I got asked a question on a different site, that went something like this
" Grumpy I see you answer several threads on welding and noticed you have and ARC, MIG, TIG and oxy-acetylene torch welder, but no spot welder?
care to tell us why?
when many automotive panels are factory spot welded"
https://www.yardstore.com/
well first it may help to point out what SPOT WELDING IS AND HOW ITS DONE,
now I'm certainly not an expert welder, but I have managed to constantly improve my skills and acquire ever improved tools over 4 decades so through trial and error alone Ive learned some skills and through mentors help other skills, and I'm certainly not suggesting theres not a place in a good repair shop for a decent quality spot welder, its just that I don,t do enough body panel restoration to warrant owning one and that a good TIG welder can do almost anything I need done, in that type of repair.
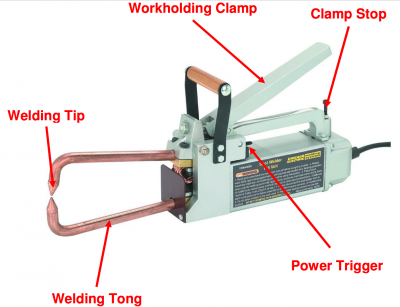
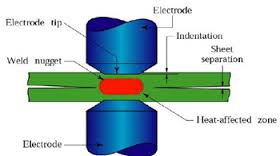
spot welding is electrical resistance welding thats done by momentarily compressing two thin completely clean bare metal panels (USUALLY STEEL) and usually using a fixture or clamps to hold the panels together in a JIG or fixture to insure the proper alignment in relation to each other or with two panels having index pins so they will be precisely aligned, the area to be welded is small, generally about 5/16" in diameter, this area is clamped firmly from both sides and a high amp current is run through briefly turning the area between the contacts to a molten state that cools as a single solid mass fusing the two panels together , its fast, cheap and requires very little skill once its been correctly set up, as long as its a constantly duplicated procedure.
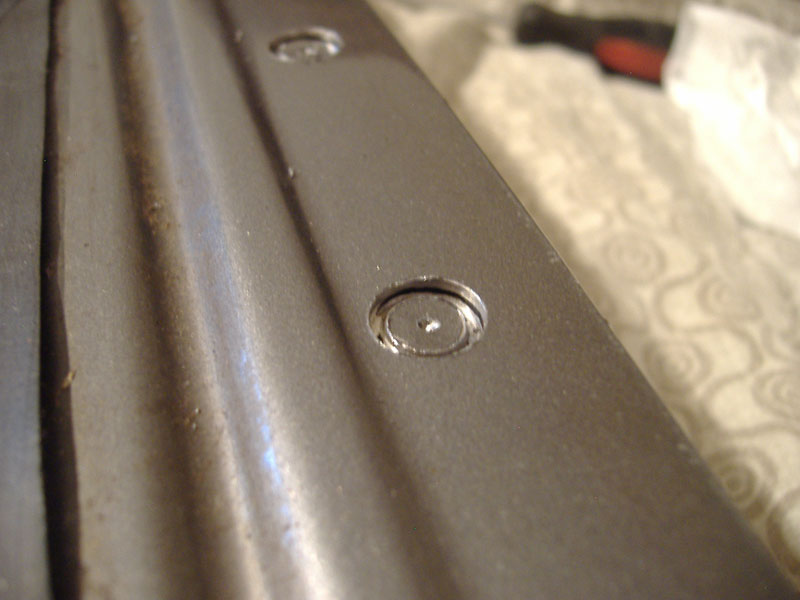
on issue I have is that the panels being spot welded tend to be slightly bent as they are clamped and welded leaving a series of small voids between the weld points in the seam that will tend to collect moisture if its not filled and sealed from both sides, the factory tends to dip cars in rust sealants after welding and before painting but later repair work can not take advantage of this proceedure.
yes being a tool junky I have to resist the urge to buy every tool I see, but in some cases a bit of logic prevails and I see little or no need for a rather limited and redundant tool, thats easily superseded and easily out classed with a good MIG OR TIG WELDER
this makes it great for production , where semi skilled labor can be taught to run the equipment about as fast as a staple gun, the panels can be stitched together, and with practice this produces a decent bond provided the spot welds are close together so the panels are solidly held and can't flex.
http://www.harborfreight.com/welding/spot-welders.html
your problem with spot welding on a completed car is that you generally don,t have easy multi angle access from all sides on panels, you generally don,t have 100% clean new metal surfaces,
spot welding generally leaves a stitch weld the gaps between welds are filled with a rust and moisture barrier paint.
to repair these older panels the spot welds are drilled out

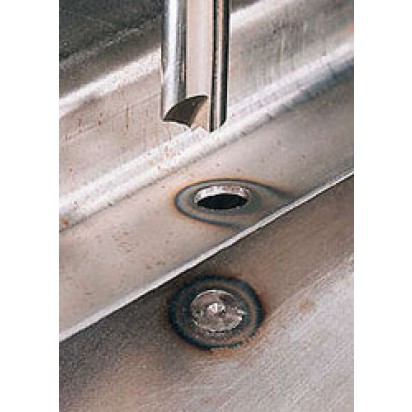
and a new panels placed where the old damaged panel was previously, then the new panels drilled using the old existing spot weld drill holes in the matching remaining panel, CLECOS are used to hold it in place, the two panels are now MIG OR TIG PLUG WELDED


as theres now an OPEN SMALL hole where there used to be two panels to compress and spot weld making the spot welder useless, and you can,t just spot weld a 1/2" to either side as you now generally have one or both panels painted,but even if clean and free of rust access is generally limited compared to the original production line

use the replacement panel as a pattern , leave enough metal to use cleco pins


READ THESE THREADS
http://garage.grumpysperformance.com/index.php?threads/welding-in-new-floor-pan.10735/#post-46871
http://garage.grumpysperformance.com/index.php?threads/want-to-buy-a-mig-for-sheet-metal.10601/
http://garage.grumpysperformance.co...-fire-extinguisher-handy.81/page-2#post-42551
http://garage.grumpysperformance.co...-t-do-stupid-stuff-get-decent-equipment.1669/
http://garage.grumpysperformance.com/index.php?threads/welding-sheet-metal-repairs.4232/
http://garage.grumpysperformance.com/index.php?threads/welding-auto-sheet-metal.4604/
http://www.eastwood.com/welders/spot-weld-cutters.html
http://garage.grumpysperformance.co...y-hand-held-1-2-chuck-drill.11823/#post-56021
http://garage.grumpysperformance.com/index.php?threads/most-versital-shop-welder.1594/
a mig or tig welder allows the full edge of both panels to be welded or plug welds to be used to replace older drilled out spot welds making the mig or tig welders far more versatile, but it does take more skill, to use them, and you generally need to weld only an inch or so in one area then move to a different more remote area to weld, then skip around, so no one area gets hot enough to heat warp as the areas are welded, by skipping around then back in a stitch skip stitch skip pattern you avoid panel warp-age.
it may help to remember the difference between MIG and TIG
MIG welding mandates the addition of wire every time you weld,
TIG welding isolates both processes allows heat and fill rod to be added, or with held in totally independent amounts, thus with TIG you can re-heat a weld to smooth and blend a welded area without adding metal

http://www.northerntool.com/shop/tools/ ... _200383234

" Grumpy I see you answer several threads on welding and noticed you have and ARC, MIG, TIG and oxy-acetylene torch welder, but no spot welder?
care to tell us why?
when many automotive panels are factory spot welded"
https://www.yardstore.com/
well first it may help to point out what SPOT WELDING IS AND HOW ITS DONE,
now I'm certainly not an expert welder, but I have managed to constantly improve my skills and acquire ever improved tools over 4 decades so through trial and error alone Ive learned some skills and through mentors help other skills, and I'm certainly not suggesting theres not a place in a good repair shop for a decent quality spot welder, its just that I don,t do enough body panel restoration to warrant owning one and that a good TIG welder can do almost anything I need done, in that type of repair.
spot welding is electrical resistance welding thats done by momentarily compressing two thin completely clean bare metal panels (USUALLY STEEL) and usually using a fixture or clamps to hold the panels together in a JIG or fixture to insure the proper alignment in relation to each other or with two panels having index pins so they will be precisely aligned, the area to be welded is small, generally about 5/16" in diameter, this area is clamped firmly from both sides and a high amp current is run through briefly turning the area between the contacts to a molten state that cools as a single solid mass fusing the two panels together , its fast, cheap and requires very little skill once its been correctly set up, as long as its a constantly duplicated procedure.
on issue I have is that the panels being spot welded tend to be slightly bent as they are clamped and welded leaving a series of small voids between the weld points in the seam that will tend to collect moisture if its not filled and sealed from both sides, the factory tends to dip cars in rust sealants after welding and before painting but later repair work can not take advantage of this proceedure.
yes being a tool junky I have to resist the urge to buy every tool I see, but in some cases a bit of logic prevails and I see little or no need for a rather limited and redundant tool, thats easily superseded and easily out classed with a good MIG OR TIG WELDER
this makes it great for production , where semi skilled labor can be taught to run the equipment about as fast as a staple gun, the panels can be stitched together, and with practice this produces a decent bond provided the spot welds are close together so the panels are solidly held and can't flex.
http://www.harborfreight.com/welding/spot-welders.html
your problem with spot welding on a completed car is that you generally don,t have easy multi angle access from all sides on panels, you generally don,t have 100% clean new metal surfaces,
spot welding generally leaves a stitch weld the gaps between welds are filled with a rust and moisture barrier paint.
to repair these older panels the spot welds are drilled out
and a new panels placed where the old damaged panel was previously, then the new panels drilled using the old existing spot weld drill holes in the matching remaining panel, CLECOS are used to hold it in place, the two panels are now MIG OR TIG PLUG WELDED
as theres now an OPEN SMALL hole where there used to be two panels to compress and spot weld making the spot welder useless, and you can,t just spot weld a 1/2" to either side as you now generally have one or both panels painted,but even if clean and free of rust access is generally limited compared to the original production line
use the replacement panel as a pattern , leave enough metal to use cleco pins
READ THESE THREADS
http://garage.grumpysperformance.com/index.php?threads/welding-in-new-floor-pan.10735/#post-46871
http://garage.grumpysperformance.com/index.php?threads/want-to-buy-a-mig-for-sheet-metal.10601/
http://garage.grumpysperformance.co...-fire-extinguisher-handy.81/page-2#post-42551
http://garage.grumpysperformance.co...-t-do-stupid-stuff-get-decent-equipment.1669/
http://garage.grumpysperformance.com/index.php?threads/welding-sheet-metal-repairs.4232/
http://garage.grumpysperformance.com/index.php?threads/welding-auto-sheet-metal.4604/
http://www.eastwood.com/welders/spot-weld-cutters.html
http://garage.grumpysperformance.co...y-hand-held-1-2-chuck-drill.11823/#post-56021
http://garage.grumpysperformance.com/index.php?threads/most-versital-shop-welder.1594/
a mig or tig welder allows the full edge of both panels to be welded or plug welds to be used to replace older drilled out spot welds making the mig or tig welders far more versatile, but it does take more skill, to use them, and you generally need to weld only an inch or so in one area then move to a different more remote area to weld, then skip around, so no one area gets hot enough to heat warp as the areas are welded, by skipping around then back in a stitch skip stitch skip pattern you avoid panel warp-age.
it may help to remember the difference between MIG and TIG
MIG welding mandates the addition of wire every time you weld,
TIG welding isolates both processes allows heat and fill rod to be added, or with held in totally independent amounts, thus with TIG you can re-heat a weld to smooth and blend a welded area without adding metal
http://www.northerntool.com/shop/tools/ ... _200383234
Last edited:


