read these, links below,
keep in mind that allowing outside air to enter the molten metal weld pool, generally results in a far less dense and as a result noticeably weaker weld structure, some what like a sponge if you could examine it under an electron micro scope, use of a surrounding barrier of outer shield gas allows the molten metal to cool as a much stronger and denser more or less solid crystalline structure, this will generally result in a weld that looks better and provides a good deal stronger bond between the two welded original structures and a weld that requires noticeably less mechanical cleaning of its outer surfaces with grinding to clean its exposed outer surface.
this is especially helpful on processes like welding two thin sheet metal body panels as it will almost always require significantly less panel prep with grinding, sanding, bondo etc.
if you get a chance weld two scrap body panels one with flux core and one with MIG or even better TIG welds with the proper matched shield gases. (flux core welders don't use shield gas but the welds are generally inferior in strength)
you NEED a tank of shield gas to MIG or TIG WELD CORRECTLY, you rent those tanks with a healthy deposit or buy and have the tanks refilled and re-certified every few years
I think, youll notice a very obvious difference in both the surface of the welds and if you bend the welded joint several times, the effort it takes to crack the welded joint resulting it the welded area failing due to physical stress on that joint.
a properly welded MIG or even better TIG weld, will generally duplicate or even exceed the structural strength of the two parent panels you joined

viewtopic.php?f=60&t=77
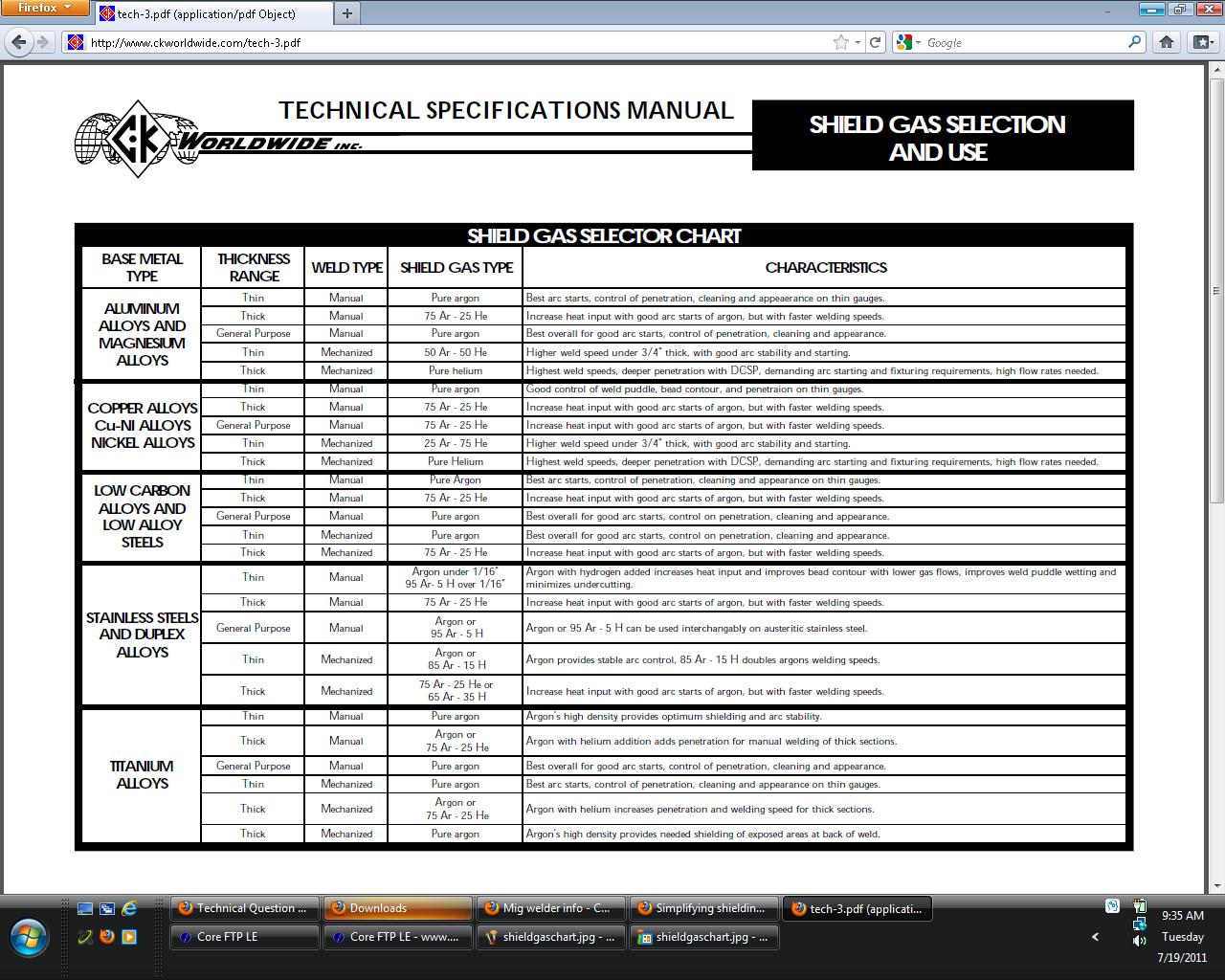
http://www.ckworldwide.com/tech-3.pdf
http://www.thefabricator.com/Consumable ... fm?ID=1024
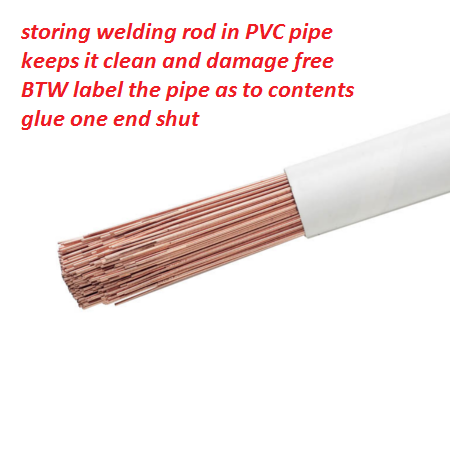
welding rods usually 36" long so 37" pipe with one end glued is not a bad idea

look here

ask questions here, because they know more than I do about many parts of the welding arts
http://www.millerwelds.com/resources/co ... ay.php?f=4
http://ehs.unc.edu/manuals/ehsmanual/h4-12a2.pdf
72novaproject
"Stainless should be welded with 100% argon. It is practical for most shops and hobbyist. There is a helium mix that is better but way expensive and it has to be purchased in larger quantities you would never use so forget that. Stainless is welded with straight polarity or NCEN (Direct Current Electrode Negative).
One thing you should consider is back gassing the weld joint. Tape up the ends of the collector with cardboard (away from the welding heat) and run a hose inside to fill it with argon. The back side of a non back gassed stainless joint will crystallize due to oxygen exposure. A common term is sugar behind the joint. It is also important to be very aware of pre flow and post flow when welding stainless. It is hard to make yourself hold the torch over the weld for 5 seconds after the arc stops but you got to do it.
I bought stainless wire for my mig and tried it with 75/25 once. It will weld stainless but it isn’t pretty. Hence the tig purchase.
Aluminum is welded with 100% argon and AC current. Most welders have an adjustable balance control (time at DCEN/DCEP) to achieve the best cleaning action and penetration. That is the reason AC current is used.
when your talking about mig/tig shield gas flow rates
gauge on right side indicates tank pressure
gauge on left side indicates flow pressure
15-20 psi flow pressure is usually adequate, but ask your local miller dealer for tips/advice, and gas mix info

YES THE QUALITY OF THE MIG SHIELD GAS WELD IS ENOUGH BETTER THAN FLUX CORE WELDS TO WARRANT THE COST[/b]
if you buy a bottle of shield gas like argon for mig welding, the cost is usually "at least around here "about $240 one time plus $45 to fill (first fills usually included) and about every 6 years you need to pay about $50 -$60 to get the tank re certified as safe to fill, be VERY SURE YOU BUY A TANK STAMPED PRIVATE OWNED or it will be swapped out for a rental tank when its refilled, and get your tank REFILLED or your very likely to get someone elses tank that needs to be certificated.
"yes that can mean making two trips or waiting an hour or more to get it filled"
most gas tank supplys will only refill their tanks or some ones they have an exchange agreement with, and the tanks you find at pawn shops frequently FAILED the last re-certification and can,t be refilled ANYPLACE
OR you can rent a tank, generally theres a security deposit that varies , and a monthly charge , that can run $15-$30 per tank, plus you pay for tank swaps (your empty for their full each time about $34, around here, but you never pay for re-certification, so it depends on what your doing which is better.
how long a tank will last obviously depends on usage but a full size tank lasts about 2, 8 hour days of fairly heavy welding or several months to a year of small jobs
"IF your going to weld a great deal its more than likely cheaper to rent, it cost me about $240 for a full size tank filled that I OWN, but if you own a tank about every six years you need to pay about $60 to get it re-certified, and it costs about $45 per refill, and you need to wait to get the tank refilled, which can take a few hours if they are busy so you get the same tank back.
if you rent cost varies wildly but $10-$20 a month on tank rental and $30 per refill is rather common, and a 100$ tank security deposit that you get back if you return the tanks common.
BTW if your looking for a light duty mig that will weld up to 3/16" millers got this on sale
and it will do about 80% of the automotive welding that most guys get into,
but keep in mind, when you purchase a MIG welder you still need a shield gas tank ,gauges , mig wire, a face shield etc, with any welder so that price of the welder alone is not all inclusive
http://www.welders-direct.com/mm5/merchant.mvc?Store_Code=WD&Screen=PROD&Product_Code=907692
120 volt feed $549

I know a couple guys who bought these lincoln mig welders and they find they have zero complaints, but then , keep in mind I find that, its almost universal, that unless you do a good bit of welding on a nearly constant basis, with several different welders, and know what your looking at when the welds are done, youll tend to think darn near any welder you own is doing a decent job regardless of reality, simply because youve got little to use as a comparison.
http://www.welders-direct.com/mm5/m...Code=WD&Product_Code=K2473-2&Category_Code=MW
230 volt feed $878

yes I admit Im a tool junky but after using a buddies 252 miller I saved up for over a year to get one, yes I rarely use it to near its max capacity but keep in mind duty cycle limitations are nearly something you can ignore on most welding
http://www.welders-direct.com/mm5/m..._Code=WD&Product_Code=907321&Category_Code=MW
230 volt feed $2450

keep in mind that allowing outside air to enter the molten metal weld pool, generally results in a far less dense and as a result noticeably weaker weld structure, some what like a sponge if you could examine it under an electron micro scope, use of a surrounding barrier of outer shield gas allows the molten metal to cool as a much stronger and denser more or less solid crystalline structure, this will generally result in a weld that looks better and provides a good deal stronger bond between the two welded original structures and a weld that requires noticeably less mechanical cleaning of its outer surfaces with grinding to clean its exposed outer surface.
this is especially helpful on processes like welding two thin sheet metal body panels as it will almost always require significantly less panel prep with grinding, sanding, bondo etc.
if you get a chance weld two scrap body panels one with flux core and one with MIG or even better TIG welds with the proper matched shield gases. (flux core welders don't use shield gas but the welds are generally inferior in strength)
you NEED a tank of shield gas to MIG or TIG WELD CORRECTLY, you rent those tanks with a healthy deposit or buy and have the tanks refilled and re-certified every few years
I think, youll notice a very obvious difference in both the surface of the welds and if you bend the welded joint several times, the effort it takes to crack the welded joint resulting it the welded area failing due to physical stress on that joint.
a properly welded MIG or even better TIG weld, will generally duplicate or even exceed the structural strength of the two parent panels you joined
viewtopic.php?f=60&t=77
http://www.ckworldwide.com/tech-3.pdf
http://www.thefabricator.com/Consumable ... fm?ID=1024
welding rods usually 36" long so 37" pipe with one end glued is not a bad idea
look here
ask questions here, because they know more than I do about many parts of the welding arts
http://www.millerwelds.com/resources/co ... ay.php?f=4
http://ehs.unc.edu/manuals/ehsmanual/h4-12a2.pdf
72novaproject
"Stainless should be welded with 100% argon. It is practical for most shops and hobbyist. There is a helium mix that is better but way expensive and it has to be purchased in larger quantities you would never use so forget that. Stainless is welded with straight polarity or NCEN (Direct Current Electrode Negative).
One thing you should consider is back gassing the weld joint. Tape up the ends of the collector with cardboard (away from the welding heat) and run a hose inside to fill it with argon. The back side of a non back gassed stainless joint will crystallize due to oxygen exposure. A common term is sugar behind the joint. It is also important to be very aware of pre flow and post flow when welding stainless. It is hard to make yourself hold the torch over the weld for 5 seconds after the arc stops but you got to do it.
I bought stainless wire for my mig and tried it with 75/25 once. It will weld stainless but it isn’t pretty. Hence the tig purchase.
Aluminum is welded with 100% argon and AC current. Most welders have an adjustable balance control (time at DCEN/DCEP) to achieve the best cleaning action and penetration. That is the reason AC current is used.
when your talking about mig/tig shield gas flow rates
gauge on right side indicates tank pressure
gauge on left side indicates flow pressure
15-20 psi flow pressure is usually adequate, but ask your local miller dealer for tips/advice, and gas mix info
YES THE QUALITY OF THE MIG SHIELD GAS WELD IS ENOUGH BETTER THAN FLUX CORE WELDS TO WARRANT THE COST[/b]
if you buy a bottle of shield gas like argon for mig welding, the cost is usually "at least around here "about $240 one time plus $45 to fill (first fills usually included) and about every 6 years you need to pay about $50 -$60 to get the tank re certified as safe to fill, be VERY SURE YOU BUY A TANK STAMPED PRIVATE OWNED or it will be swapped out for a rental tank when its refilled, and get your tank REFILLED or your very likely to get someone elses tank that needs to be certificated.
"yes that can mean making two trips or waiting an hour or more to get it filled"
most gas tank supplys will only refill their tanks or some ones they have an exchange agreement with, and the tanks you find at pawn shops frequently FAILED the last re-certification and can,t be refilled ANYPLACE
OR you can rent a tank, generally theres a security deposit that varies , and a monthly charge , that can run $15-$30 per tank, plus you pay for tank swaps (your empty for their full each time about $34, around here, but you never pay for re-certification, so it depends on what your doing which is better.
how long a tank will last obviously depends on usage but a full size tank lasts about 2, 8 hour days of fairly heavy welding or several months to a year of small jobs
"IF your going to weld a great deal its more than likely cheaper to rent, it cost me about $240 for a full size tank filled that I OWN, but if you own a tank about every six years you need to pay about $60 to get it re-certified, and it costs about $45 per refill, and you need to wait to get the tank refilled, which can take a few hours if they are busy so you get the same tank back.
if you rent cost varies wildly but $10-$20 a month on tank rental and $30 per refill is rather common, and a 100$ tank security deposit that you get back if you return the tanks common.
BTW if your looking for a light duty mig that will weld up to 3/16" millers got this on sale
and it will do about 80% of the automotive welding that most guys get into,
but keep in mind, when you purchase a MIG welder you still need a shield gas tank ,gauges , mig wire, a face shield etc, with any welder so that price of the welder alone is not all inclusive
http://www.welders-direct.com/mm5/merchant.mvc?Store_Code=WD&Screen=PROD&Product_Code=907692
120 volt feed $549
I know a couple guys who bought these lincoln mig welders and they find they have zero complaints, but then , keep in mind I find that, its almost universal, that unless you do a good bit of welding on a nearly constant basis, with several different welders, and know what your looking at when the welds are done, youll tend to think darn near any welder you own is doing a decent job regardless of reality, simply because youve got little to use as a comparison.
http://www.welders-direct.com/mm5/m...Code=WD&Product_Code=K2473-2&Category_Code=MW
230 volt feed $878
yes I admit Im a tool junky but after using a buddies 252 miller I saved up for over a year to get one, yes I rarely use it to near its max capacity but keep in mind duty cycle limitations are nearly something you can ignore on most welding
http://www.welders-direct.com/mm5/m..._Code=WD&Product_Code=907321&Category_Code=MW
230 volt feed $2450
Last edited by a moderator:






