youll generally find that
4000 FPM (FEET PER MINUTE)of piston speed with stock parts
or
4500fpm with VERY good quality forged parts is the reasonable limit on the lower end ROTATING ASSEMBLY stress,
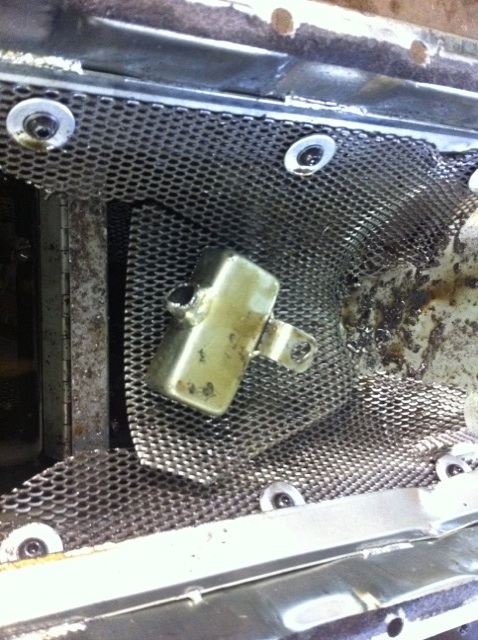
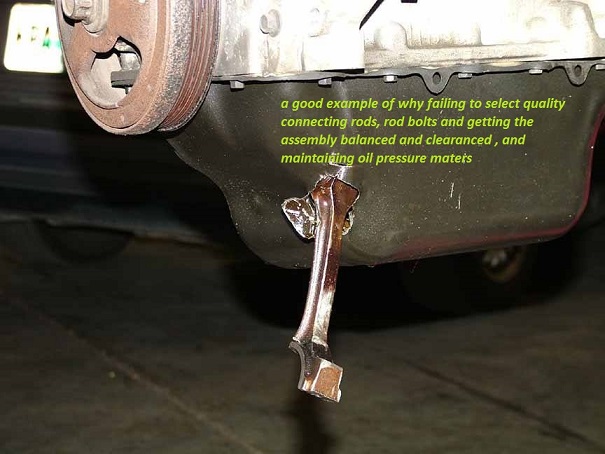
if you don,t think selecting high quality components and correctly assembling them is important, heres a visual reminder of the results of component failure under high stress.

but the valve control issues tend to become the limiting factor before the lower assembly causes problems,assuming you've used good quality parts and balanced the rotating assembly,and your avoiding lubrication and detonation issues,as a general rule you'll have sufficient strength in a 2 bolt block to run at about 4000 ft per minute in piston speed,over a long life expectancy, exceed that stress level by much and your increase stress will eventually cause durability issues
its commonly the valve train,control issues, the lubrication and cooling systems failures or detonation in the cylinders that are common factors in engine failures
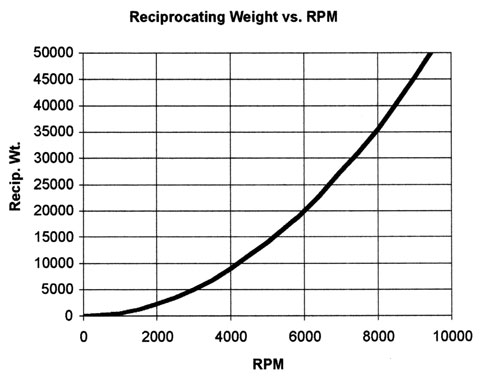
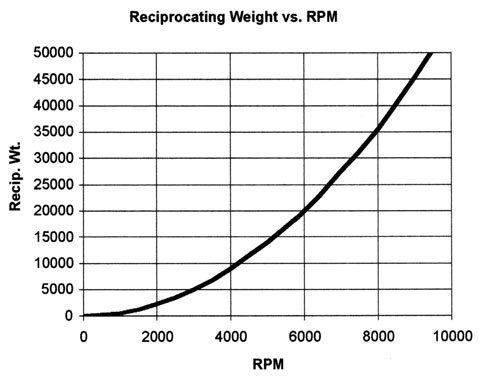
keep in mind stress on the rods and main caps goes up rapidly with increased rpms
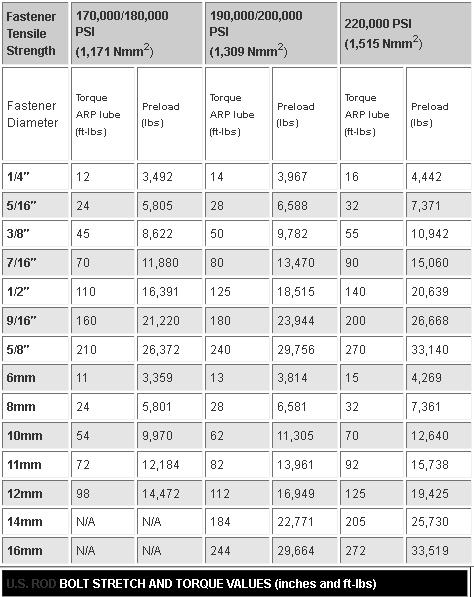
the aftermarket forged 4340 steel connecting rods with the 7/16" ARP cap screw connecting rod bolts, has about a 20% larger cross sectional area , and in many cases a 100% or greater strength advantage more than the factory connecting rods with 3/8" rod bolts, its generally not needed till you exceed about 4200fpm in piston speed, but it seldom is a bad idea to use 4340 forged connecting rods with the 7/16" ARP rod bolts, as they are not that expensive, and your engine durability depends on good rods
IM OFTEN ASKED WHY I DON,T REBUILD CHEVY CONNECTING RODS, WELL MAYBE A PICTURE WILL HELP,

a good set of SCAT FORGED 4340 forged connecting rods costs less than $400 and they are 150%-200% stronger than MOST OEM chevy SBC rods
it will cost you almost that much to replace the bolts with ARP wave lock bolts, balance and polish and resize stock rods and you have far weaker rods when your done
keep in mind most posted info is meant to give good guide lines and related info,theres no way of pin pointing the the exact rpm that your particular components will fail, but experience has shown that having a decent cushion in the component strength is a very good idea.
rarely will I get specific,s to one particular build unless it states that, now your combo, your building may have forged rods and 3/8" ARP rod bolts that are significantly stronger than stock OEM 3/8" rod bolts, and forged rods that are much stronger than the OEM powdered metal connecting rods,and it may do fine up into the 6500rpm range for very brief and fairly infrequent use,and Id think that anything under about 6300rpm for only brief periods should be safe with a decent forged rod with ARP rod bolts in a 383 combo, but it certainly won,t allow you to spin the engine at near 6500 rpm for prolonged duration, if only because the valve train most guys use in a street build 383 is unlikely to work well under those conditions, especially with any hydraulic lifter valve train..
a 7/16" rod bolt is about 20% larger in cross sectional area than a 3/8" rod bolt and most 7/16" rod bolt rods are significantly thicker in cross section making them much stiffer and less likely to fail under loads
http://www.strokerengine.com/StrokedEngines.html
http://www.hotrod.com/how-to/engine/ccrp-0808-383-stroker-small-block-chevy/
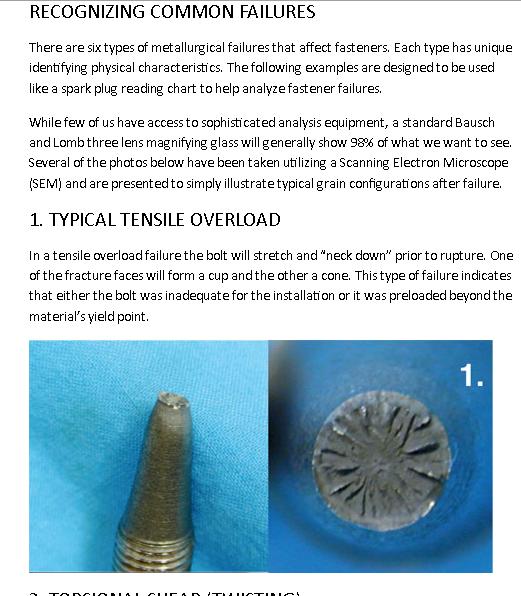
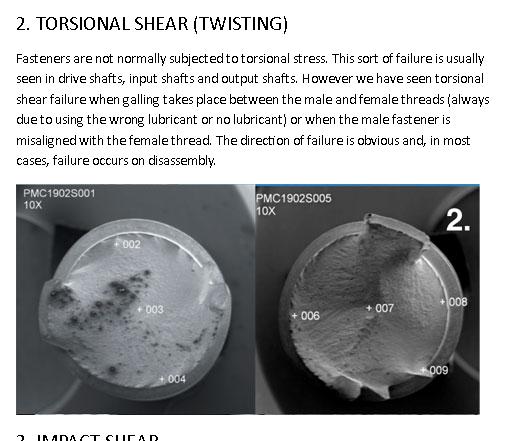
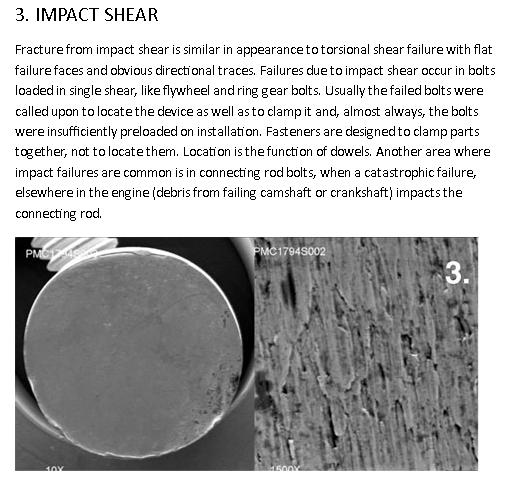
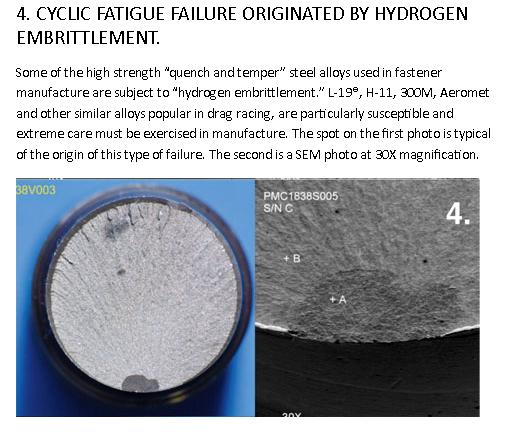
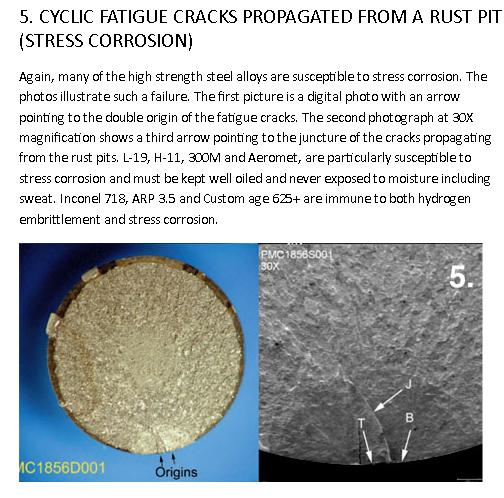
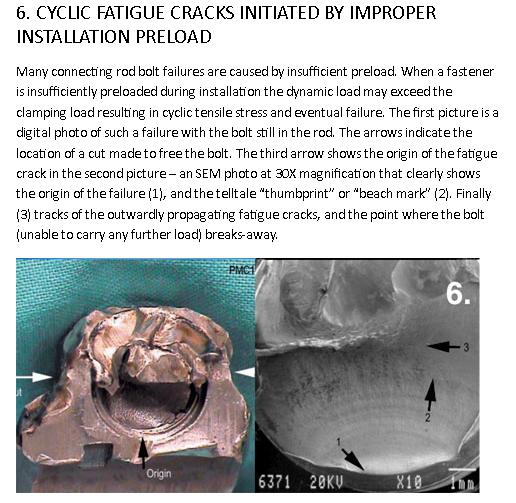
ARP posted these pictures of failed bolts
http://www.summitracing.com/parts/SCA-26135P/
http://www.summitracing.com/parts/ESP-63853DL19/
http://forum.grumpysperformance.com/viewtopic.php?f=53&t=343&p=6341&hilit=redline#p63416
http://www.hotrod.com/how-to/engine/ccrp-0808-383-stroker-small-block-chevy/
http://www.carcraft.com/techarticles/cc ... ewall.html
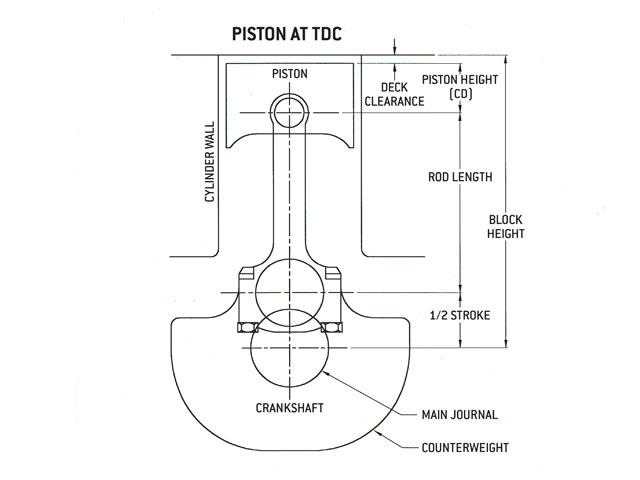
lets do a bit of math with a high rpm 383 combo, it might help here
lets take this connecting rod (645 grams)
http://www.summitracing.com/parts/ESP-6000B3D/
this piston (527 grams)
http://www.summitracing.com/parts/UEM-9909HC-060/
and just temporarily ignore the rings,and bearing weight
thats about 18210 grains at 4500 fpm in piston speed thats 75 ft per second
6588 inertial pounds the piston weight per piston at just over 7000rpm, and your looking to reverse its direction of travel , at over 116 times PER SECOND at 7000 rpm, effectively doubling even that load of the stress on the exhaust stroke ,if you don,t think thats absolutely amazing that its potentially possible to do without instantly self destructing you have zero grasp on the potential levels of stress, then we add the fact that theres potentially 600 psi of pressure on the power stroke over a piston or about 7700 pounds resisting the piston on the power stroke but not on the next exhaust stroke and it mind boggling it holds together for even a second or two if we throw in the rings and bearing weights
http://www.summitracing.com/parts/ESP-6000B3D/
http://www.csgnetwork.com/pistonspeedcalc.html
http://www.racev8s.com/pistonspeed.html
4 bolt blocks using all forged rotating assembly's can usually be safely operated for brief periods at up to 4500 ft per minute in piston speeds, but the stress levels are cumulative and the higher the average rpm rage the lower the life expectancy
hitting the engines red line doesn,t mean the engines going to sustain damage, but it generally induces significant stress, stress that WILL eventually cause DAMAGE, it might happen instantly or require hundreds of repetitions BUT it will eventually happen if its exceeded regularly, because STRESS IS CUMULATIVE.
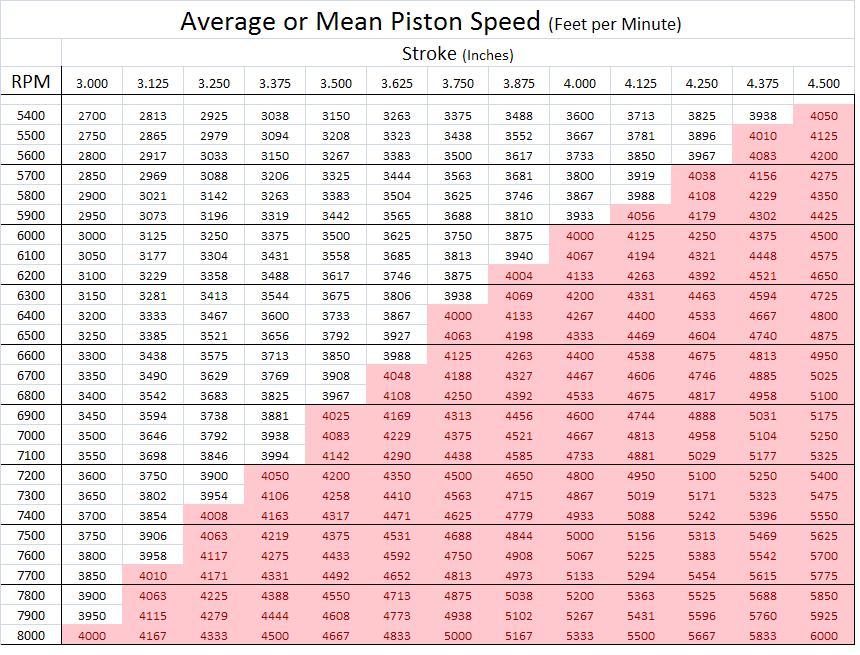
the 4000fpm rule is a general V8 rule with STOCK components,and it takes into account several factors like lower end stress and likely valve train components, if you upgrade to ALL FORGED & balanced components, and aftermarket valve train, you can usually go up to 4500fpm in piston speed, keep in mind 4000fpm=48,000 inches per minute and you need to use twice the stroke per revolution in calculations
http://www.csgnetwork.com/pistonspeedcalc.html
http://www.popularhotrodding.com/tech/0 ... speed.html
http://www.wallaceracing.com/piston-speed-velocity.php
http://arp-bolts.com/pages/technical_design.shtml
generally hydraulic lifters max out at about 6500rpm or lower
and stock rockers and valve trains rarely control valves well even with solid lifters above 7000-7500 rpm
http://www.autosteel.org/AM/Template.cf ... ILEID=9290
http://www.youtube.com/watch?v=cJJI9bml ... re=related
http://www.csgnetwork.com/pistonspeedcalc.html
http://www.lmsintl.com/demo-movie-powertrain-motion
http://scialert.net/pdfs/jas/2006/591-594.pdf
a reasonable limit on cast pistons usually falls near 4000 feet per minute in piston speeds
so your stroke is a factor not just rpms
http://www.csgnetwork.com/pistonspeedcalc.html
a balanced set of quality forged pistons can probably handle 4500fpm, or a bit more
keep in mind that's max PEAK engine rpms, that should only rarely be reached ,your engine will NEVER stay together if subjected to those rpms consistently for more that brief moments before shifting, hold any engine at redline for more than a few seconds and bad and expensive things are likely to happen
4000 FPM (FEET PER MINUTE)of piston speed with stock parts
or
4500fpm with VERY good quality forged parts is the reasonable limit on the lower end ROTATING ASSEMBLY stress,
if you don,t think selecting high quality components and correctly assembling them is important, heres a visual reminder of the results of component failure under high stress.
but the valve control issues tend to become the limiting factor before the lower assembly causes problems,assuming you've used good quality parts and balanced the rotating assembly,and your avoiding lubrication and detonation issues,as a general rule you'll have sufficient strength in a 2 bolt block to run at about 4000 ft per minute in piston speed,over a long life expectancy, exceed that stress level by much and your increase stress will eventually cause durability issues
its commonly the valve train,control issues, the lubrication and cooling systems failures or detonation in the cylinders that are common factors in engine failures
keep in mind stress on the rods and main caps goes up rapidly with increased rpms
the aftermarket forged 4340 steel connecting rods with the 7/16" ARP cap screw connecting rod bolts, has about a 20% larger cross sectional area , and in many cases a 100% or greater strength advantage more than the factory connecting rods with 3/8" rod bolts, its generally not needed till you exceed about 4200fpm in piston speed, but it seldom is a bad idea to use 4340 forged connecting rods with the 7/16" ARP rod bolts, as they are not that expensive, and your engine durability depends on good rods
IM OFTEN ASKED WHY I DON,T REBUILD CHEVY CONNECTING RODS, WELL MAYBE A PICTURE WILL HELP,
a good set of SCAT FORGED 4340 forged connecting rods costs less than $400 and they are 150%-200% stronger than MOST OEM chevy SBC rods
it will cost you almost that much to replace the bolts with ARP wave lock bolts, balance and polish and resize stock rods and you have far weaker rods when your done
keep in mind most posted info is meant to give good guide lines and related info,theres no way of pin pointing the the exact rpm that your particular components will fail, but experience has shown that having a decent cushion in the component strength is a very good idea.
rarely will I get specific,s to one particular build unless it states that, now your combo, your building may have forged rods and 3/8" ARP rod bolts that are significantly stronger than stock OEM 3/8" rod bolts, and forged rods that are much stronger than the OEM powdered metal connecting rods,and it may do fine up into the 6500rpm range for very brief and fairly infrequent use,and Id think that anything under about 6300rpm for only brief periods should be safe with a decent forged rod with ARP rod bolts in a 383 combo, but it certainly won,t allow you to spin the engine at near 6500 rpm for prolonged duration, if only because the valve train most guys use in a street build 383 is unlikely to work well under those conditions, especially with any hydraulic lifter valve train..
a 7/16" rod bolt is about 20% larger in cross sectional area than a 3/8" rod bolt and most 7/16" rod bolt rods are significantly thicker in cross section making them much stiffer and less likely to fail under loads
http://www.strokerengine.com/StrokedEngines.html
http://www.hotrod.com/how-to/engine/ccrp-0808-383-stroker-small-block-chevy/
ARP posted these pictures of failed bolts
http://www.summitracing.com/parts/SCA-26135P/
http://www.summitracing.com/parts/ESP-63853DL19/
http://forum.grumpysperformance.com/viewtopic.php?f=53&t=343&p=6341&hilit=redline#p63416
http://www.hotrod.com/how-to/engine/ccrp-0808-383-stroker-small-block-chevy/
http://www.carcraft.com/techarticles/cc ... ewall.html
lets do a bit of math with a high rpm 383 combo, it might help here
lets take this connecting rod (645 grams)
http://www.summitracing.com/parts/ESP-6000B3D/
this piston (527 grams)
http://www.summitracing.com/parts/UEM-9909HC-060/
and just temporarily ignore the rings,and bearing weight
thats about 18210 grains at 4500 fpm in piston speed thats 75 ft per second
6588 inertial pounds the piston weight per piston at just over 7000rpm, and your looking to reverse its direction of travel , at over 116 times PER SECOND at 7000 rpm, effectively doubling even that load of the stress on the exhaust stroke ,if you don,t think thats absolutely amazing that its potentially possible to do without instantly self destructing you have zero grasp on the potential levels of stress, then we add the fact that theres potentially 600 psi of pressure on the power stroke over a piston or about 7700 pounds resisting the piston on the power stroke but not on the next exhaust stroke and it mind boggling it holds together for even a second or two if we throw in the rings and bearing weights
http://www.summitracing.com/parts/ESP-6000B3D/
http://www.csgnetwork.com/pistonspeedcalc.html
http://www.racev8s.com/pistonspeed.html
4 bolt blocks using all forged rotating assembly's can usually be safely operated for brief periods at up to 4500 ft per minute in piston speeds, but the stress levels are cumulative and the higher the average rpm rage the lower the life expectancy
hitting the engines red line doesn,t mean the engines going to sustain damage, but it generally induces significant stress, stress that WILL eventually cause DAMAGE, it might happen instantly or require hundreds of repetitions BUT it will eventually happen if its exceeded regularly, because STRESS IS CUMULATIVE.
the 4000fpm rule is a general V8 rule with STOCK components,and it takes into account several factors like lower end stress and likely valve train components, if you upgrade to ALL FORGED & balanced components, and aftermarket valve train, you can usually go up to 4500fpm in piston speed, keep in mind 4000fpm=48,000 inches per minute and you need to use twice the stroke per revolution in calculations
http://www.csgnetwork.com/pistonspeedcalc.html
http://www.popularhotrodding.com/tech/0 ... speed.html
http://www.wallaceracing.com/piston-speed-velocity.php
http://arp-bolts.com/pages/technical_design.shtml
generally hydraulic lifters max out at about 6500rpm or lower
and stock rockers and valve trains rarely control valves well even with solid lifters above 7000-7500 rpm
http://www.autosteel.org/AM/Template.cf ... ILEID=9290
http://www.youtube.com/watch?v=cJJI9bml ... re=related
http://www.csgnetwork.com/pistonspeedcalc.html
http://www.lmsintl.com/demo-movie-powertrain-motion
http://scialert.net/pdfs/jas/2006/591-594.pdf
a reasonable limit on cast pistons usually falls near 4000 feet per minute in piston speeds
so your stroke is a factor not just rpms
http://www.csgnetwork.com/pistonspeedcalc.html
a balanced set of quality forged pistons can probably handle 4500fpm, or a bit more
keep in mind that's max PEAK engine rpms, that should only rarely be reached ,your engine will NEVER stay together if subjected to those rpms consistently for more that brief moments before shifting, hold any engine at redline for more than a few seconds and bad and expensive things are likely to happen
Last edited by a moderator: