Tools and Equipment:
Make fixture with 1/16", 3/32"** and 1/8" holes in a 3/4" x 2" x 2" steel block
- Drill Bits: 1/16", 3/32", 7/64", 1/8", #36, #37, #38 and #39
- 3/32" Roll Pins, 1/2" Long
- 1/8" Roll Pins, 1/2" Long
- Grinder and/or Dremel Tool (Dremel Tool in not required, but does make it easier)
- Scribe
- Dykem or Sharpie Pen
- Drill Motor
- Leather Punch
- Intake Manifold Gaskets
- Heads
- Head Gaskets
- Engine Block
- Eye Loupe (8x Power) (Optional)
- Dial Calipers
- C-Clamps
- 1/2" Counter Sink Bit
- 4 : 3/8-16 x 1" Bolts, Nuts and Flat Washers (Or the correct size for your setup)
Planning Stage
Before you ever start, work thru the complete process in your mind while putting parts together and taking them apart, just like you were actually doing the work. You'll want to find any snafus now while you can easily do something about them. I did this with my brother, which is even better when you have another point of view and lots of questions.
After looking at the manifold and head I decided to place the hole above the 2nd bolt in from each end. You will want to consider such things as the water jackets and how deep can you drill a blind hole. The hole in the head must be a BLIND hole.
Using the leather punch put a hole in an old gasket or similar material to check for a snug fit on the 3/32" roll pin.
** Normally when drilling a hole for a roll pin, you would use the same size drill, but that made it too hard to remove the roll pin during times throughout this procedure it will need to be extracted. Test drill some aluminum to check for fit of the 3/32" roll pin. I found that a little larger hole worked better, I used a #38(0.1015") drill bit. This is the size you will use for one of the holes in your fixture.

Download the PDF file for the fixture at the bottom of this post.
If you are planning on decking the block or milling the heads, it would be better if done before you start this port matching procedure. Of course it all depends on just how much material you will be removing. If it's only 0.010 or 0.015", then it's not going to make much difference. But if you are planning on taking a lot more it might be worth considering doing it first.
Procedures
Align the gasket to the ports in the head, then using the 2-4 bolts/flat washers lightly tighten them to hold gasket in position.
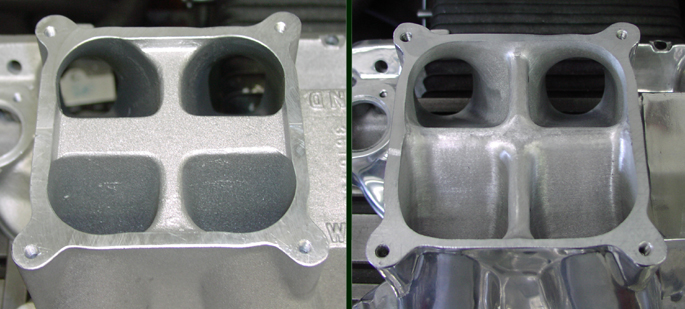
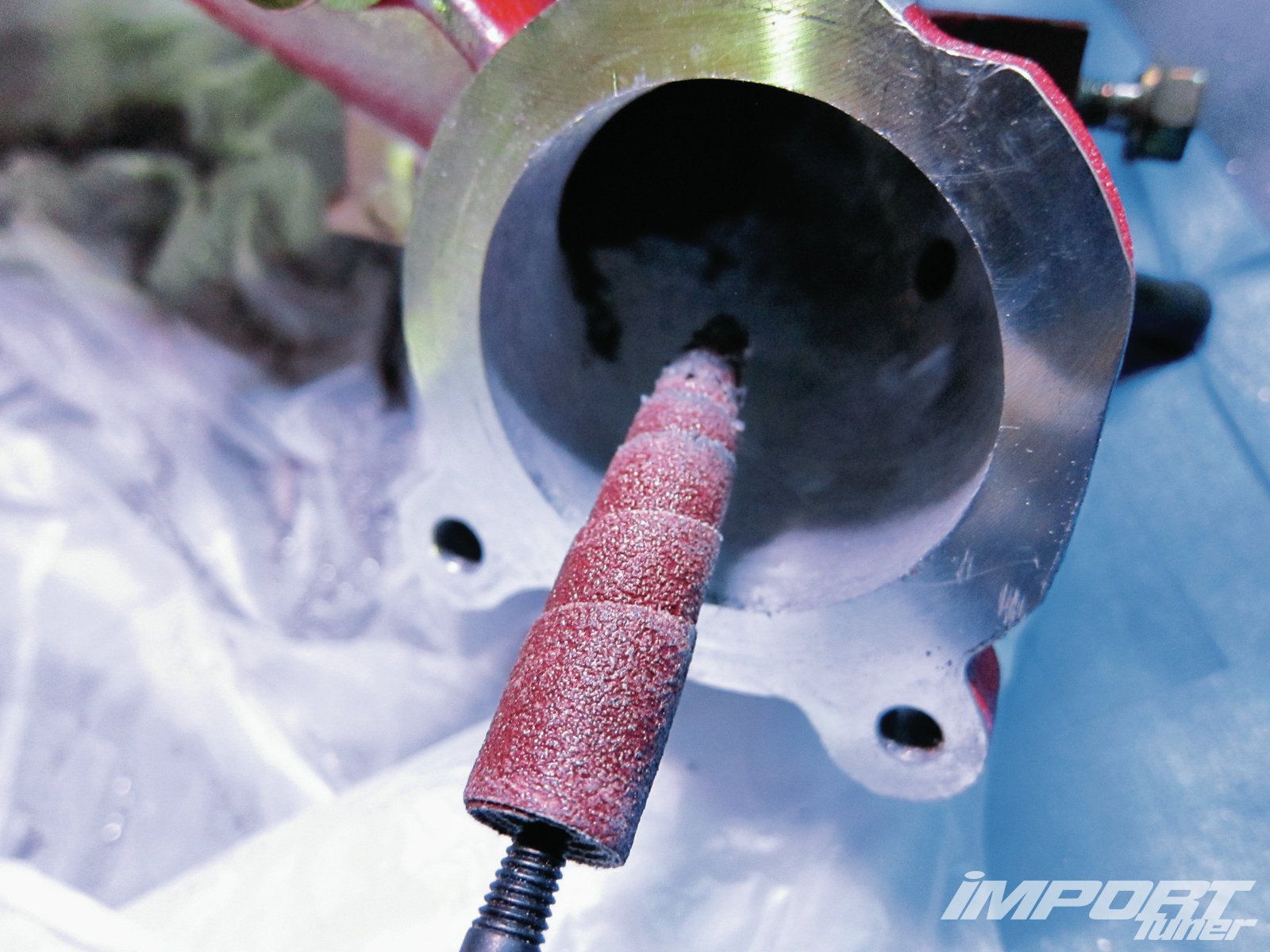
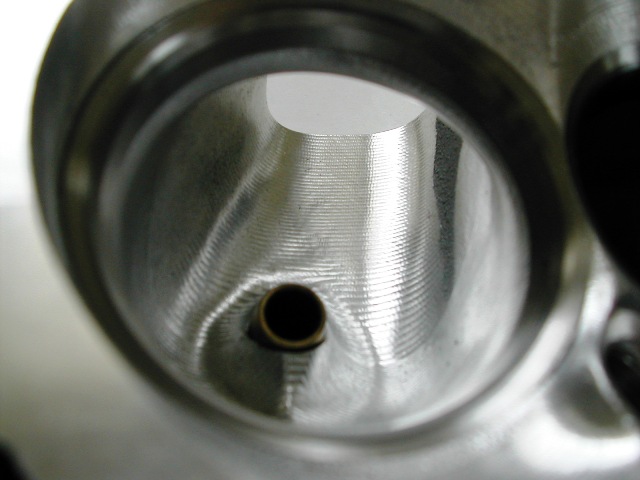
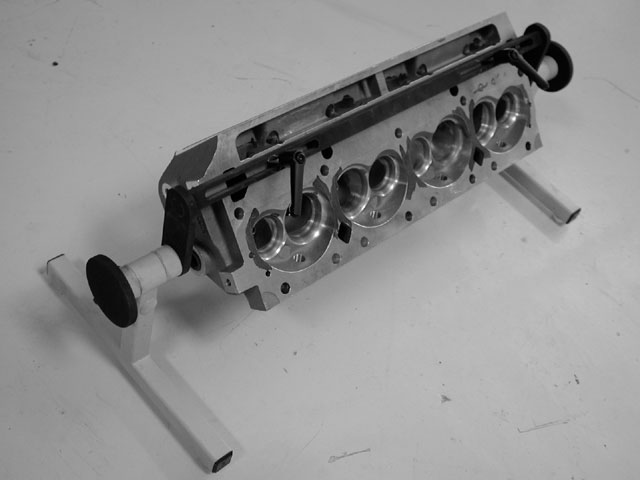
You don't want the gasket moving while you are working to setup and drill the initial 1/16" holes. The alignment will be subjective, just pick the best fit you can find. In my situation, the head was slightly bigger in some areas than the gasket. Therefore I won't be doing any grinding on the ports in the head. The grinding marks you see in the picture is only some clean-up I did previously.

