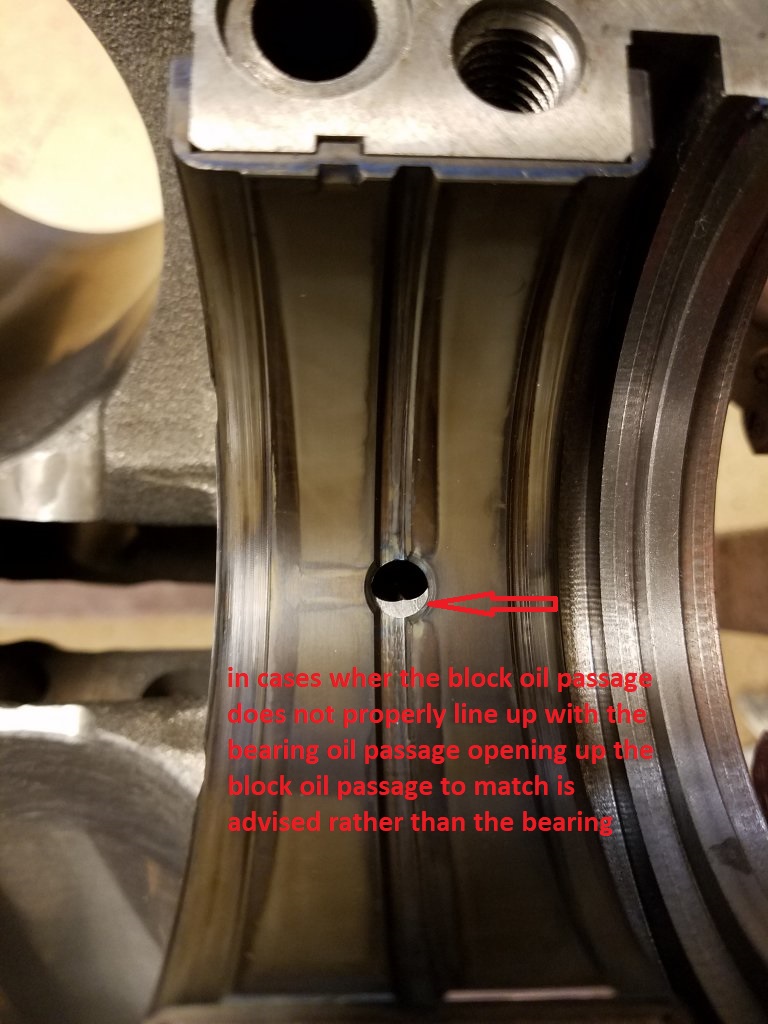
’67-Up Big-Block Lifter Gallery Oiling: Starting in 1967, Chevrolet redesigned the oiling path to the lifter galleries. The groove was removed from both the rear cam journal AND from the I.D. of the rear cam bearing, and an annular groove was machined into the rear cam bearing bore in the block instead. With the smooth rear journal and cam bearing surfaces, oil entered the bearing through the same hole in the bottom, but part of it flowed around the outside diameter of the cam bearing, through the groove machined in the bearing bore, and exited through the same two holes in the block at the top that fed the lifter galleries. The cam bearing now had only one hole, at the bottom.
What This Means To You: Your block dictates what you can use. The 1967 non-grooved cam and non-grooved one-hole rear bearing will NOT work in a ’65-’66 block, period; you need the cam with the grooved rear journal and the rear cam bearing with the three holes and the groove on its I.D. The cam isn’t a big problem – any competent machine shop can cut the required groove in the rear journal of the camshaft, and all you need then is the correct rear cam bearing, which will be included with a ’65-’66-only big-block cam bearing set.
