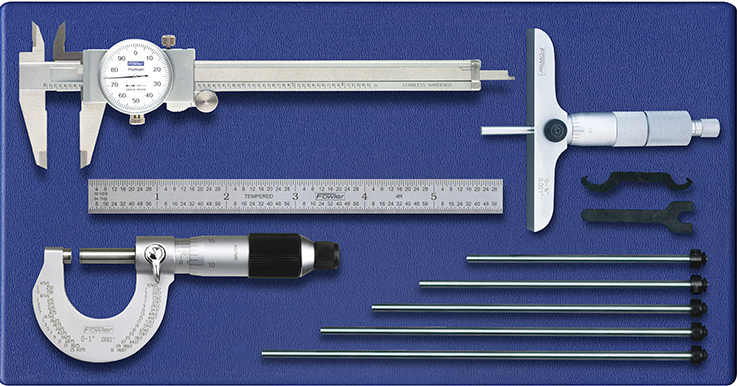
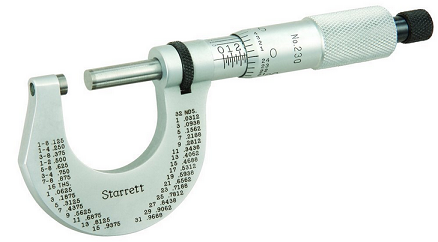
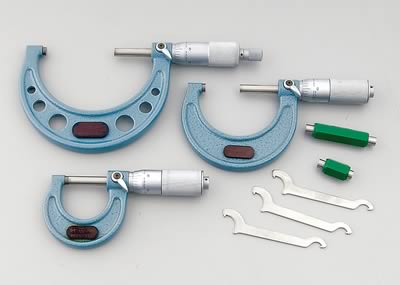
floridas hardly the ideal climate for keeping tools rust free so i generally take my set of micrometers out of the storage case and open and close them and spray them down with a light oil like WD 40 and place them back in the box then place the whole box in a 2 gallon zip lock bag in a shallow tupper ware type air tight storage box that is just the size to fit inside one of your tool chest drawers too protect the precision measuring tools , feeler gauges and plasti-gauge youll need to measure clearances correctly.when not in use along with the dial calipers.
http://garage.grumpysperformance.com/index.php?threads/bearing-clearances.2726/
https://www.ebay.com/itm/Fowler-72-646-300-6-Cylinder-Dial-Bore-Gauge-New-/152334553871
http://www.tooltopia.com/fowler-72-646-300.aspx
I've bought some time ago a set of used forged SRP pistons. Today i was cleaning them and I also did some measuring. Pistons are SRP part nr. 138084 - 0.020" overbore: Here is what I've got: 1. 4.0153 2. 4.0152 3. 4.0152 4. 4.0148 5. 4.0151 6. 4.0164 7. 4.0156 8. 4.0153 I've measured at .5"...
garage.grumpysperformance.com
How to Use a Cylinder Bore Gauge To Measure Cylinder Block
How to Use a Cylinder Bore Gauge To Measure Cylinder Block
Why engine can perform a rotation outpu ? it because the engine generating power from a combustion. The power of combustion pushing down the piston. But the movement of piston must produce a friction between the cylinder and the piston ring. In a long time, this friction will cause wear between the two components. That's why older engine have less power complaints with low compression pressure.
If the cylinder is worn out, it means the power is also hampered. So it needs to be over size or replacing this one. But to know whether the engine cylinder is still feasible or not, we need to make measurements. It will calculating the size of the cylinders and engine block wear out. So how to step, consider how measure cylinder block using cylinder bore gauge below.
Differences Tautness And Wear out
Before we go any further, let's understand the meaning of these two words. Tranquility and innovation have different meanings.
- Tautness, is a cylindrical wear when viewed from the side of the cylinder. This form of is tapered because there is a different size of the lower and upper cylinders. This difference will show a great tune.
- Wear out, is a form of engine cylinder wear when viewed from the top. The normal cylinder, will definitely be a perfect circle when viewed from above. But when it form more oval, then it might be a signal that showing the cylinder wear out.
How To Measure Cylinder Block Diameter ?
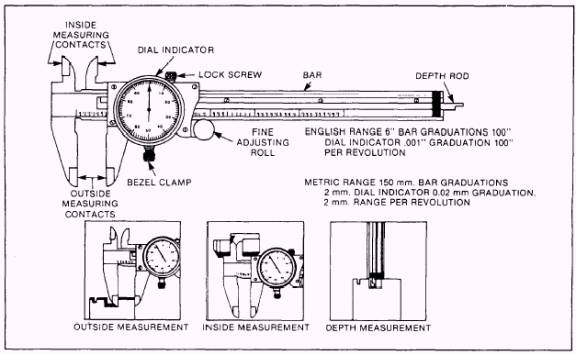
To measure the diameter of engine block, we need a special tool called Cylinder Bore Gauge. This tool can measure the diameter of the cylinder with precision reaching 0.01 mm. But before making a measurement, we need to make some setting on this tool.
cylinder bore gauge component and function
- Dial gauge. This component will show the size scale with units of milli meters.
- Lock position. This component serves to hold the dial gauge remain silent when bore gauge is used.
- Grip. This component serves as a handle when applying a bore gauge.
- Replacement rod. Component of a rod of varying length to measure many cylinders having different diameters.
- Replacement washer. Similar to replacement rod, but replacement washer has a small thickness. Ranges 0.5 mm.
- Measuring point. In the form of a bulge, when pressed it will move the needle of dial gauge.
1. Steps to adjust the bore gauge cylinder.
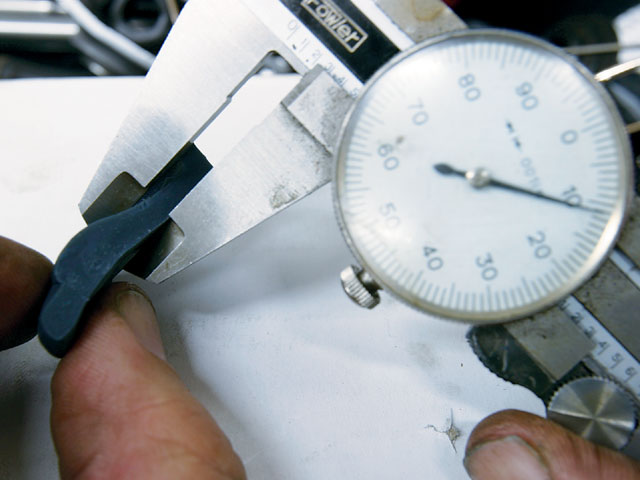
To make the adjustment, we need to know normal specification of cylinder diameter, you can find this specification on the service literarure each car or you need to measure directly using vernier caliper. But you need to know that this measurement is not a real measurement, because we just need a scale to set the right replacement rod.
If you already know the diameter of cylinder then, continue to assemble the cylinder bore gauge. Start with installing the right replacement rod on the bore gauge. Suppose the diameter of the cylinder is 62.05 mm. Then we choose a replacement rod with a length of 60 mm plus replacement washer with a thickness of 3 mm. So a total length is 63.00 mm.
Why is it higher?
Advertisement
Because we will measure a wear. Components that experience wear and tear must have an enlarged diameter. If we choose the replacement rod of the same or smaller than the diameter of the cylinder, then the measuring point can not be depressed when taking the measurement.
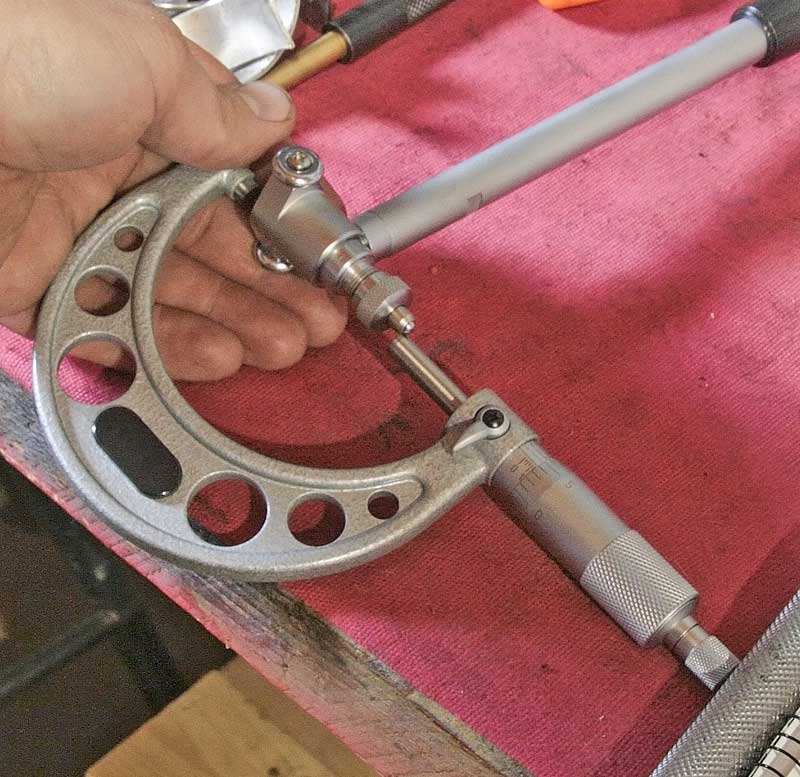
Once installed, set the dial gauge to zero using the micrometer. Position outer micrometer at size 62,05 mm, put the cylinder bore gauge (replacement rod parts) on timble micrometer. Then the measuring point will move and the dial gauge needle moves. Set the dial gauge scale to zero position on the dial gauge needle.
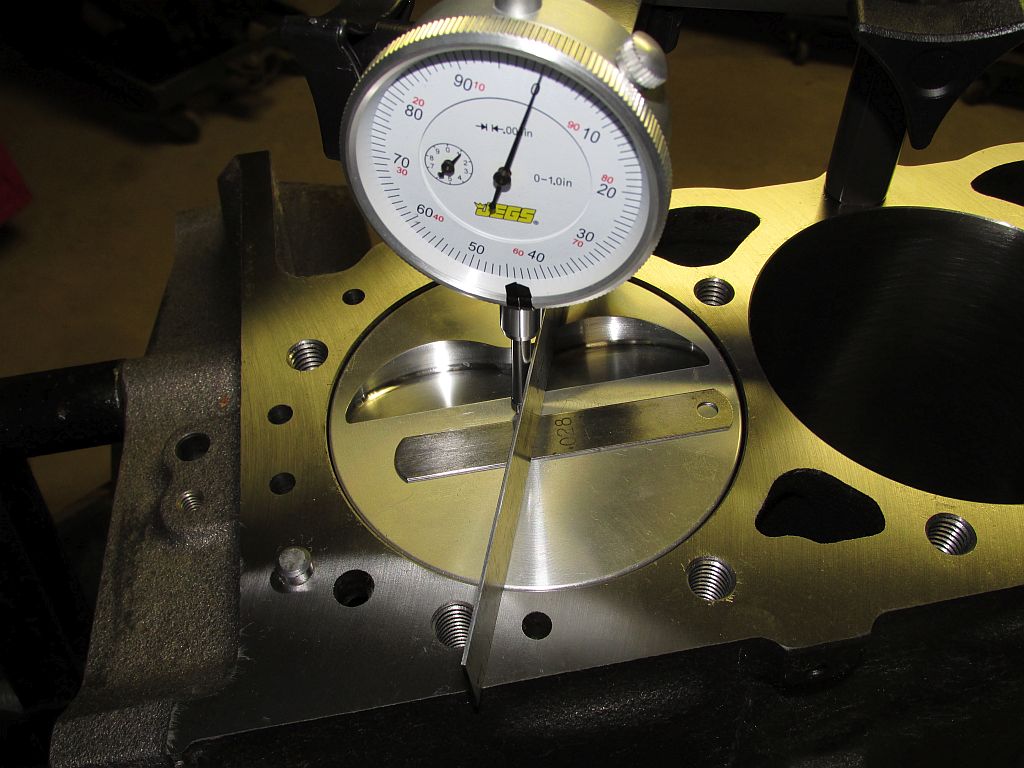
2. Step to Measure Cylinder block diameter.
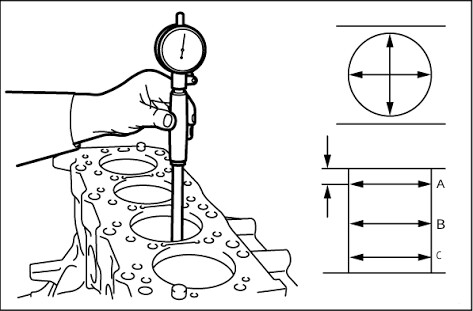
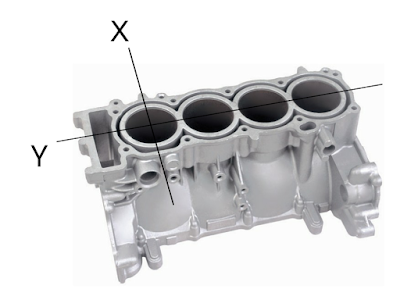
Perform measurements inside the cylinder. There are three measurement positions of each cylinder that is on the X and Y axes of each upper, middle and lower positions. The X axis is the line that intersects the engine horizontally. While the Y axis is the line that cuts the machine vertically or elongated. So total, there are six measurement each cylinder.
How to measure it ? input the cylinder bore gauge into the cylinder. Then, shake this tool left and right while watching the dial dial indicator. We need to pay attention to the farthest point of moving needles. Because this point will show the difference in diameter of the cylinder with a standard diameter. Perform this measurement at each position of each cylinder.
To calculate wear out, we need to find the difference between the measurement of X axist and Y axis at each position. While the tautness, we can know by finding the difference in measurement of the top and bottom diameters on one axis.
Another way of measuring the diameter of the cylinder.
The step above is the correct procedure to measuring size of cylinder block. However, in its application sometimes encountered several constraints such as measurement results that are smaller than the standard. It could happen because each engine has a different diameter even made in the same factory. For that there is simple way that many technicians use to measure engine block diameter.
The first step, we need to see the standar diameter on technical specification. Remember, we need to know the right specification and dont measure with vernier caliper. Why, bceause this data will be our benchmark to get the wear out. Once you see the right standar diameter then assembly the bore gauge and, make direct adjustments inside the cylinder.
Like the above procedure, there is six position each cylinder but for first enter the cylinder bore gauge to the bottom position of cylinder to set the bore gauge. In this case, we are based that the bottom position is an area that does not experience friction with piston rings. So the diameter is still standard.
Continue to move the bore gauge right and left. Notice the farthest point of the dial gauge needle. Position the dial gauge scale to zero position exactly on the needle moving to the furthest point.
Furthermore, we directly conduct the measurement of the diameter of the cylinder in the six positions as described above. In this case, to know the cylinder diameter you should looking for the difference between standar diameter as benchmark and the result of measurement.
Once you find the correct diameter, you can calculate the wear out and tautness of cylinder. From this data, you can conclude the condition of engine block.
Similarly, guidance on how to use cylinder bore gauge to measure the diameter cylinder. Aside from the cylinder's sharpness and wear out, diseases of the engine can also be caused by non-standard pistons. Check how the piston check to be more clear. Hope can be useful.
the reason I bring this up is I recently was over at a friends house where I needed to accurately measure a u-joint bearing cap and asked if he had a micrometer or dial caliper, he responded he had a very expensive looking imported micrometer, he had acquired recently at an estate yard sale for $30,
when he opened the very impressive looking brass and mahogany box the micrometer, inside was a solid rusted mass, I soaked it in marvel mystery oil and acetone mix for 30 minutes then gradually worked it loose and polished it up with 1500 grit wet/dry sand paper figuring no loss at this point and was amazed that after about 30 minutes of constant cleaning it not only looked fairly decent it seemed to read accurately on a test gauge so I think it was mostly ugly surface rust, but it sure looked horrible, and to someone who appreciates good tools,that was depressing.
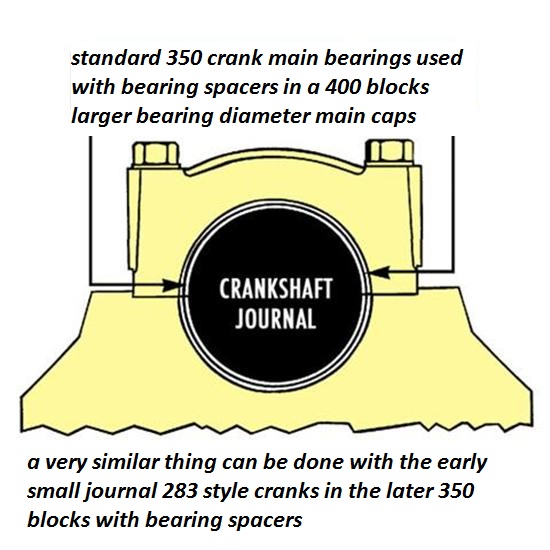
always accurately measure the crank main journals, and remember the crank and block bearing sizes on a 400 sbc and 350 smc are different as are the early 283-327 sbc
btw look around at yard sales and estate sales every so often youll find amazing bargains in used precision tools
yes it sure helps to have the correct tools and know where to measure parts
RELATED INFO
(take advantage of millions of hours of previous engine builds, by skilled and experienced people, and the knowledge gained)
A couple days of
reading the linked and sub-linked info
could save you a great deal of wasted time and money
and money spent on wrong or un-necessary parts
read the links and sub links below
a day or so spent doing reading and research,
(reading links and threads)
will frequently save you thousands of dollars and weeks of wasted work.
if you want a fast dependable car you will need to either do the research required to know exactly how and why things should work, or pay someone else to do the work that has taken that time and effort.

your going to need decent feeler gauges
if the ring gaps, or piston to bore clearances are not carefully checked, or not correct your engine could easily get screwed up
Due to machining tolerances on both pistons and bore sizes theres always some minor differences between components,
when your assembling any engine, youll file fit the ring gaps to individual cylinders,and youll,
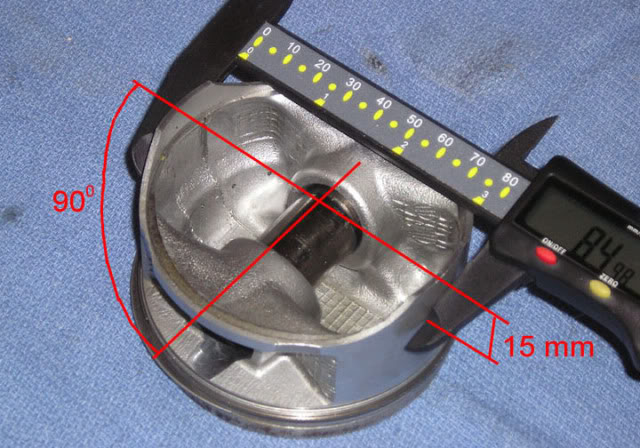
generally you'll want to carefully measure each individual piston diameter and each individual bore diameter very carefully,
and match the larger pistons to the larger bore sizes to keep the average side clearance as consistent as possible
most applications would have a ring gap of about .004-.005 per inch of bore diam.
but tests have shown even a .050 end gap has only a marginal effect on engine power or blow by, simply because at even 1000rpm theres slightly more than 8 power strokes per second, and the pressure is near max mostly in the 10 degrees before and 30 degrees after TDC, theres very little time to force much thru a .005 or less piston to bore clearance and two .050 end gaps even if that was the case
http://www.tooltopia.com/fowler-72-646-300.aspx
http://www.harborfreight.com/3-piece-micrometer-set-66512.html
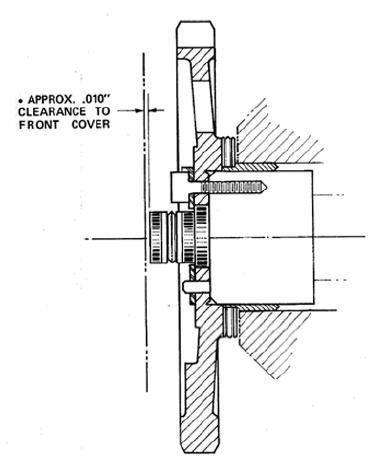
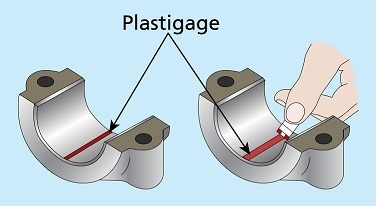
USE YOUR PLASTIGAUGE AND PRECISSION MEASSURING TOOLS , MEASSURE CLEARANCES AND BE SURE YOUR NOT BINDING< ANYPLACE
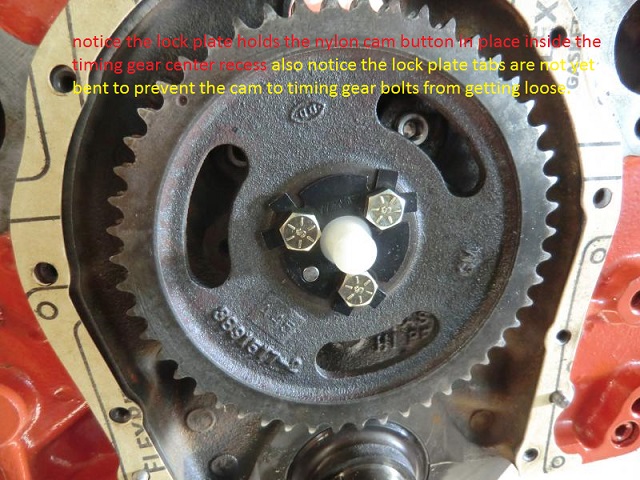
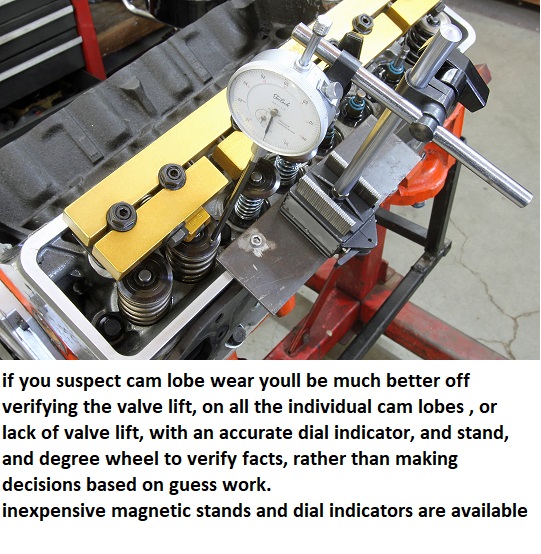
this cam buttons correctly installed but the retainer plate tabs have not been bent up to lock the bolt heads from rotating
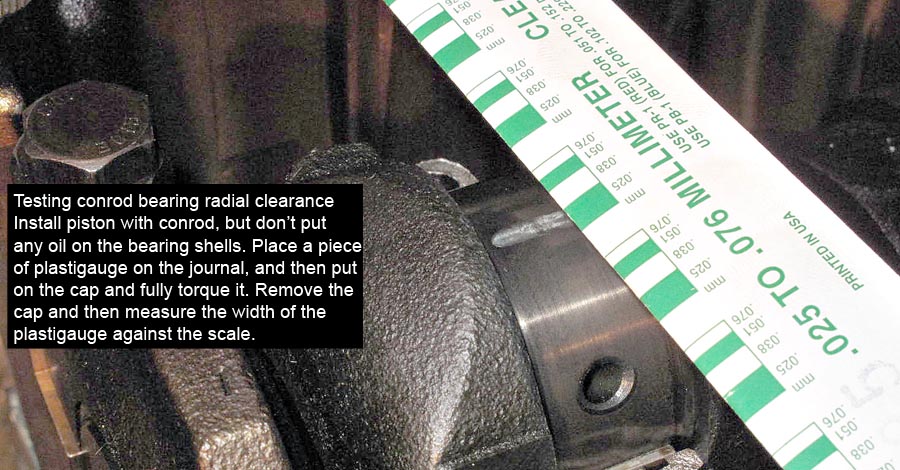
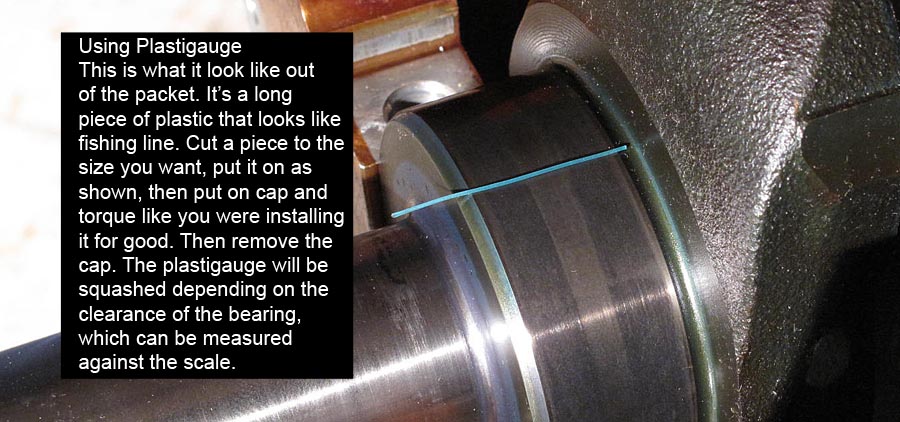
yes I use both micrometers and snap gauges and cross check with plasti-gauge
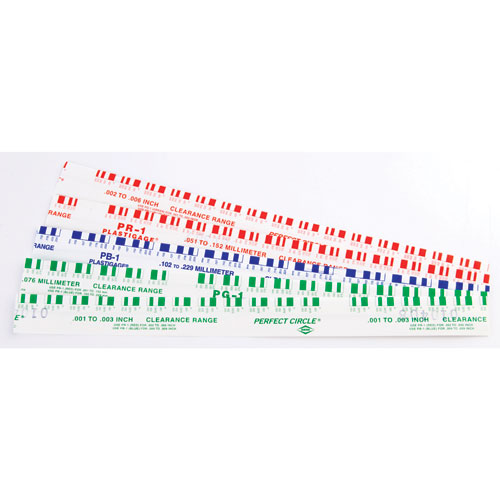
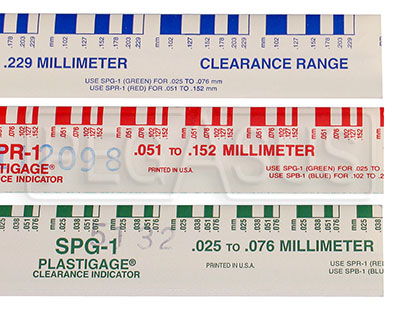
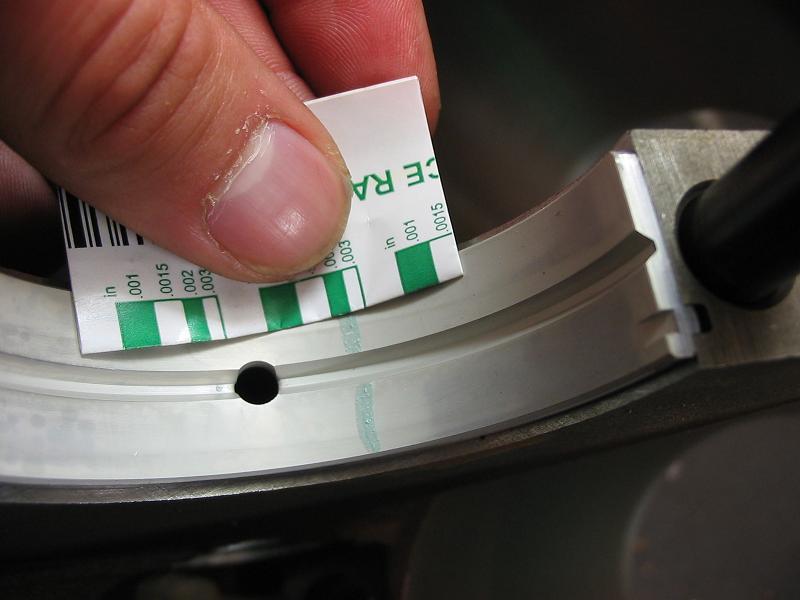
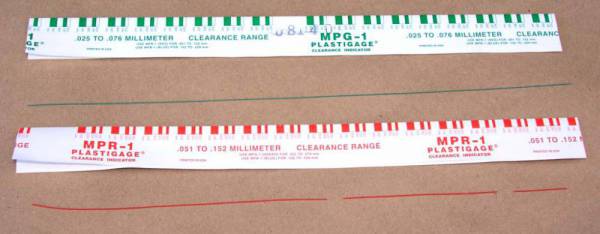
and yes when you compare the crushed width of the plasti-gauge youll find it rarely falls as an exact match to the bar chart tape that is packaged with it so you can judge clearance based on crush width
http://garage.grumpysperformance.com/index.php?threads/bearing-clearances.2726/
http://www.superchevy.com/how-to/148-0505-engine-building-tools/
almost every mechanics tool box needs a few basic measuring tools and supplies, dealing in proven facts as to correct clearance sure beats guessing
https://www.amazon.com/Claytoon-Set...d=1466872286&sr=8-17&keywords=plastilina+clay
http://www.utrechtart.com/Plastalin...currency=USD&gclid=CN3G75zOw80CFQgaaQodKbgFjA
http://garage.grumpysperformance.com/index.php?threads/dealing-with-a-local-machine-shop.14419/
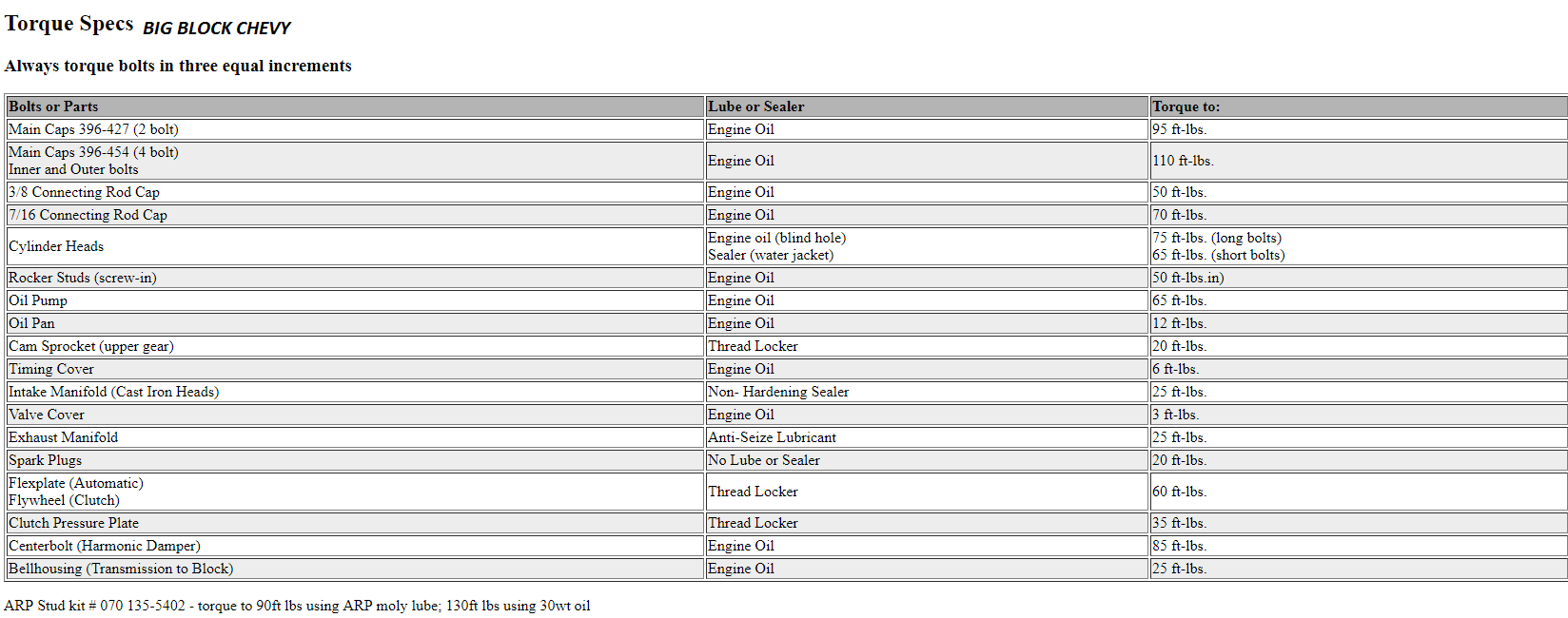
http://garage.grumpysperformance.com/index.php?threads/which-torque-wrench.342/#post-59396