Insert the 1/16" drill in to the fixture and place in position where you will drill blind holes in the head.
You may need to use the C-Clamps here to hold the fixture in place if it will fit, or get some help from a buddy. It's going to be very important that the hole be perpendicular to the head surface. Drill only enough to go thru the gasket and mark the head, maybe about 1/32" deep in the head. Move to the other end of the gasket/head and repeat.

Remove the gaskets and label as to which side it belongs, odd or even cylinder head.
Set the depth, to drill 1/16" hole in head.
Since the fixture is 3/4" thick and I want to drill a 1/4" into the head, the drill will need to extend out of the drill 1". It's best to also measure the distance the drill extends past the fixture once it's inserted as a way to confirm. You sure don't want a mistake here.


Continue to drill to the desired depth using the fixture. Make sure you have indexed the drill into hole.
Change to the 3/32" drill bit or the alternative size you decided on. Setup your depth again and drill to final size.
For me the final size was made with a #38 drill bit.
Using the leather punch, center on the 1/16" you drilled in the intake gasket and punch to size.

Using the dial caliper measure the actual depth of each hole in the head.

Important Note: It will be very hard to remove a roll pin that's too short, since there will be very little to get a hold of. I know, it took me about an hour to remove one that was too short.
Cut and/or grind roll pins to length.
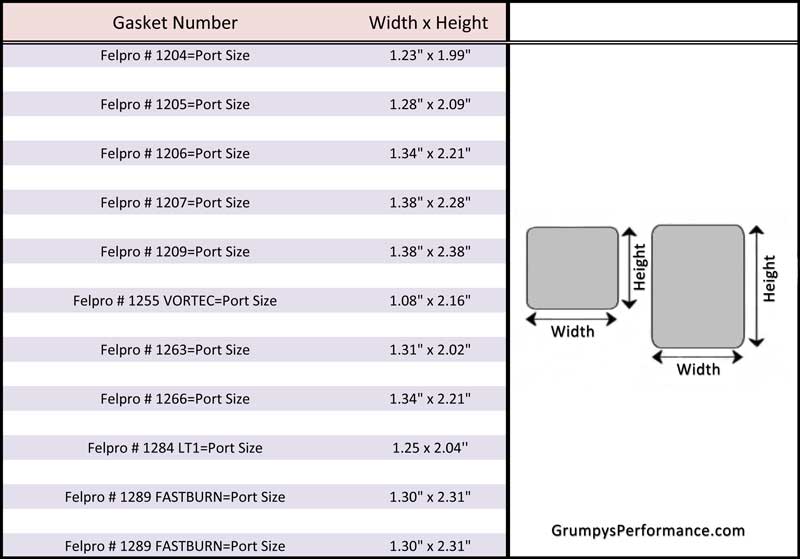
They need to extend above the intake manifold gasket about 0.005" to 0.010". Since my FelPro 1206 gaskets were 0.065" thick, then the roll pins need to extend out of the head 0.070" to 0.075". It's much better to start with one that you think is 0.020" too long, then install it and measure how far it sticks out of the head. Roll pins are cheap, don't be afraid to throw one away and start again if you get it too short.


With all four roll pins installed, check for height.
Be certain that you have them installed so that they are fully seated in the hole. The closer the roll pins are to extending out of the head the same distance, the better. Try to keep the difference from longest to shortest to less than 0.015".

With roll pins installed, position intake manifold gasket over the roll pins.
Inspect the alignment of the gaskets. Do they match the head as you intended.

Make small adjustment to intake gasket position if necessary.
Using the 1/16" drill bit elongate the hole so that you can move the gasket into the correct position. Then using a pin punch tap around the other side of the gasket hole, closing the gap around the roll pin and making it tight again. This has it's limits of course, maybe 0.010" to 0.015".

Repeat the above steps for the other head.
Install the heads onto the block with roll pins in position.
Using the appropriate head gaskets, install the heads, using 2-4 head bolts per head and tighten to 20-30 ft lbs.
Install the intake manifold, with intake gaskets placed into position over roll pins.
You don"t have to install the intake gaskets, since the manifold is really only resting on the roll pins. It's your choice on this step.
Install all intake manifold bolts and finger tighten.
Check the end rail gaps for consistency, side to side.
Using a feeler gauge, check to see if the gap is consistent between cylinders 1-2 and 7-8. Don't expect it to be perfect, but it should be close enough that you can't visually see any difference.

Lightly tighten the manifold bolts, starting with those associated with the larger end rail gaps.
Work around the manifold several times checking and making sure all bolts are snug.

Using a block of wood, place it against the manifold directly over the roll pin locations and tap with about a 2 lb hammer. This should leave a nicely visible impression of the roll pins location on the intake manifold gasket surface. Problem is you won't know for sure until you take the manifold off and look.
Remove the intake manifold and inspect for roll pin impressions.

Center punch the roll pin impression in the manifold to prepare for drilling a 1/16" pilot hole.
I removed the Point from my Scribe and made sure the point was fairly sharp. This would only work if you are working on an aluminum manifold.


Using the fixture, drill a 1/16" hole completely thru the manifold.
Using the fixture, drill the hole to size in the manifold, same size as the head.
Roll pin should just fit snug. Repeat for all 4 holes. Later these holes will be enlarged to make final assembly possible.
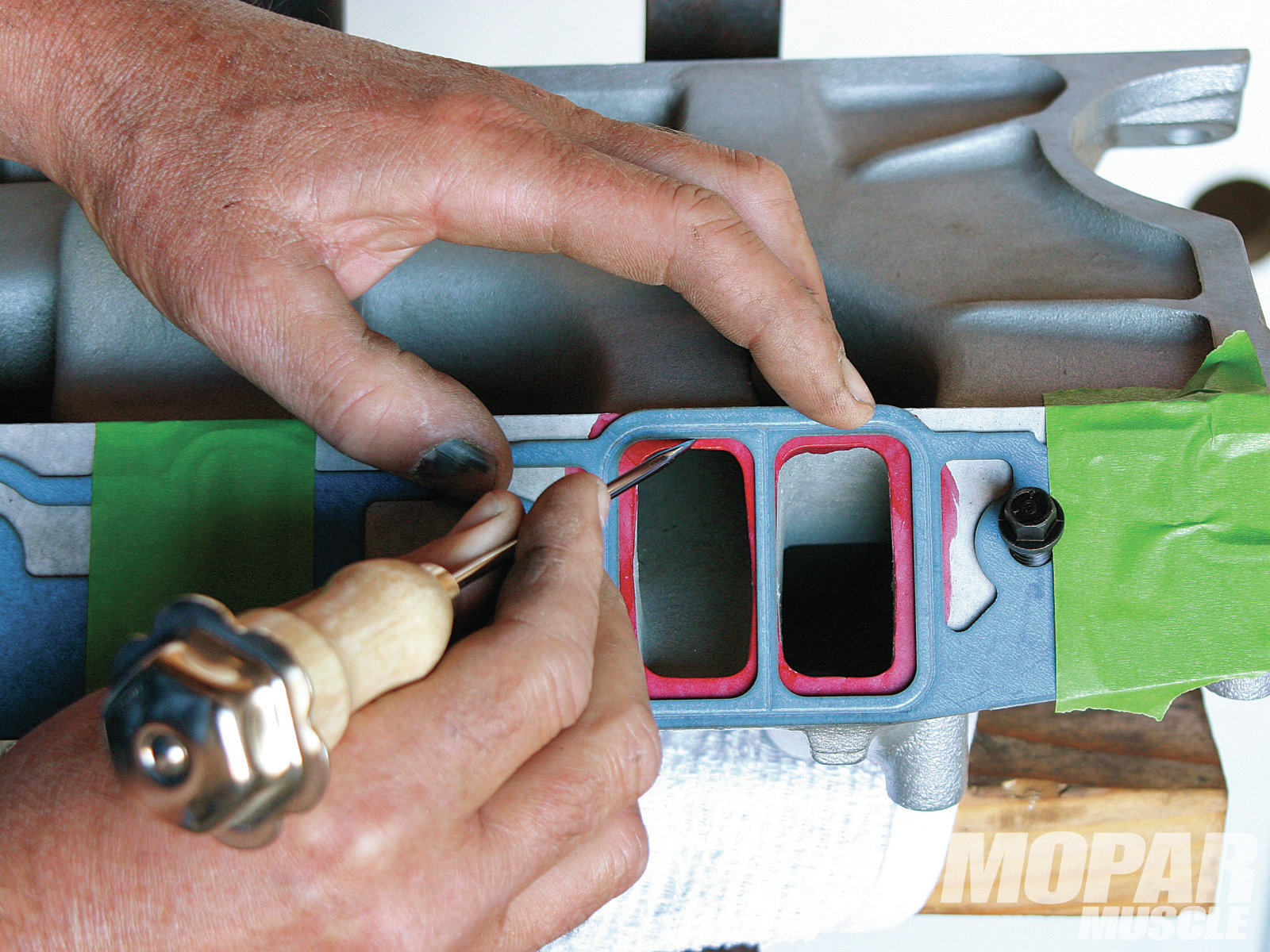
Using Dykem or Sharpie pen, paint around all 8 ports on the intake manifold.
I used the Dykem, but the Sharpie would have worked better for me. The Dykem was too thick and flaked a little, instead of leaving a very well defined line.

Install two roll pins in intake manifold and then place the gasket over the roll pins.
You can use any length of roll pin for the intake manifold. Make sure you have the right gasket for each side of the manifold. You did label them in the step above?
Install the four 3/8" bolts and washers to hold the gasket in place.
Using a wrench, just barely snug bolts. It's only to keep the gasket from moving around in the next step.

Scribe lines around in the inside of the gasket for the intake ports.
Be careful and support the gasket with your fingers, when scribing along the very thin section between two intake ports.
Repeat the last 3 steps for the other side of the intake manifold.
When ALL grinding is done, then drill the intake manifold holes to 1/8" and chamfer from the gasket side to make final assembly possible.
Slightly bevel the underside of the intake flange mating surface to about double the roll pins diameter. The intake manifold should easily seat over and tends to self align on the roll pins as the manifold is installed on the engine.


There you have it, I will leave the grinding procedures to someday when I will get around to it. Hope this helps if you are so inclined to go this route to match your ports!
Please if you read something that does not make since or if I just left out a word, let me know so I can make corrections.
.
.
.
Attachments
Last edited: