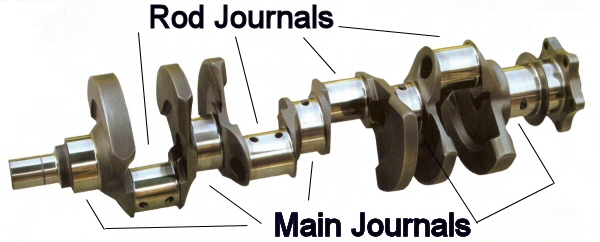
many guys don,t realize that the rod bolt material and cross sectional area are critical to durability , especially in a high rpm range combo.
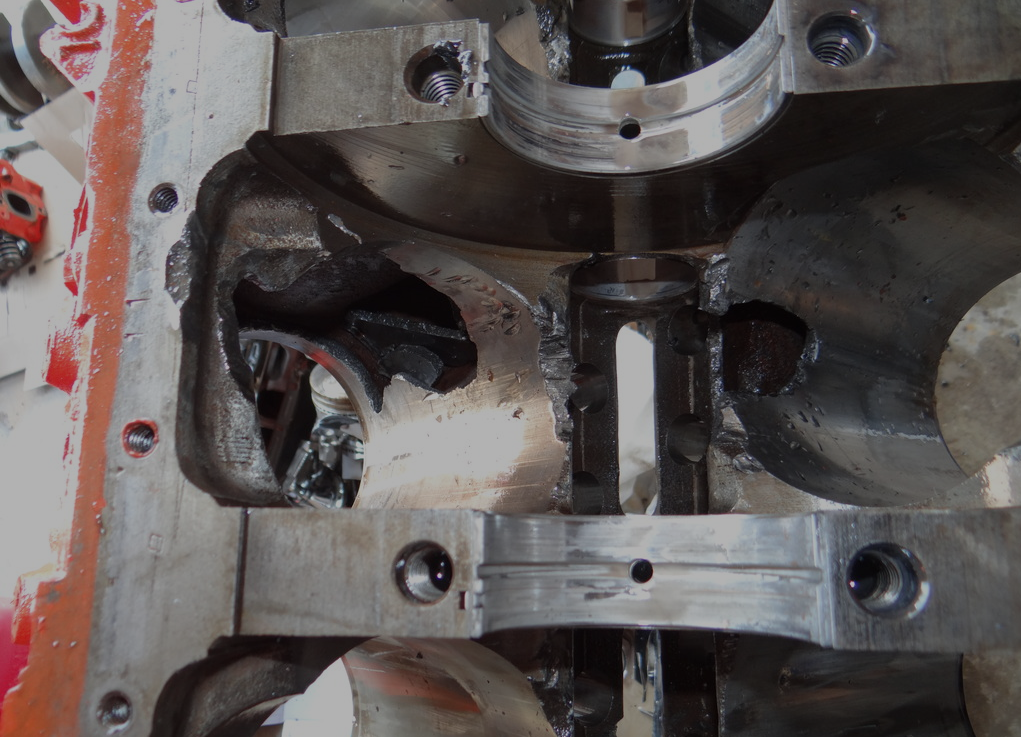
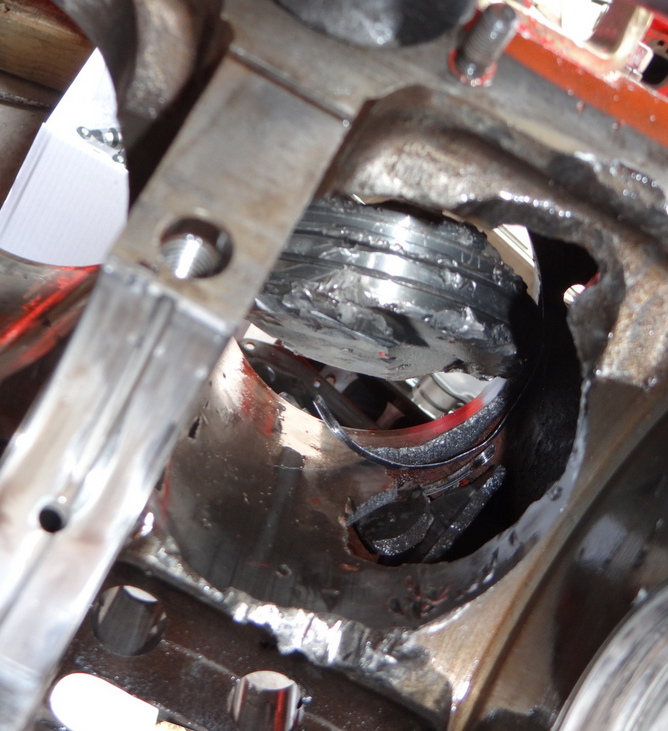
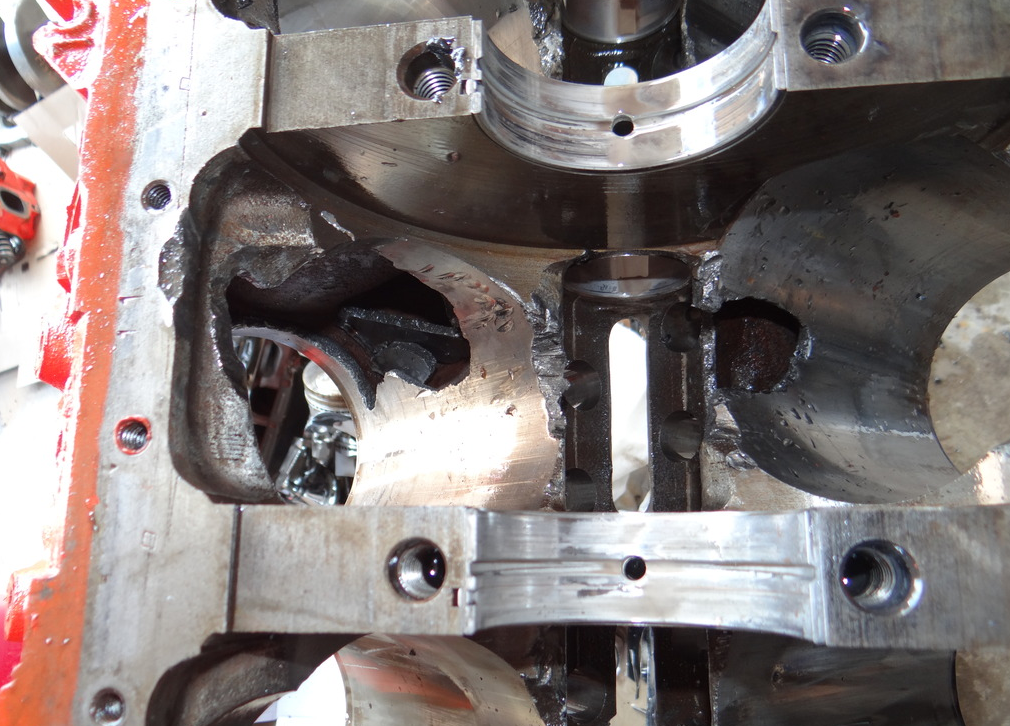
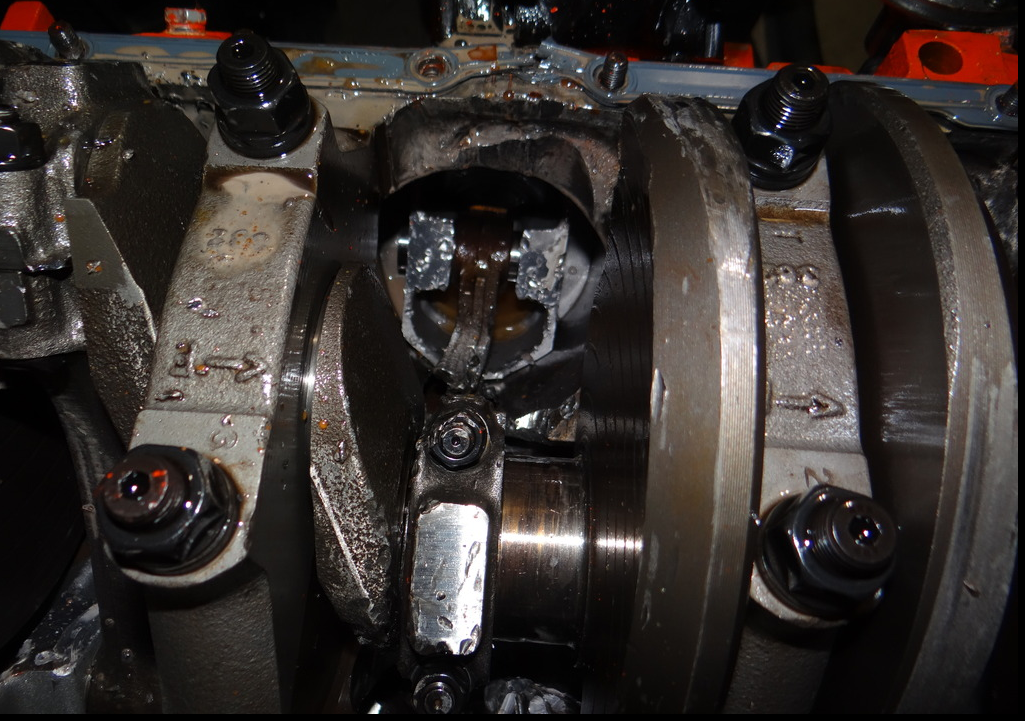
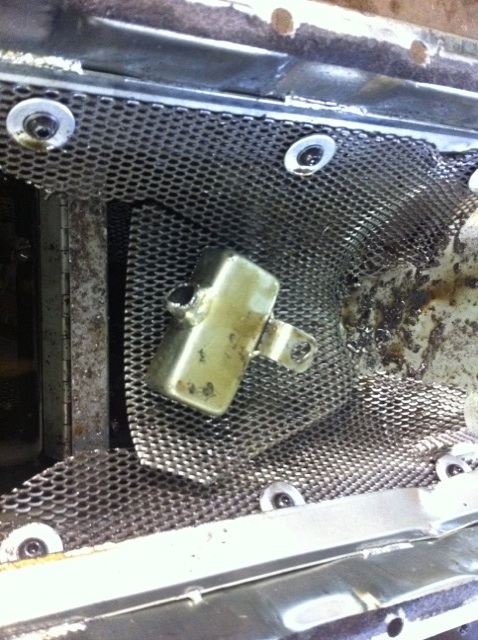
while the rods themselves occasionally fail, its much more likely that the rod bolts lost their clamping strength, and stretched a bit first, and that was a major contributing factor in the bearing failure or the rod failure process.
the cross sectional area of the two rod bolts is usually considerably less than the connecting rod forging in any other area
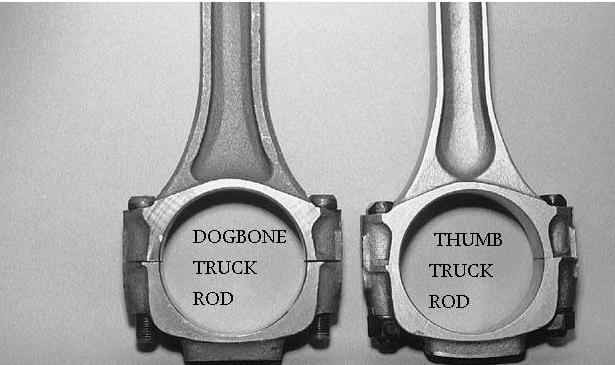
strength, obviously it depends on materials, design, care in manufacturing and which connecting rods are being compared properly prepared LS7 or L88 big block rods with 7/16" rod bolts, are a whole lot stronger than the stock 3/8" rod bolts big block rods, but many of the better aftermarket rods are significantly stronger that even the l88 rods
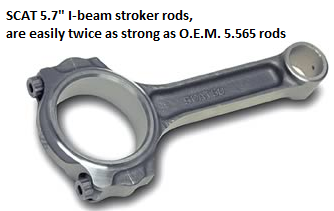
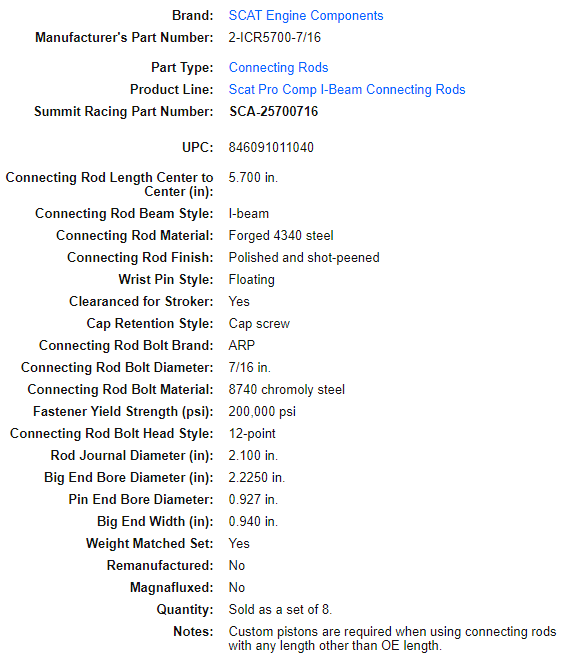
I beam rods typically have a balance pad and thats a good feature, typical H beam rods are SUPPOSED TO BE nearly identical in weight, as they are usually machined not castings (obviously they too occasionally need to be balanced)H beams generally have a bit more clearance, both rod designs are good , strength differs between manufacturers but the SCAT rods linked to are at least 50%-100% stronger than the stock chevy rods, Ive got zero problem using either design rod config if its a quality 4340 forged steel rod with 7/16" rod bolts that fits the application
As with most components you tend to get what you pay for to a great extent and companys like (CROWER, CARRILLO,and OLIVER will gladly provide you with much stronger AND MORE EXPENSIVE) connecting rods , good moderately priced connecting rods are available from SCAT
http://www.oliverracingparts.com/
https://www.crower.com/connecting-rods.html
http://www.cp-carrillo.com/
http://www.scatcrankshafts.com/rods/chevy-rods/
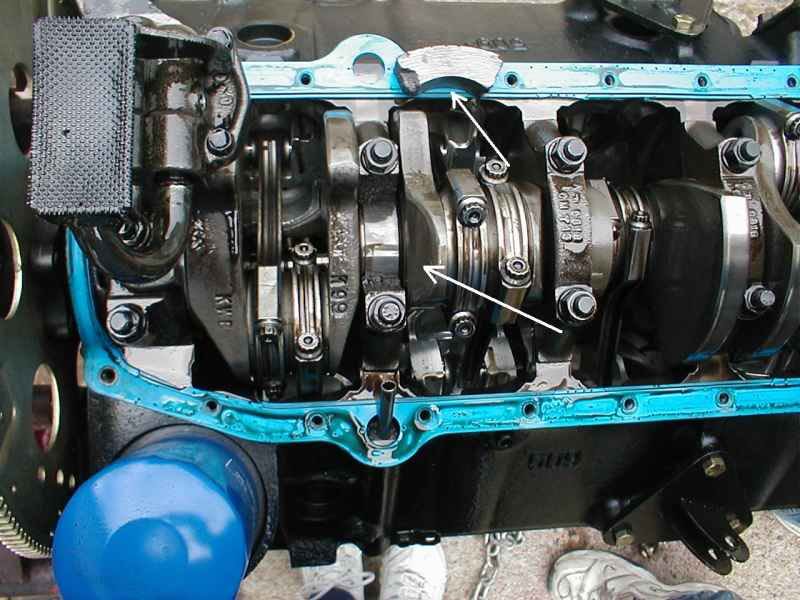
BOTH THE FORGED ,BIG BLOCK ,7/16" ROD BOLT RODS ARE GOOD CANDIDATES FOR A PERFORMANCE BUILD, AFTER BEING REWORKED AND POLISHED/RE-SIZED and TOP QUALITY ROD BOLTS INSTALLED, and MAGNA TESTED FOR FLAWS (REMEMBER THESE RODS MIGHT BE 40YEARS OLD
http://www.hotrod.com/techarticles/hrdp ... ting_rods/

stock

better aftermarket
worth reading thru
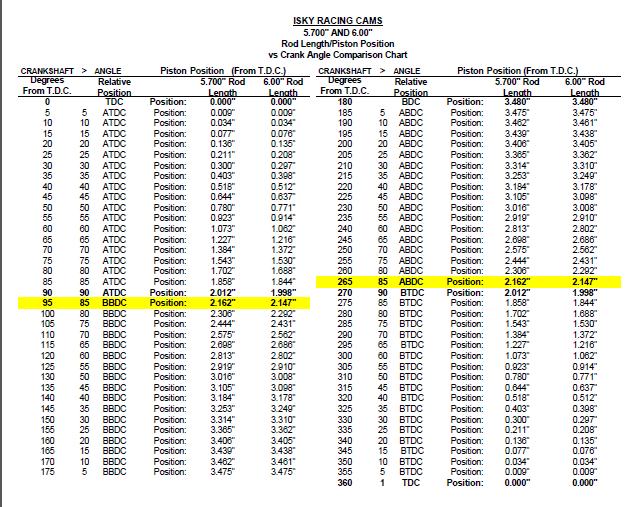

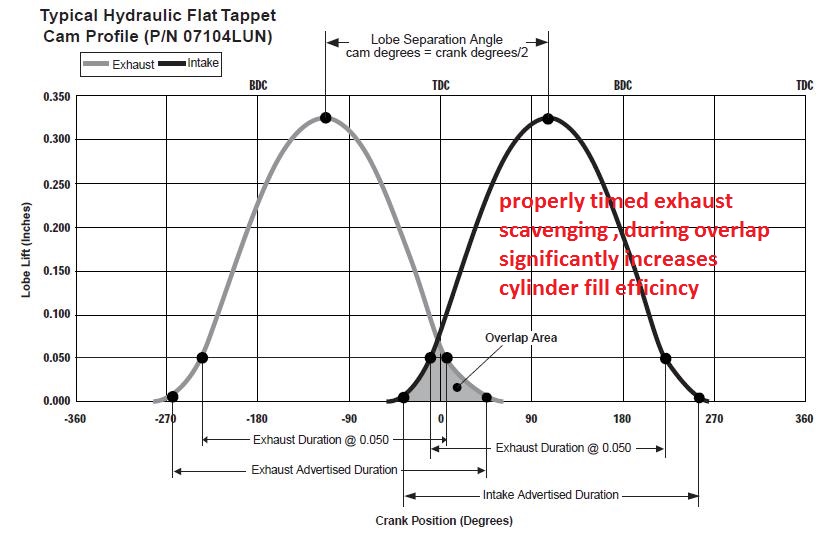
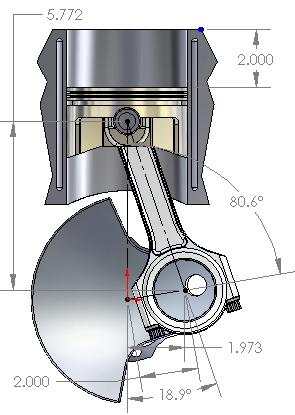
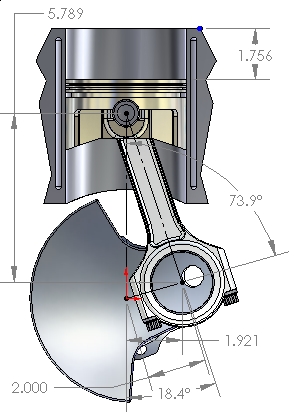
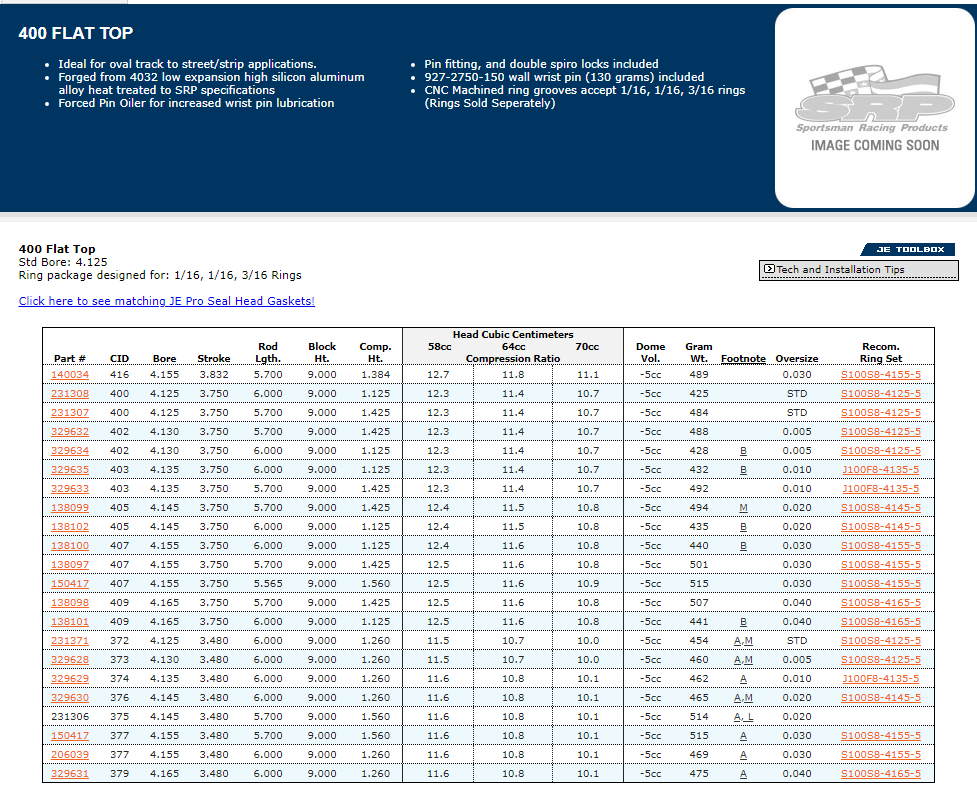
graph out the piston velocity
read these links
http://arp-bolts.com/pages/technical_failures.shtml
http://www.hotrod.com/techarticles/stee ... index.html
http://www.oliverconnectingrods.com/dow ... alog07.pdf
interesting info from ARP
http://www.arp-bolts.com/Tech/TechWhy.html
http://www.enginebuildermag.com/2008/09/connecting-rods-so-many-choices/

http://arp-bolts.mobi/p/tech.php?page=3
http://arp-bolts.mobi/p/tech.php?page=2
http://arp-bolts.com/
http://www.harborfreight.com/1-inch-tra ... r-623.html

http://www.summitracing.com/parts/arp-1 ... /overview/ $248
http://www.summitracing.com/parts/arp-1 ... /overview/ $186
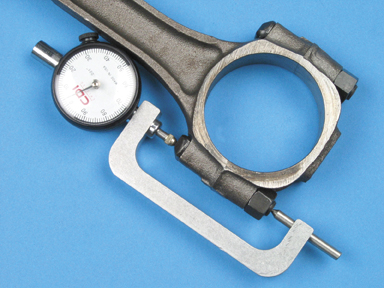
yes you can find non-name brand rod bolt stretch gauges from about $50-$80


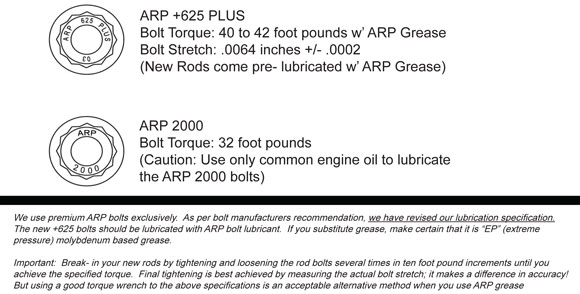


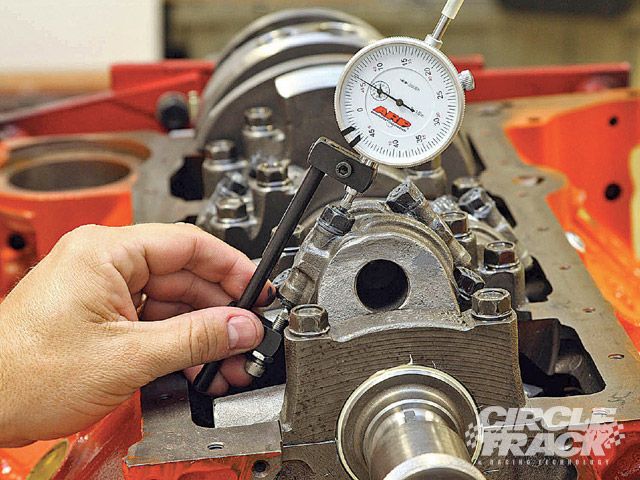
ARP rod bolts are set up to use a stretch gauge with both ends of the bolt pre-machined for the gauge the bolt packaging from ARP,comes with the correct length the bolts are supposed to reach under the correct pre-load tension, in the instructions OR its available on their web site
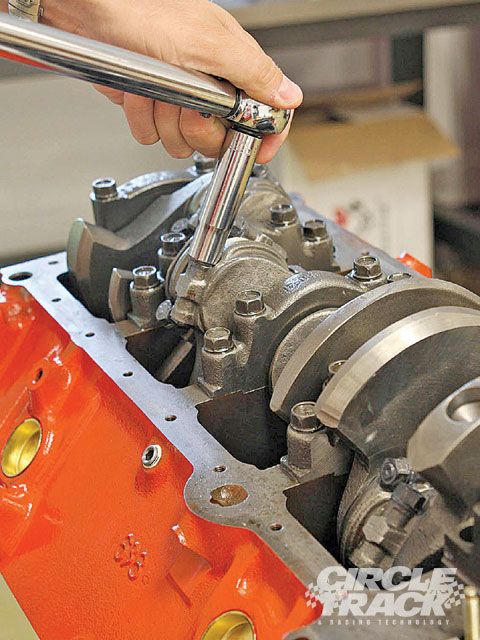
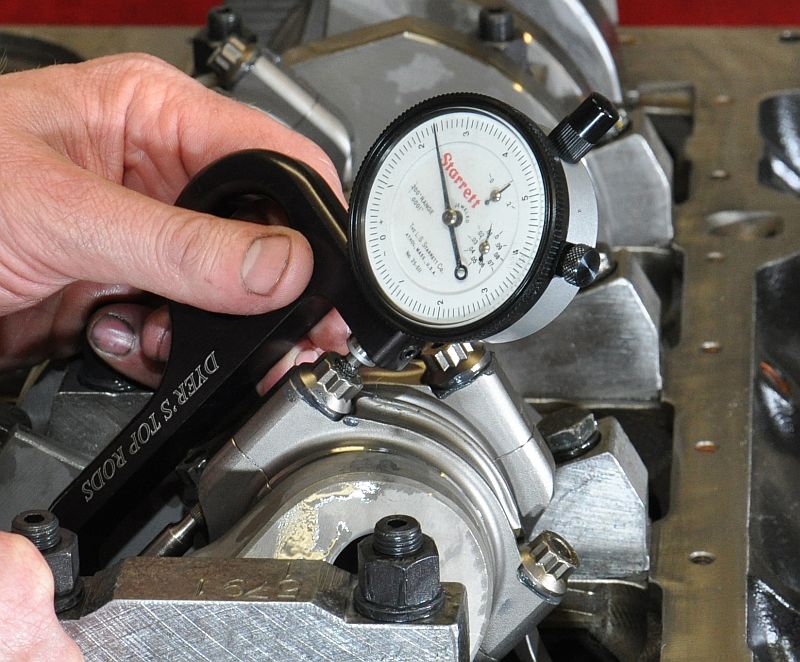
most guys are familiar with use of a torque wrench to tighten rod bolts to the correct preload, but while this gets you very close its not as precise as a rod bolt stretch gauge,
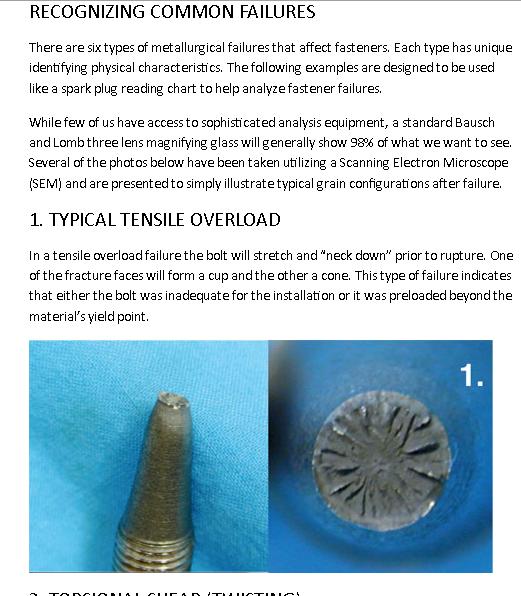
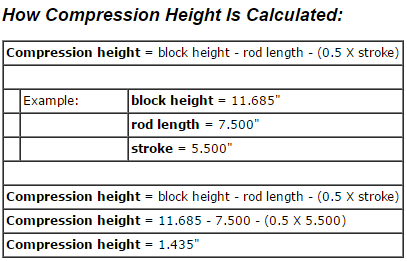
Other Stresses
It must be realized that the direct reciprocating load is not the only source of stresses in bolts. A secondary effect arises because of the flexibility of the journal end of the connecting rod. The reciprocating load causes bending deformation of the bolted joint (yes, even steel deforms under load). This deformation causes bending stresses in the bolt as well as in the rod itself. These bending stresses fluctuate from zero to their maximum level during each revolution of the crankshaft.
Fastener Load
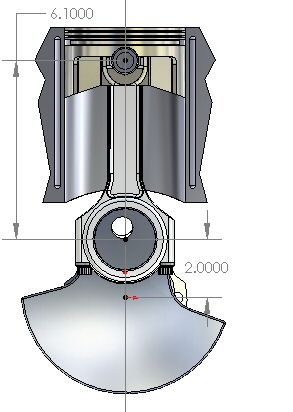
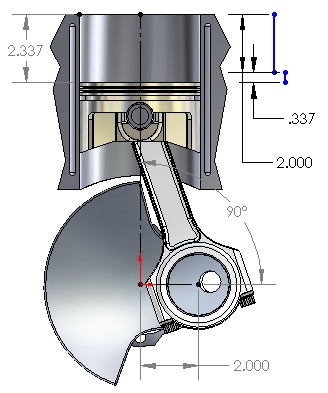
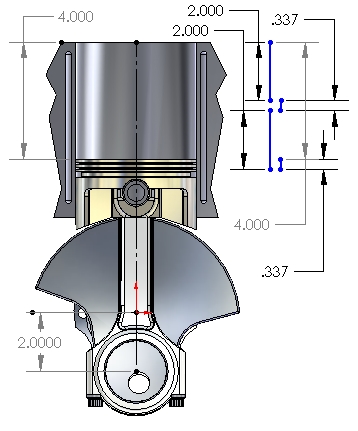
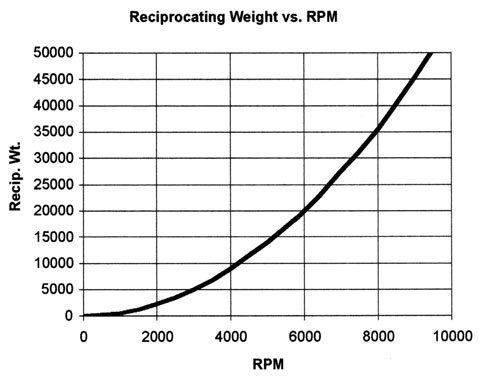
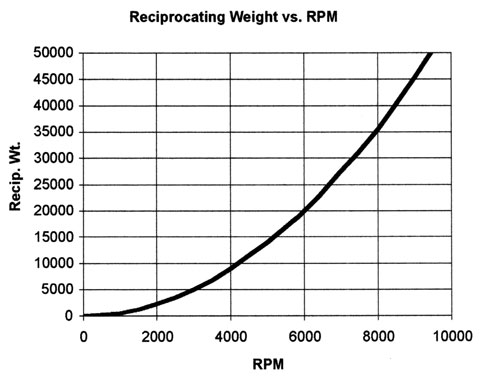
The first step in the process of designing a connecting rod bolt is to determine the load that it must carry. This is accomplished by calculating the dynamic force caused by the oscillating piston and connecting rod. This force is determined from the classical concept that force equals mass times acceleration. The mass includes the mass of the piston plus a portion of the mass of the rod. This mass undergoes oscillating motion as the crankshaft rotates. The resulting acceleration, which is at its maximum value when the piston is at top dead center and bottom dead center, is proportional to the stroke and the square of the engine speed. The oscillating force is sometimes called the reciprocating weight. Its numerical value is proportional to:
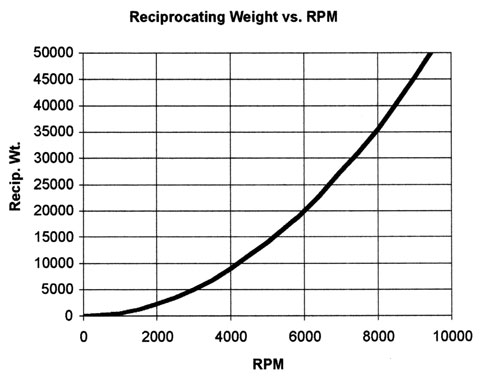