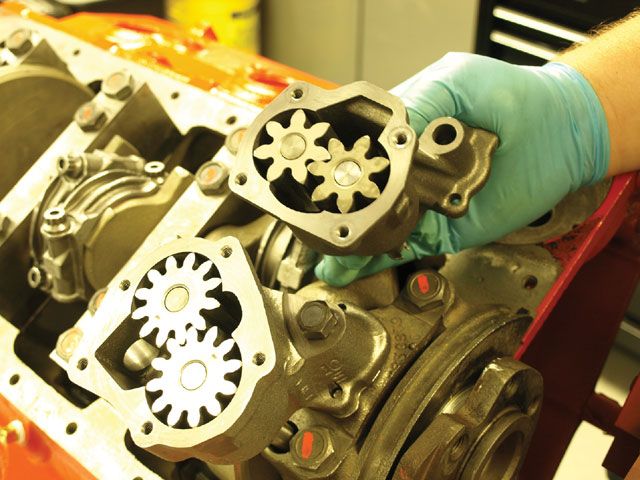
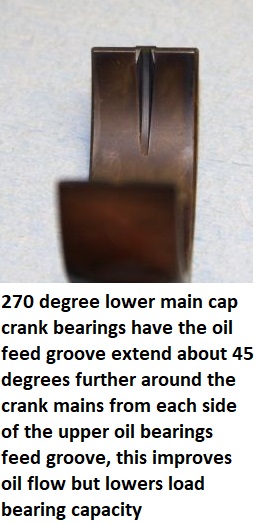
Photo below is the '67-up rear cam bearing, with only one (inlet) hole at the bottom and no groove; the rest of the oil goes around the OUTSIDE of the bearing shell (through the annular groove machined in the bearing bore in the block), to feed the two lifter gallery holes at the top of the bearing bore. '65-'66 3-hole grooved bearing also shown for comparison.
on the early big blocks oil from the oil pump enters the rear cam bearing at 6 0,clock travels around both sides of the rear cam journal and exits into both lifter oil feed gallery passages at about 10 o,clock and 2 o,clock to feed the lifters
on the later big blocks oil from the oil pump enters the rear cam bearing at about 2 0,clock travels around both sides of the rear cam journal and exits slowly thru bearing clearances but the vast majority of the oil flow from the pump travels around the outside of the bearing thru the groove in the block the routes oil directly to the lifter gallerys on both banks into both lifter oil feed gallery passages at about 10 o,clock and 2 o,clock to feed the lifters
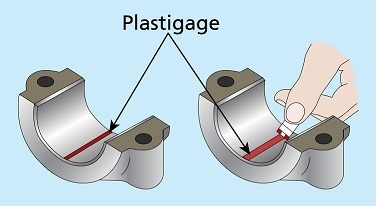
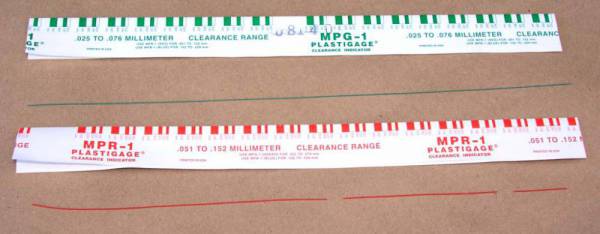
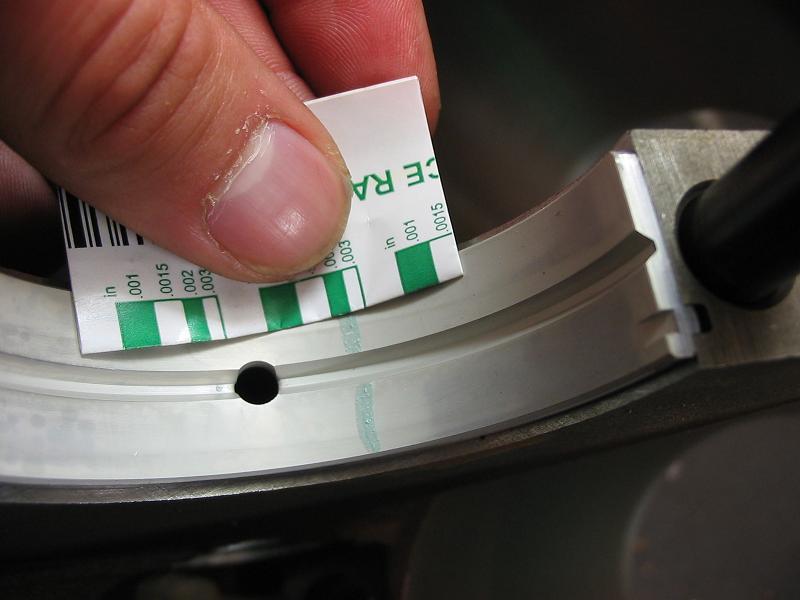
USE YOUR PLASTIGAUGE AND PRECISSION MEASSURING TOOLS , MEASSURE CLEARANCES AND BE SURE YOUR NOT BINDING< ANYPLACE
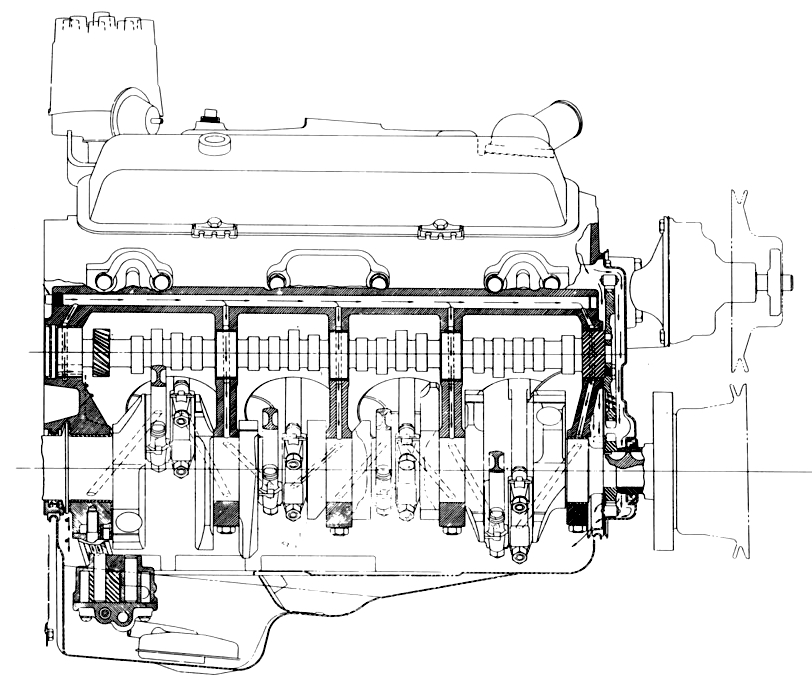
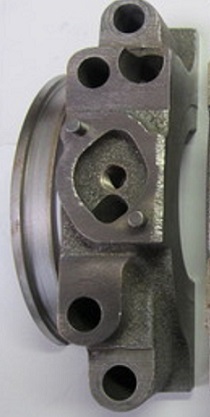
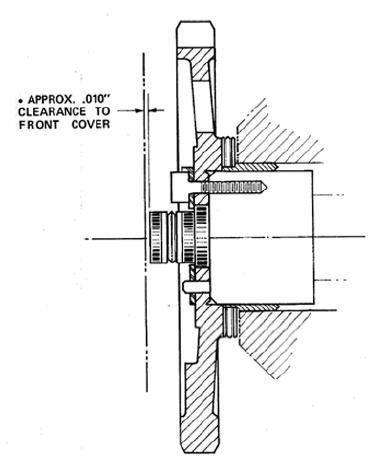
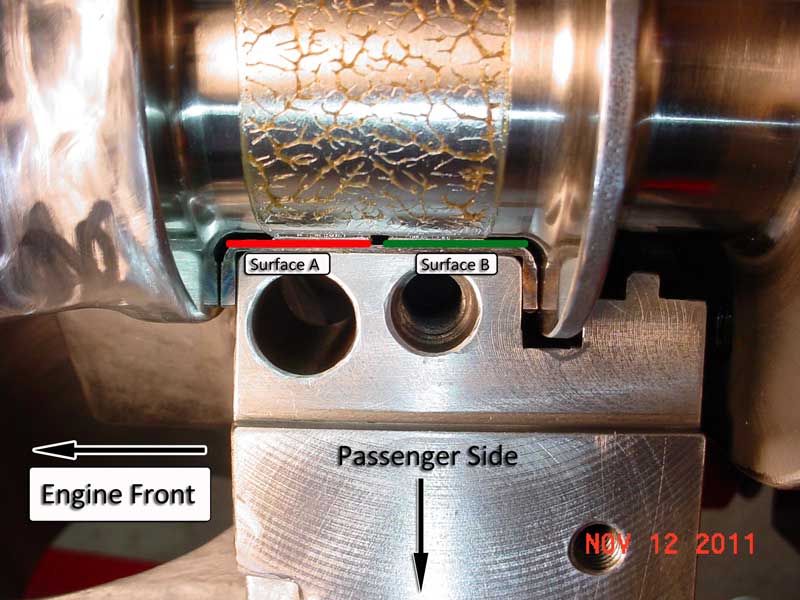
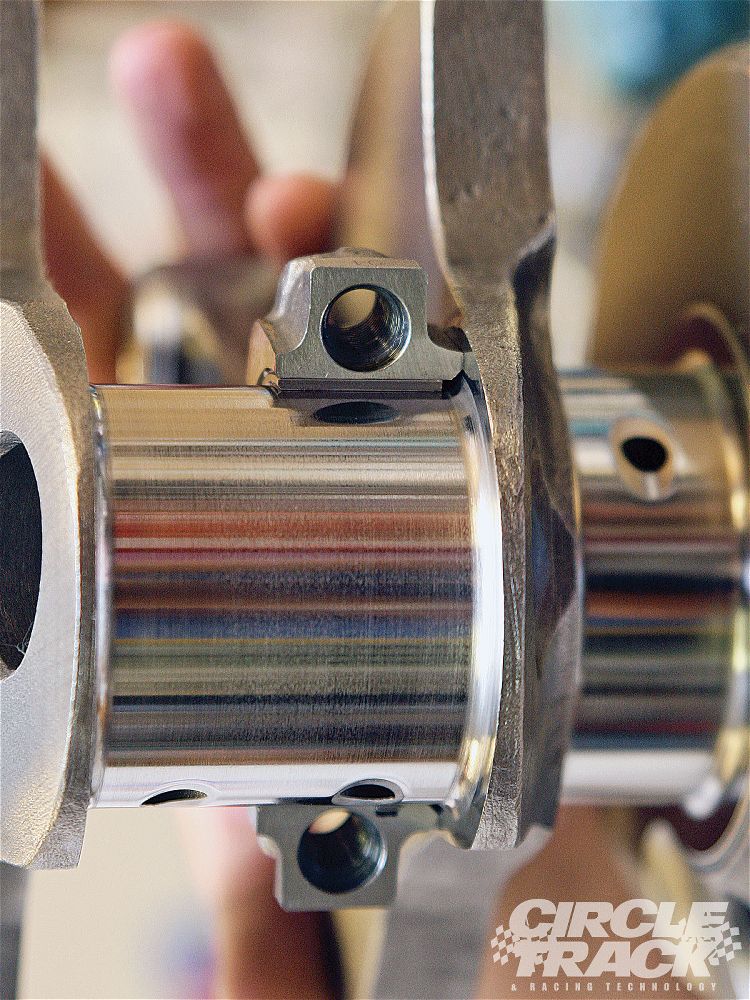
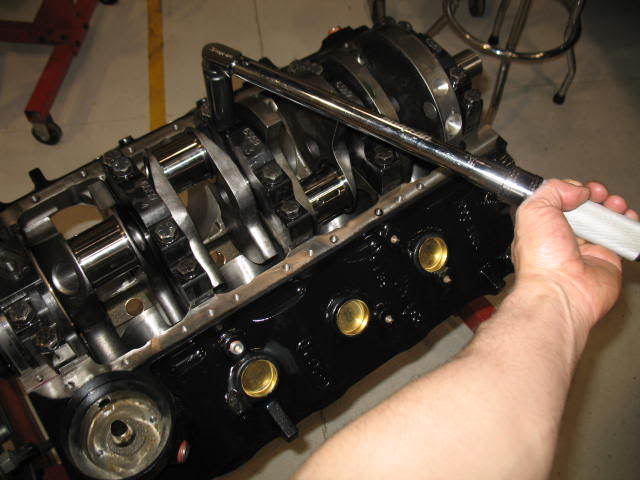
notice the open slot between the rear main cap supporting the oil pump and bearing shell support and the area supporting the rear main seal, this prevents PRESSURIZED oil from the bearings reaching the rear main seal.
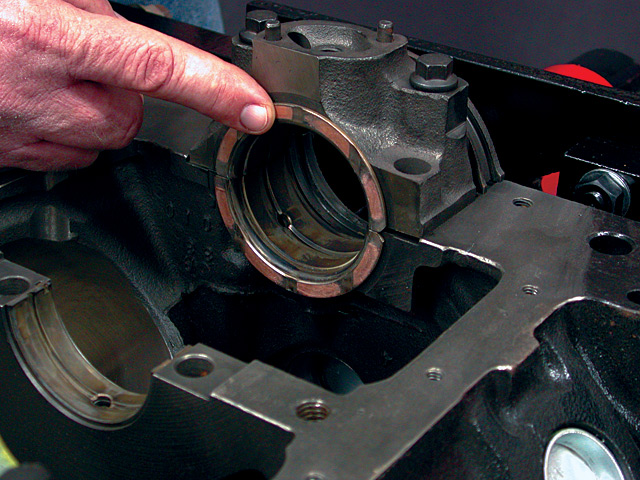
the as cast recess in the rear main cap where the oil pump mounts can be rather restrictive and shallow, and if your replacing a missing main cap , with one from a different block you'll very likely be required to have the block?cap too be line honed to get the correct alignment and fit clearances for the crank shaft
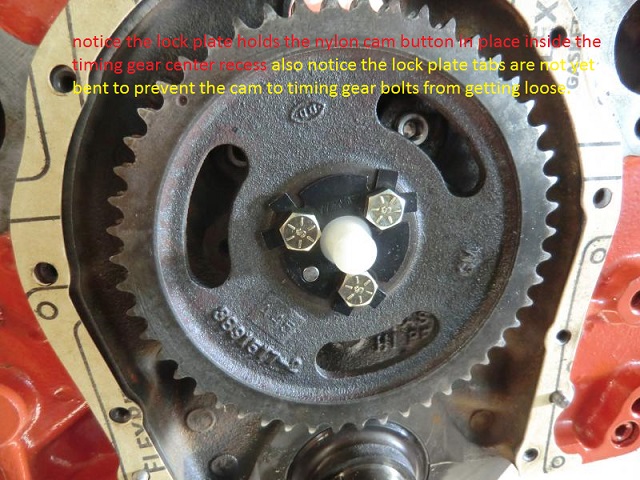
this cam buttons correctly installed but the retainer plate tabs have not been bent up to lock the bolt heads from rotating
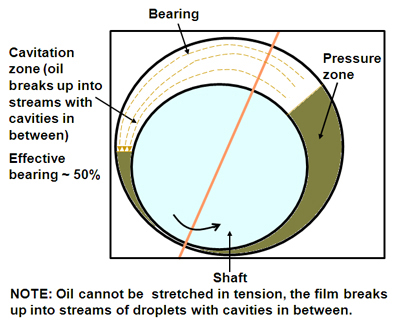
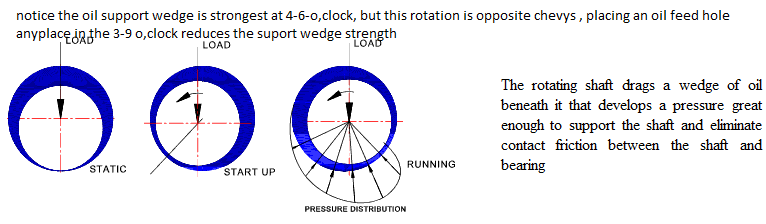
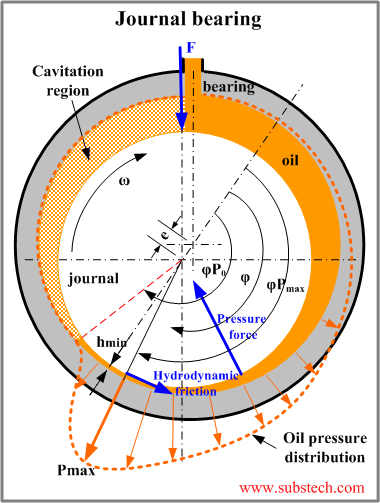
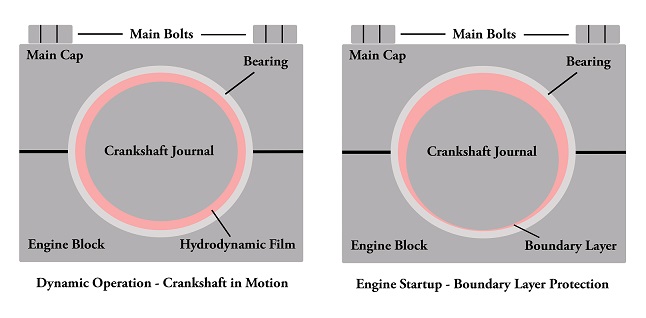
keep in mind the assembly lube or even oil on the bearing surfaces has a surface shear limit,
that why the crank is harder to start rotating but the required effort to keep it spinning is significantly lower,
your initial effort to twist the crank must break that surface tension on the lube,
once its sheared the lube forms a lubricating layer and metal to metal contact is prevented as the lube forms a barrier layer
always accurately measure the crank main journals, and remember the crank and block bearing sizes on a 400 sbc and 350 smc are different as are the early 283-327 sbc
heres some info from napa
http://knowhow.napaonline.com/know-notes-measure-engine-bearing-clearance/
KNOW-HOW NOTES: HOW TO MEASURE ENGINE BEARING CLEARANCE
When rebuilding an engine, there is nothing more critical than getting the bearing clearance correct. Every engine has its own bearing clearance specs, but the measuring procedure does not change. There are two main methods used for checking bearing clearance –
Plastigage® or gauges.
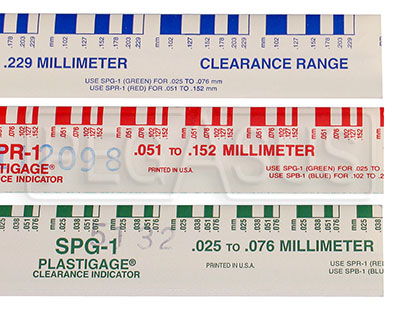
Plastigage®
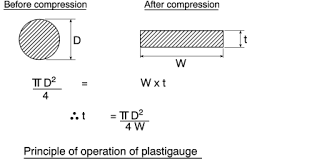
Plastigage® has its place, as it serves a purpose for backing up and verifying your bearing clearances. Plastigage® is a special plastic that expands a specific amount when squeezed. Sold in sleeves of threads for specific thickness ranges, Plastigage® works really well in situations where the components are not being completely removed, such as in-engine bearing replacement, and other non-automotive uses. Originally put on sale in 1948, Plastigage® is fairly accurate and the method of choice for many DIY enthusiasts.
Plastigage® is quite useful, so don’t automatically throw it out. It is a good way of verifying your measurements.
In reality, the right way to check bearing clearances is with the proper tools. In order to check the clearances for rod and main bearings, you need a set of
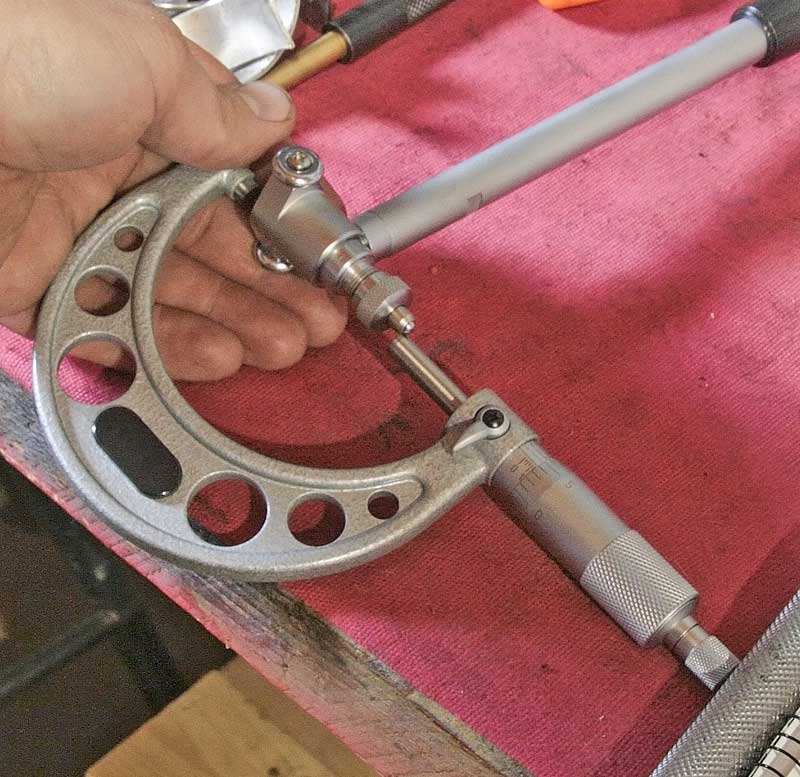
micrometers and a
dial-bore gauge. These are readily available at budget prices, but if you are going to use them a lot, better quality tools are advised.
Micrometer
This looks like a horseshoe with a round handle attached to one leg. Micrometers typically only adjust 1”, so you need multiple sizes to get the job done. A 1-6” set usually has the sizes you need for most jobs.
This a complete micrometer set that will cover just about anything you could need for automotive work.
Dial-Bore Gauge
This tool uses a dial indicator on a post with a small wheeled measuring apparatus. These are adjustable through graduated post extenders that increase the diameter of the measurement circle.
The dial bore gauge measures the inside of round holes, such as the bearing journals.
This one tool can measure 2″ up to 6″ diameter holes.
Both tools are needed in order to check the interior and exterior dimensions of the crankshaft, rods and engine block journals, as well as the thickness of the bearings themselves. Making all of this happen can be tricky, so here are a few tips to help you work through the process.
Using a micrometer means following a couple of rules. The key to a micrometer is not to tighten it too much. There are two knobs – a large knob and then a smaller one. The smaller knob clicks when the micrometer is in contract with the part. DO NOT use the larger knob to tighten the mic onto the part as this can damage the tool.
Reading a micrometer can be confusing, they are graduated differently than rulers. The inside barrel is marked in .100” (large) and .025” (small) notations. Once you reach those marks, the scale on the thimble (large rotating knob) comes into play to get the finite measurements. The thimble is scaled in .001 divisions from .000 up to .025”.
The hash marks are how you read micrometers. It takes some practice, and unless you use them daily, you will forget over time. Just be patient.
Outer Diameter Measurements
These are fairly simple, just choose the micrometer that covers the range needed and measure. It is a good idea to check the part in three different locations, staying away from the oiling holes as they can throw off the measurements due to the chamfers.
Measuring Bearings
Even though bearings are flat enough, they cannot be accurately measured with calipers, instead you need a micrometer. There are special micrometers available for measuring round inside surfaces, but you don’t have to have one of those. Instead, you can use the shaft of a drill bit (good quality, and use the smooth part, not the fluted section). Place the drill bit on the inside curve, and then measure the bearing. Subtract the thickness of the drill bit (measure, don’t assume), and you will have the thickness of the bearing.
An tube mic is useful for measuring bearings and over inside-curved pieces. In a pinch, you can use a drill bit or pushrod and an outside mic.
This is how bearings are measured. DO NOT use calipers, you can easily scratch the babbit material and ruin the bearing, plus they are just not accurate enough.
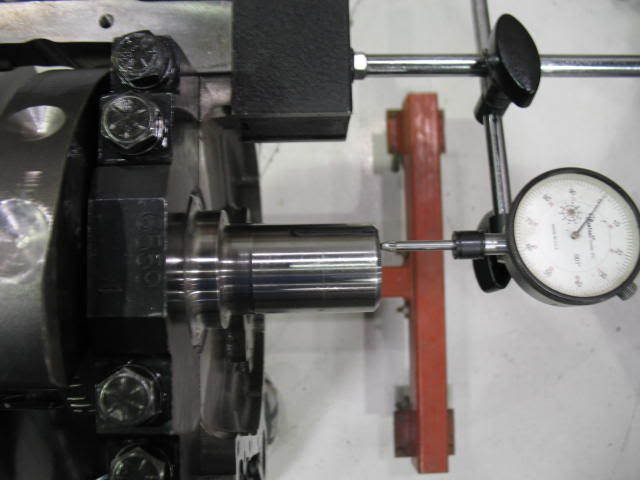
Using A Dial-Bore Gauge
Setting up a dial-bore gauge requires using a micrometer. You need the base measurement of the bore, rough is enough. Set the gauge to just over the diameter, using the correct extensions. Set the micrometer to the bore size you need, then place the gauge between inside the mic and rock the gauge back and forth, and side to side. Note the minimum reading, and zero the gauge to that reading.
Setting the dial bore gauge uses both the bore gauge and a micrometer. Make sure the measuring ends are square inside the micrometer’s anvils (not as shown)
Inside Diameter Measurements
With the dial-bore gauge set to the correct size, place the gauge inside the journal or rod end and rock the gauge back and forth and side to side, just like the setup process. Note the smallest diameter, that is the size of the journal. Just like the outside measurements, take the reading in three different places. One note – the bore must be as it would be in use, so torque the caps to their correct specs and they need to be clean, no oil at all.
Place the gauge inside the journal and move it slowly till you find the largest measurement. Take readings in three places.