It is seen that the design load, the reciprocating weight, depends on the square of the RPM speed. This means that if the speed is doubled, for example, the design load is increased by a factor of 4. This relationship is shown graphically below for one particular rod and piston
http://www.arp-bolts.com/Tech/TechWhy.html
I did a quick DOUBLE TAKE on that graph the first time also....look closer at the edges of the graph, its points out the STRONGER the material USED the SMALLER the dia. necessary for a given tensile strength, your limited in clearance on rod bolt max size so the material needs to have higher yeild strength, and potential durrability, to increase the rod bolt strength
FROM ARP
"Metallurgy for the Non-Engineer
By Russell Sherman, PE
1. What is grain size and how important is it?
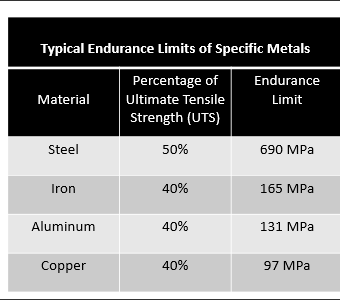
Metals freeze from the liquid state during melting from many origins (called allotropic) and each one of these origins grows until it bumps into another during freezing. Each of these is a grain and in castings, they are fairly large. Grains can be refined (made smaller); therefore, many more of them can occupy the same space, by first cold working and then by recrystallizing at high temperature. Alloy steels, like chrome moly, do not need any cold work; to do this – reheat treatment will refine the grain size. But austenitic steels and aluminum require cold work first. Grain size is very important for mechanical properties. High temperature creep properties are enhanced by large grains but good toughness and fatigue require fine grain size-the finer the better. (High temp creep occurs at elevated temperature and depending on material and load could be as much as .001 per inch/per hour.) All ARP bolts and studs are fine grain – usually ASTM 8 or finer. With 10 being the finest.
2. How do you get toughness vs. brittleness?
With steels, as the strength goes up, the toughness decreases. At too high a strength, the metal tends to be brittle. And threads accentuate the brittleness. A tool steel which can be heat-treated to 350,000 psi, would be a disaster as a bolt because of the threads."
http://www.arp-bolts.com/Tech/TechMetals.html
"are all rod stretch gauges created equal "
obviously no more than all girls are equally good looking
but most of the gauges are functional, some just have more features or more precise calibrations, some are adjustable in length ,over a wider range, some have digital read outs, ETC.

http://store.summitracing.com/partdetail.asp?autofilter=1&part=SUM-900015&N=700+4294854225+115&autoview=sku
http://www.carcraft.com/techarticles/116_0609_using_rod_bolt_stretch_tool/index.html
http://www.chevyhiperformance.com/techarticles/0710ch_proper_engine_fasteners/index.html
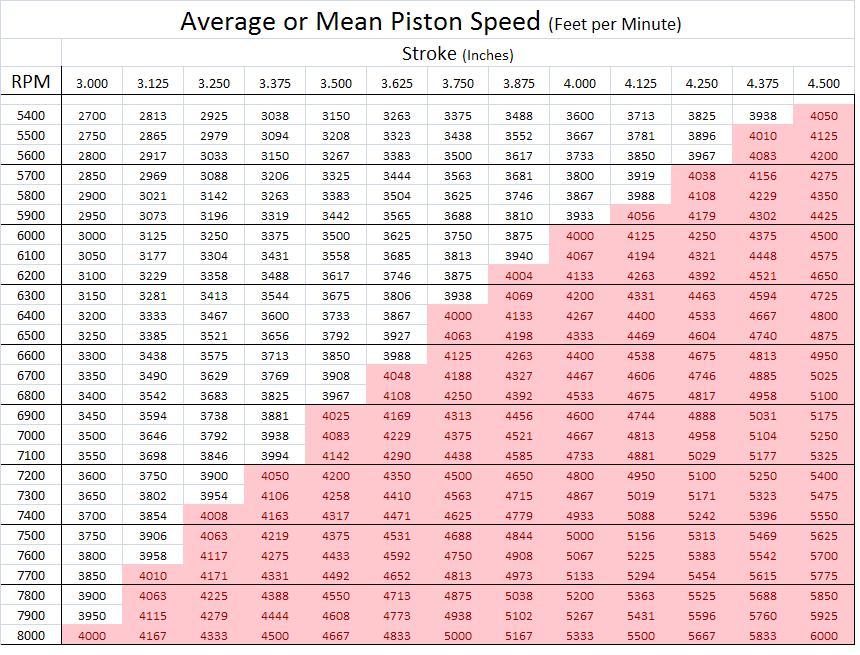
youll generally find that 4000 FPM of piston speed with stock parts or 4500fpm with good quality forged parts is the reasonable limit on the lower end stress, but the valve control issues tend to become the limiting factor before the lower assembly causes problems, hitting the engines redline doesn,t mean the engines going to sustain damage, but it generally induces significant stress, stress that WILL eventually cause DAMAGE, it might happen instantly or require hundreds of repetitions BUT it will eventually happen if its exceeded regularly, because STRESS IS CUMULATIVE
generally hydrolic lifters max out at about 6500rpm or lower
and stock rockers and valve trains rarely control valves well even with solid lifters above 7000-7500 rpm
http://www.rustpuppy.org/rodstudy.htm
http://www.csgnetwork.com/pistonspeedcalc.html
keep in mind thats max PEAK engine rpms, that should only rarely be reached ,your engine will NEVER stay together if subjected to those rpms consistantly for more that brief moments before shifting, hold any engine at redline for more than a few seconds and bad and expensive things are likely to happen
http://www.eaglerod.com/mosmodule/bolt_torque.html
What Do I Torque the Bolts To?
The first step is to identify which bolts you have. Eagle rods are offered with a variety of different bolts. Each of which has a different torque requirement. Proper bolt torque is paramount to rod strength and life. Eagle does not use "off the shelf" ARP bolts. Eagle has ARP custom make bolts to our specifications. DO NOT use torque specs for off-the-shelf ARP bolts. Here is a diagram of some important bolt identifying features.

The following chart shows the head of the bolt, the dimensions, and the proper torque spec. Be careful! the heads of some bolts look similar and some even have the same markings. DO NOT identify the bolt by the head alone. Verify dimensions also! If the head of your bolts do not match one of the pictures below - you do not have Eagle rods! Please consult the manufacturer of your rods for proper torque specs. Their torque spec is most likely different than ours! Always use ARP moly lube on the threads and under the head of the bolt when torquing!

material
socket
size
under
head
length
thread
size
torque
8740
7/16"
1.500"
3/8"
40 ftlbs

material
socket
size
under
head
length
thread
size
torque
8740
7/16"
1.600"
7/16"
63 ftlbs

material
socket
size
under
head
length
thread
size
torque
8740
7/16"
1.750"
7/16"
63 ftlbs

material
socket
size
under
head
length
thread
size
torque
8740
7/16"
1.800"
7/16"
63 ftlbs

material
socket
size
under
head
length
thread
size
torque
2000
3/8"
1.500"
5/16"
28 ftlbs

material
socket
size
under
head
length
thread
size
torque
2000
7/16"
1.500"
3/8"
43 ftlbs

material
socket
size
under
head
length
thread
size
torque
2000
7/16"
1.600"
7/16"
75 ftlbs

material
socket
size
under
head
length
thread
size
torque
2000
7/16"
1.800"
7/16"
75 ftlbs

material
socket
size
under
head
length
thread
size
torque
L-19
1/2"
1.600"
7/16"
79 ftlbs

material
socket
size
under
head
length
thread
size
torque
L-19
1/2"
1.750"
7/16"
79 ftlbs

material
socket
size
under
head
length
thread
size
torque
CA 625+
3/8"
1.500"
5/16"
32 ftlbs
while the rods themselves occasionally fail, its much more likely that the rod bolts lost their clamping strength, and stretched a bit first, and that was a major contributing factor in the bearing failure or the rod failure process.
the cross sectional area of the two rod bolts is usually considerably less than the connecting rod forging in any other area
strength, obviously it depends on materials, design, care in manufacturing and which connecting rods are being compared properly prepared LS7 or L88 big block rods with 7/16" rod bolts, are a whole lot stronger than the stock 3/8" rod bolts big block rods, but many of the better aftermarket rods are significantly stronger that even the l88 rods
I beam rods typically have a balance pad and thats a good feature, typical H beam rods are SUPPOSED TO BE nearly identical in weight, as they are usually machined not castings (obviously they too occasionally need to be balanced)H beams generally have a bit more clearance, both rod designs are good , strength differs between manufacturers but the SCAT rods linked to are at least 50%-100% stronger than the stock chevy rods, Ive got zero problem using either design rod config if its a quality 4340 forged steel rod with 7/16" rod bolts that fits the application
As with most components you tend to get what you pay for to a great extent and companys like (CROWER, CARRILLO,and OLIVER will gladly provide you with much stronger AND MORE EXPENSIVE) connecting rods , good moderately priced connecting rods are available from SCAT
http://www.oliverracingparts.com/
https://www.crower.com/connecting-rods.html
http://www.cp-carrillo.com/
http://www.scatcrankshafts.com/rods/chevy-rods/
BOTH THE FORGED ,BIG BLOCK ,7/16" ROD BOLT RODS ARE GOOD CANDIDATES FOR A PERFORMANCE BUILD, AFTER BEING REWORKED AND POLISHED/RE-SIZED and TOP QUALITY ROD BOLTS INSTALLED, and MAGNA TESTED FOR FLAWS (REMEMBER THESE RODS MIGHT BE 40YEARS OLD
http://www.hotrod.com/techarticles/hrdp ... ting_rods/
stock
better aftermarket
worth reading thru
graph out the piston velocity
read these links
http://arp-bolts.com/pages/technical_failures.shtml
http://www.hotrod.com/techarticles/stee ... index.html
http://www.oliverconnectingrods.com/dow ... alog07.pdf
interesting info from ARP
http://www.arp-bolts.com/Tech/TechWhy.html
http://www.enginebuildermag.com/2008/09/connecting-rods-so-many-choices/
http://arp-bolts.mobi/p/tech.php?page=3
http://arp-bolts.mobi/p/tech.php?page=2
http://arp-bolts.com/
http://www.harborfreight.com/1-inch-tra ... r-623.html
http://www.summitracing.com/parts/arp-1 ... /overview/ $248
http://www.summitracing.com/parts/arp-1 ... /overview/ $186
yes you can find non-name brand rod bolt stretch gauges from about $50-$80
ARP rod bolts are set up to use a stretch gauge with both ends of the bolt pre-machined for the gauge the bolt packaging from ARP,comes with the correct length the bolts are supposed to reach under the correct pre-load tension, in the instructions OR its available on their web site
most guys are familiar with use of a torque wrench to tighten rod bolts to the correct preload, but while this gets you very close its not as precise as a rod bolt stretch gauge,
Other Stresses
It must be realized that the direct reciprocating load is not the only source of stresses in bolts. A secondary effect arises because of the flexibility of the journal end of the connecting rod. The reciprocating load causes bending deformation of the bolted joint (yes, even steel deforms under load). This deformation causes bending stresses in the bolt as well as in the rod itself. These bending stresses fluctuate from zero to their maximum level during each revolution of the crankshaft.
Fastener Load
The first step in the process of designing a connecting rod bolt is to determine the load that it must carry. This is accomplished by calculating the dynamic force caused by the oscillating piston and connecting rod. This force is determined from the classical concept that force equals mass times acceleration. The mass includes the mass of the piston plus a portion of the mass of the rod. This mass undergoes oscillating motion as the crankshaft rotates. The resulting acceleration, which is at its maximum value when the piston is at top dead center and bottom dead center, is proportional to the stroke and the square of the engine speed. The oscillating force is sometimes called the reciprocating weight. Its numerical value is proportional to:
It is seen that the design load, the reciprocating weight, depends on the square of the RPM speed. This means that if the speed is doubled, for example, the design load is increased by a factor of 4. This relationship is shown graphically below for one particular rod and piston
http://www.arp-bolts.com/Tech/TechWhy.html
blueovalz;928783 said:This chart confuses me and (for me) indicates the smaller the bolt cross section, the higher the tensile strength?).
I did a quick DOUBLE TAKE on that graph the first time also....look closer at the edges of the graph, its points out the STRONGER the material USED the SMALLER the dia. necessary for a given tensile strength, your limited in clearance on rod bolt max size so the material needs to have higher yeild strength, and potential durrability, to increase the rod bolt strength
FROM ARP
"Metallurgy for the Non-Engineer
By Russell Sherman, PE
1. What is grain size and how important is it?
Metals freeze from the liquid state during melting from many origins (called allotropic) and each one of these origins grows until it bumps into another during freezing. Each of these is a grain and in castings, they are fairly large. Grains can be refined (made smaller); therefore, many more of them can occupy the same space, by first cold working and then by recrystallizing at high temperature. Alloy steels, like chrome moly, do not need any cold work; to do this – reheat treatment will refine the grain size. But austenitic steels and aluminum require cold work first. Grain size is very important for mechanical properties. High temperature creep properties are enhanced by large grains but good toughness and fatigue require fine grain size-the finer the better. (High temp creep occurs at elevated temperature and depending on material and load could be as much as .001 per inch/per hour.) All ARP bolts and studs are fine grain – usually ASTM 8 or finer. With 10 being the finest.
2. How do you get toughness vs. brittleness?
With steels, as the strength goes up, the toughness decreases. At too high a strength, the metal tends to be brittle. And threads accentuate the brittleness. A tool steel which can be heat-treated to 350,000 psi, would be a disaster as a bolt because of the threads."
http://www.arp-bolts.com/Tech/TechMetals.html
"are all rod stretch gauges created equal "
obviously no more than all girls are equally good looking
but most of the gauges are functional, some just have more features or more precise calibrations, some are adjustable in length ,over a wider range, some have digital read outs, ETC.
http://store.summitracing.com/partdetail.asp?autofilter=1&part=SUM-900015&N=700+4294854225+115&autoview=sku
http://www.carcraft.com/techarticles/116_0609_using_rod_bolt_stretch_tool/index.html
http://www.chevyhiperformance.com/techarticles/0710ch_proper_engine_fasteners/index.html
youll generally find that 4000 FPM of piston speed with stock parts or 4500fpm with good quality forged parts is the reasonable limit on the lower end stress, but the valve control issues tend to become the limiting factor before the lower assembly causes problems, hitting the engines redline doesn,t mean the engines going to sustain damage, but it generally induces significant stress, stress that WILL eventually cause DAMAGE, it might happen instantly or require hundreds of repetitions BUT it will eventually happen if its exceeded regularly, because STRESS IS CUMULATIVE
generally hydrolic lifters max out at about 6500rpm or lower
and stock rockers and valve trains rarely control valves well even with solid lifters above 7000-7500 rpm
http://www.rustpuppy.org/rodstudy.htm
http://www.csgnetwork.com/pistonspeedcalc.html
keep in mind thats max PEAK engine rpms, that should only rarely be reached ,your engine will NEVER stay together if subjected to those rpms consistantly for more that brief moments before shifting, hold any engine at redline for more than a few seconds and bad and expensive things are likely to happen
http://www.eaglerod.com/mosmodule/bolt_torque.html
What Do I Torque the Bolts To?
The first step is to identify which bolts you have. Eagle rods are offered with a variety of different bolts. Each of which has a different torque requirement. Proper bolt torque is paramount to rod strength and life. Eagle does not use "off the shelf" ARP bolts. Eagle has ARP custom make bolts to our specifications. DO NOT use torque specs for off-the-shelf ARP bolts. Here is a diagram of some important bolt identifying features.
The following chart shows the head of the bolt, the dimensions, and the proper torque spec. Be careful! the heads of some bolts look similar and some even have the same markings. DO NOT identify the bolt by the head alone. Verify dimensions also! If the head of your bolts do not match one of the pictures below - you do not have Eagle rods! Please consult the manufacturer of your rods for proper torque specs. Their torque spec is most likely different than ours! Always use ARP moly lube on the threads and under the head of the bolt when torquing!
material
socket
size
under
head
length
thread
size
torque
8740
7/16"
1.500"
3/8"
40 ftlbs
material
socket
size
under
head
length
thread
size
torque
8740
7/16"
1.600"
7/16"
63 ftlbs
material
socket
size
under
head
length
thread
size
torque
8740
7/16"
1.750"
7/16"
63 ftlbs
material
socket
size
under
head
length
thread
size
torque
8740
7/16"
1.800"
7/16"
63 ftlbs
material
socket
size
under
head
length
thread
size
torque
2000
3/8"
1.500"
5/16"
28 ftlbs
material
socket
size
under
head
length
thread
size
torque
2000
7/16"
1.500"
3/8"
43 ftlbs
material
socket
size
under
head
length
thread
size
torque
2000
7/16"
1.600"
7/16"
75 ftlbs
material
socket
size
under
head
length
thread
size
torque
2000
7/16"
1.800"
7/16"
75 ftlbs
material
socket
size
under
head
length
thread
size
torque
L-19
1/2"
1.600"
7/16"
79 ftlbs
material
socket
size
under
head
length
thread
size
torque
L-19
1/2"
1.750"
7/16"
79 ftlbs
material
socket
size
under
head
length
thread
size
torque
CA 625+
3/8"
1.500"
5/16"
32 ftlbs
Last edited by a moderator: