alcohol is HYGROSCOPIC, its good for cleaning off some types of grease, but its not much help for more than cleaning,

 www.eastwood.com
The definition of hygroscopic is the property of readily absorbing moisture from the air, OR ANY PLACE IT COMES IN CONTACT WITH MOISTURE
www.eastwood.com
The definition of hygroscopic is the property of readily absorbing moisture from the air, OR ANY PLACE IT COMES IN CONTACT WITH MOISTURE
it will greatly speed the evaporation rate of surface moisture it mixes with, and APPEARS to DRY THE SURFACE, but it won,t provide any protection, in fact it tends to speed corrosion forming
when I ran methanol alcohol in fuel injection units we had to run gas mixed with oil thru the units before we stored them even over a weekend or we saw rapid corrosion on brass and aluminum and steel components that got methanol soaked
a clean cotton rag soaked in ACETONE mixed with marvel mystery oil , followed by a spray of the new WD40 mix works as a corrosion barrier

http://www.wd40specialist.com/products/ ... inhibitor/
if you have any doubts, do a simple test, clean two separate, identical disposable parts like two 30 penny common nails, clean one with the ACETONE mixed with marvel mystery oil , followed by a spray of the new WD40 mix and, clean one with the alcohol,and gas mix fuel you run or just alcohol alone and then, label each nail and place it on a paper plate, set them out on a shelf in the shop for 10 days and see the results

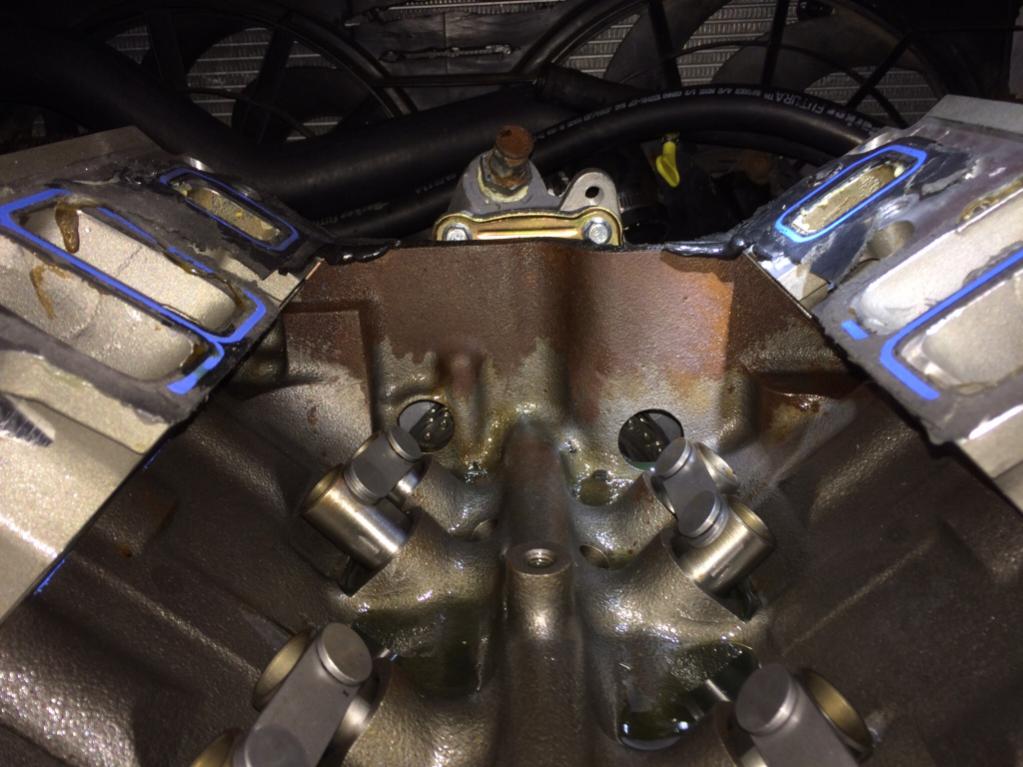
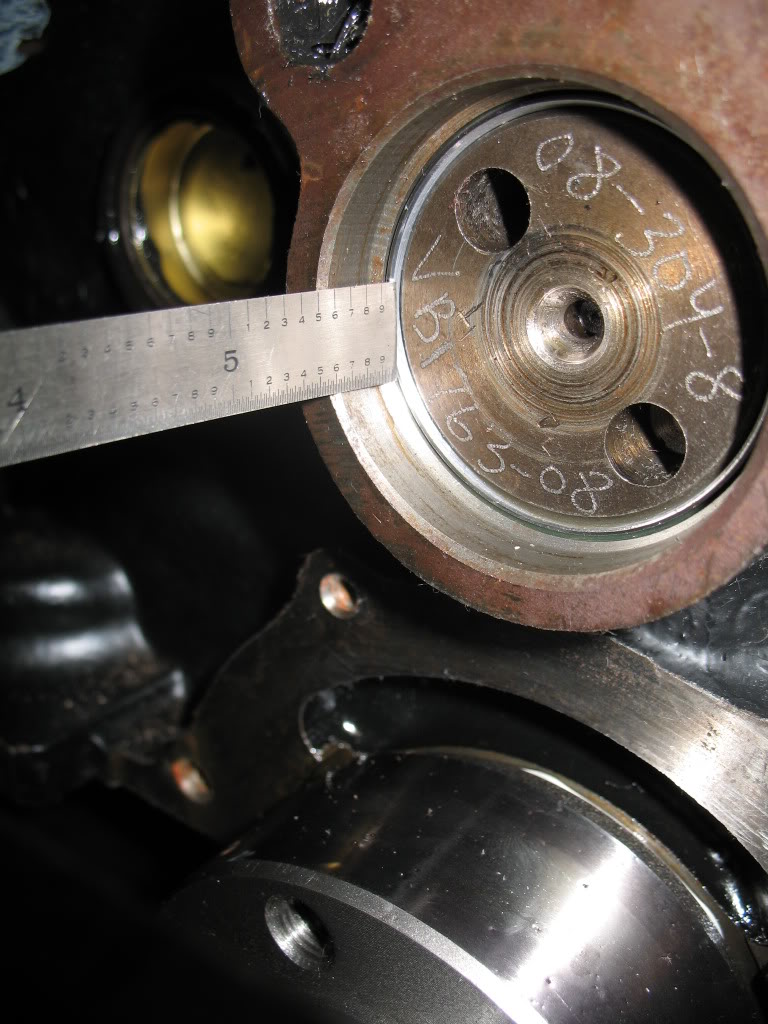
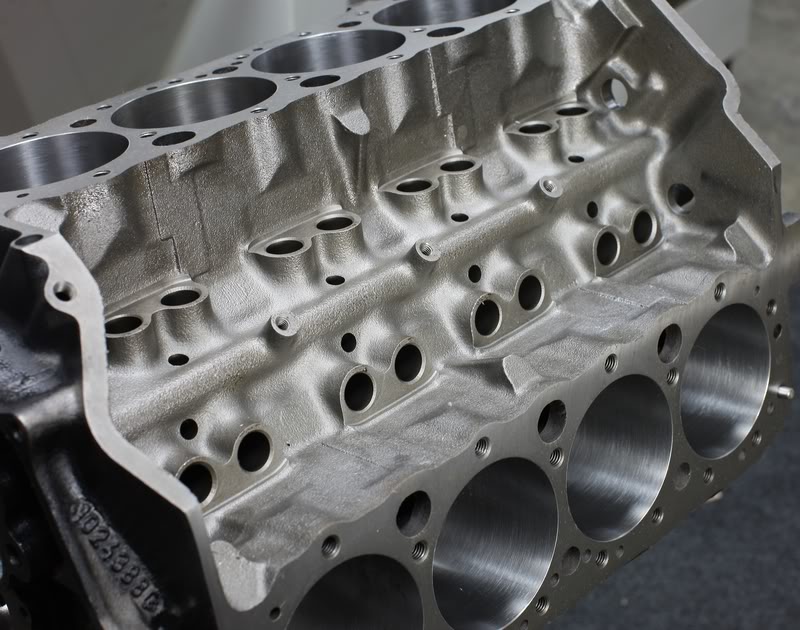
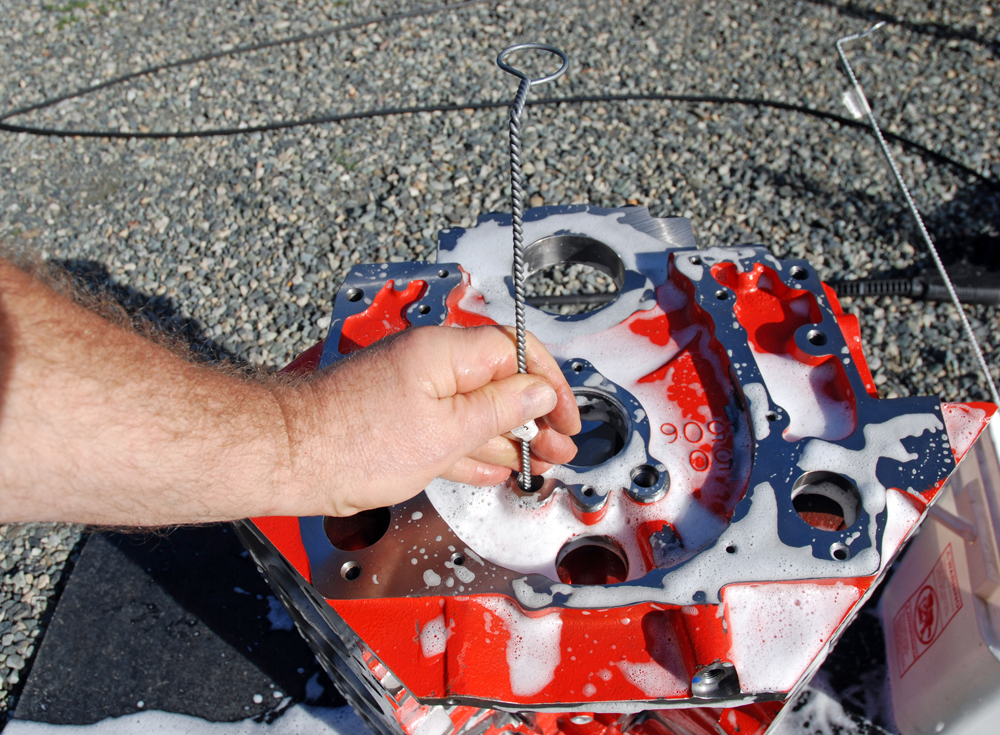
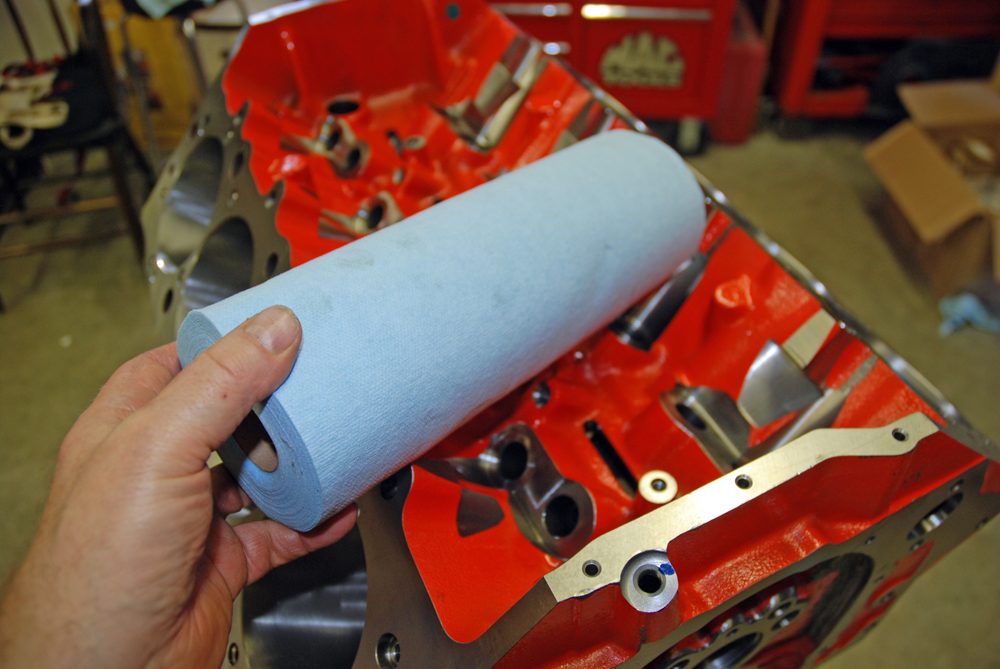
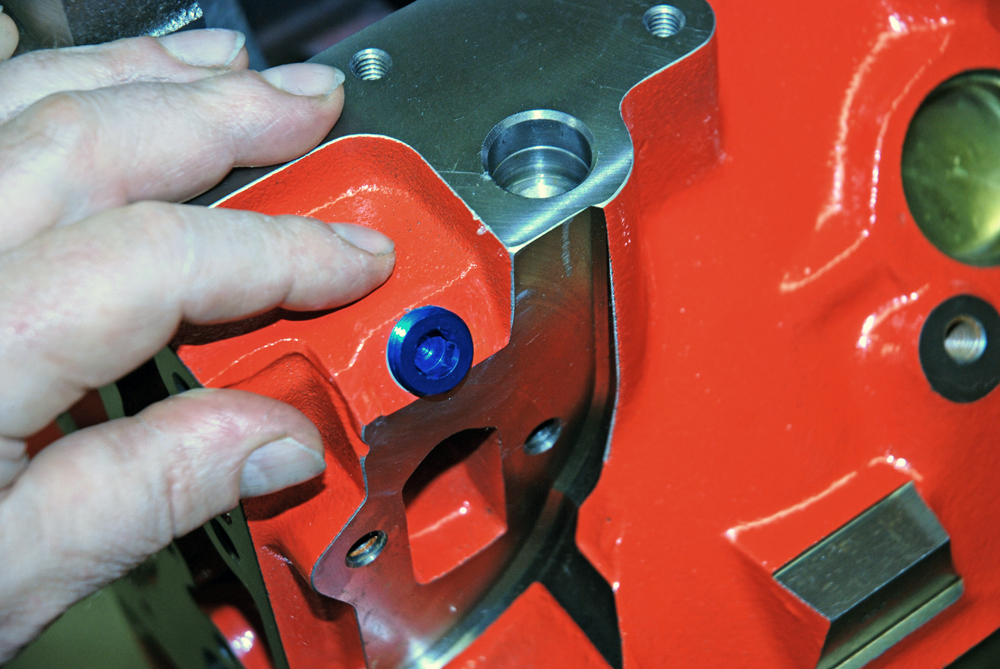
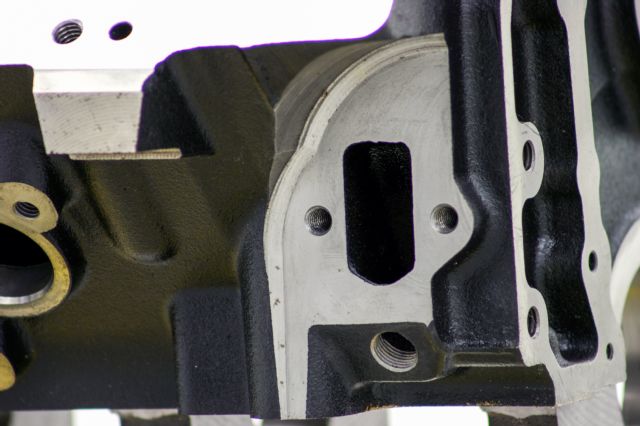
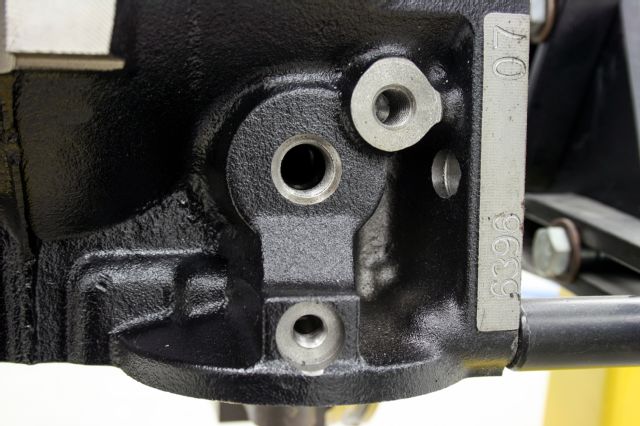
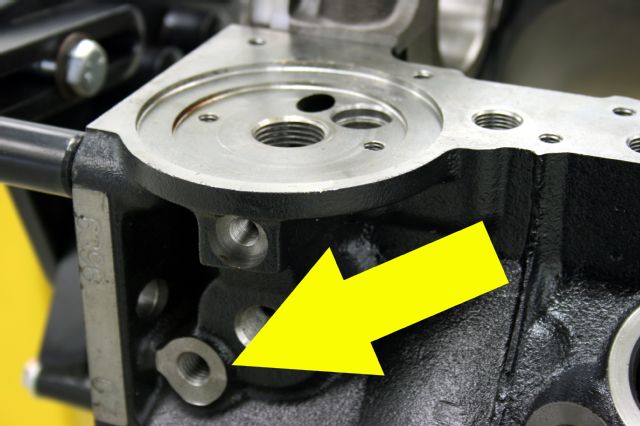
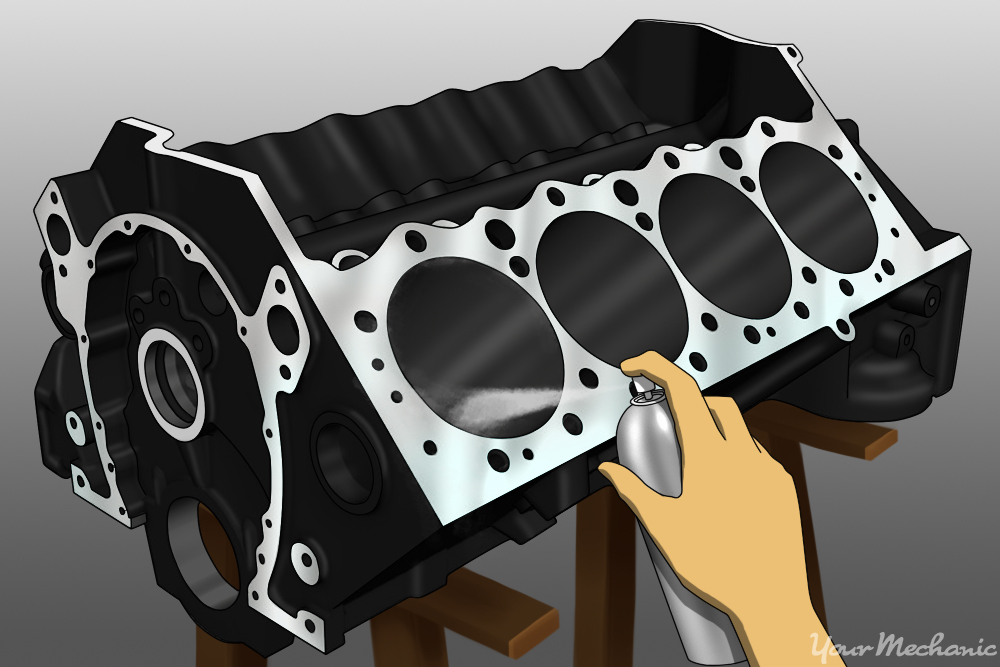
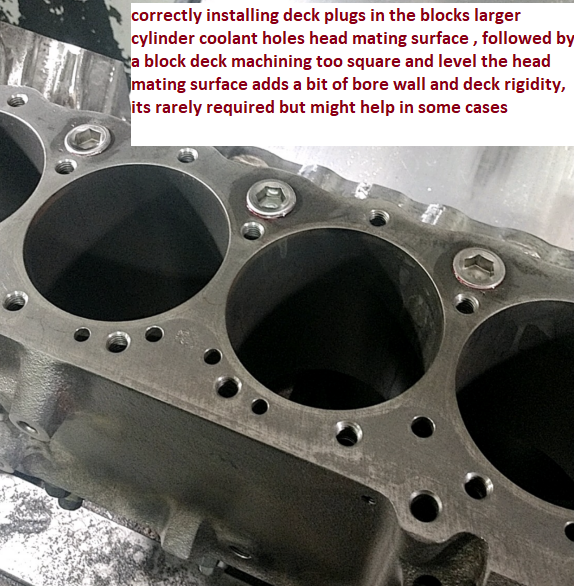
if you look at the 2 pictures I found posted (above)of a very common issue with engines stored for weeks or months during , or after a build, youll see the areas that were constantly soaked in oil failed to rust, yet those areas exposed to moisture in the air , no mater the low percentage still slowly form surface rust,this tends too be more cosmetic than structural in most cases but its easily prevented, the oil forms a moisture barrier that prevents rust but most oil eventually evaporates or runs off, spray any non painted surface with this product, and it will last at least a 1/2 year without rust in a semi dry environment like on an engine stand in a climate controlled trash bag, as it forms a very slow to degrade surface oily/wax like air barrier that will wash off with hot oil when the engine runs.
Ive only used it on a few engines so far over about a years time, but as far as Ive seen it just mixes with the oil in the engine with zero problem, Ive built and stored at least 8 engines now while useing it during storage and had zero issues and ZERO RUST FORM
http://www.wd40specialist.com/products/ ... inhibitor/
a tip..never use a torque wrench to break loose bolts, own and use a 24"-25" breaker bar
a semi decent value
https://www.harborfreight.com/12-in-drive-25-in-breaker-bar-62729.html?_br_psugg_q=breaker+bars
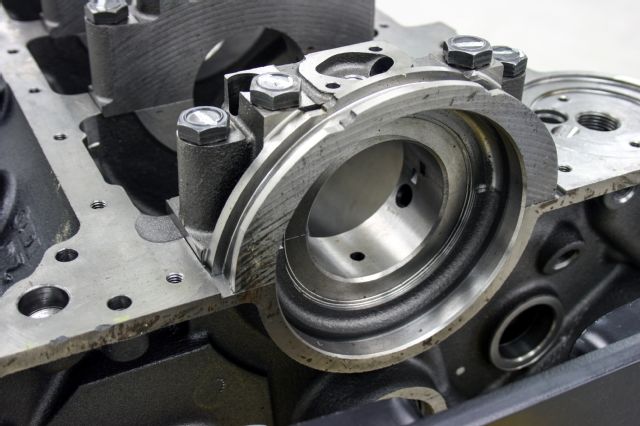
before removing main caps stamp /number them and place an indication which side faces the front
placing all the stamped numbers offset to one end of those main caps helps and yes even mark the rear main in a similar matter even if its obvious where it goes to help indicate which side on the other main caps face forward
https://www.harborfreight.com/14-in...JbTfxfVMYFOapuwWwxF6MpH4wpRnt0Z8aAs3REALw_wcB
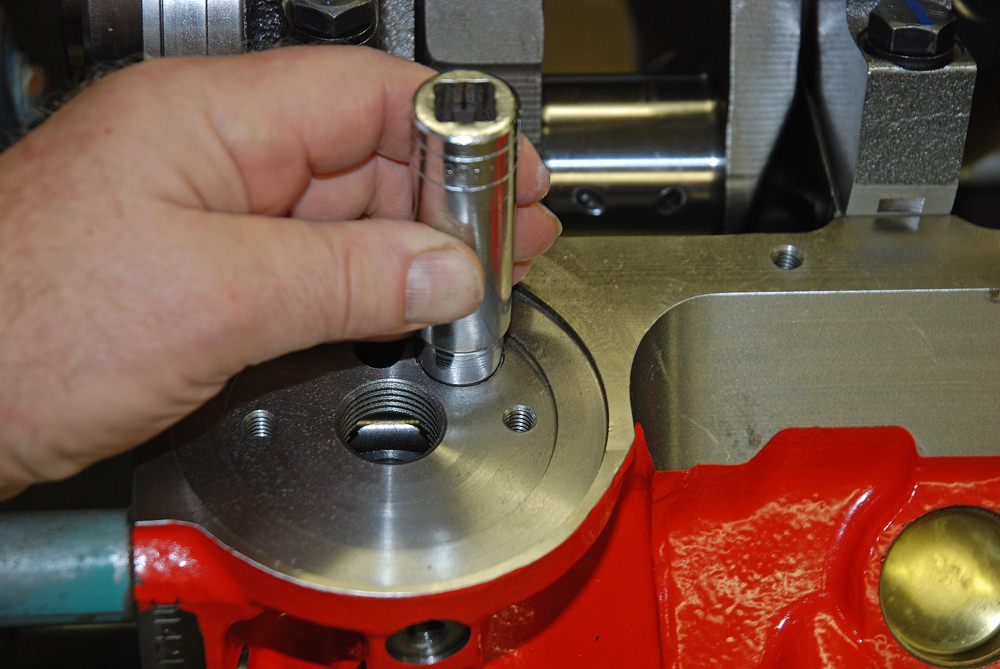
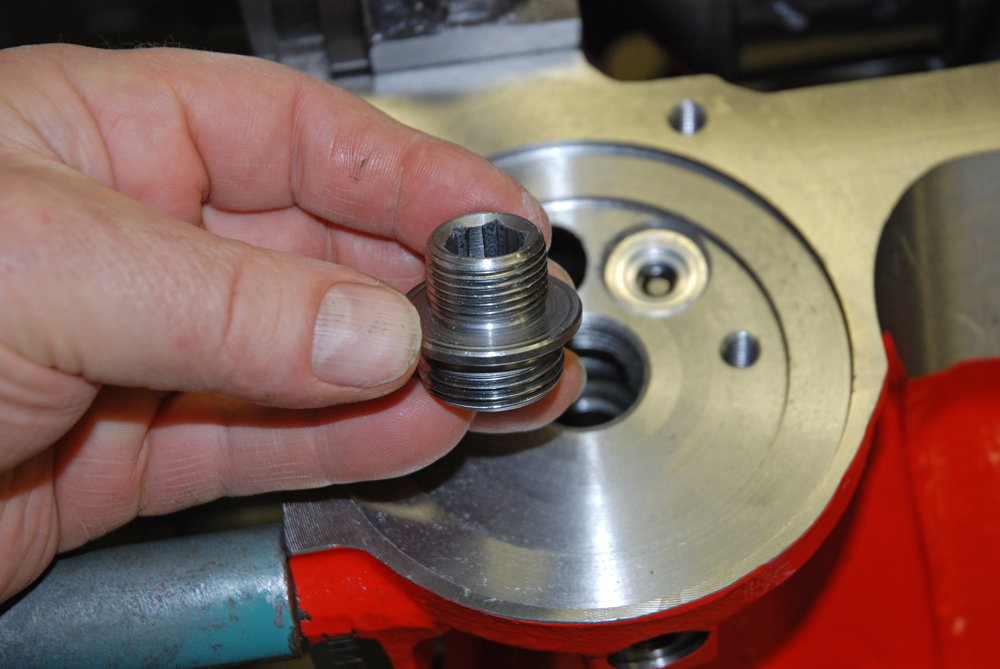
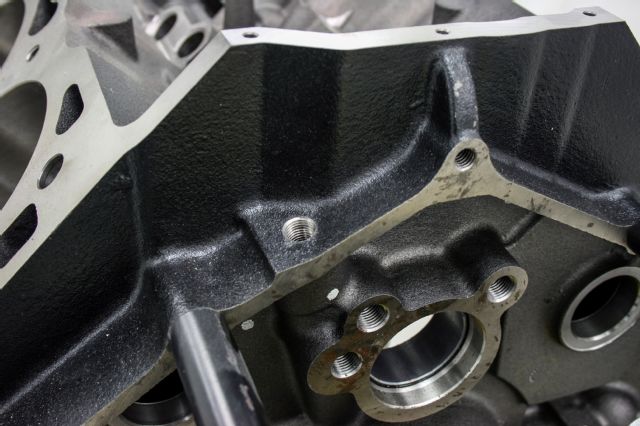
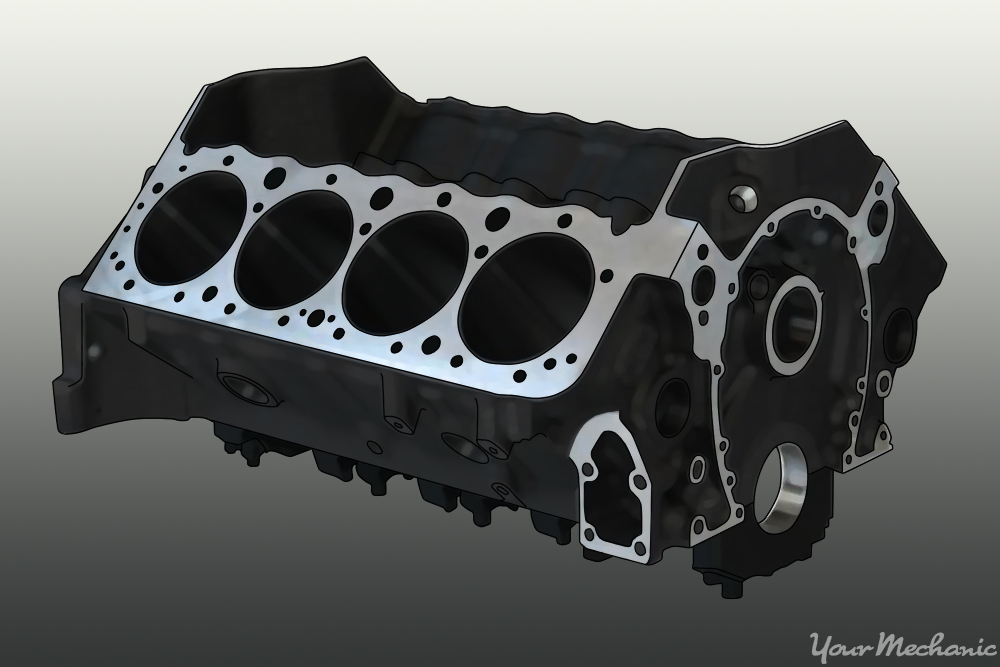
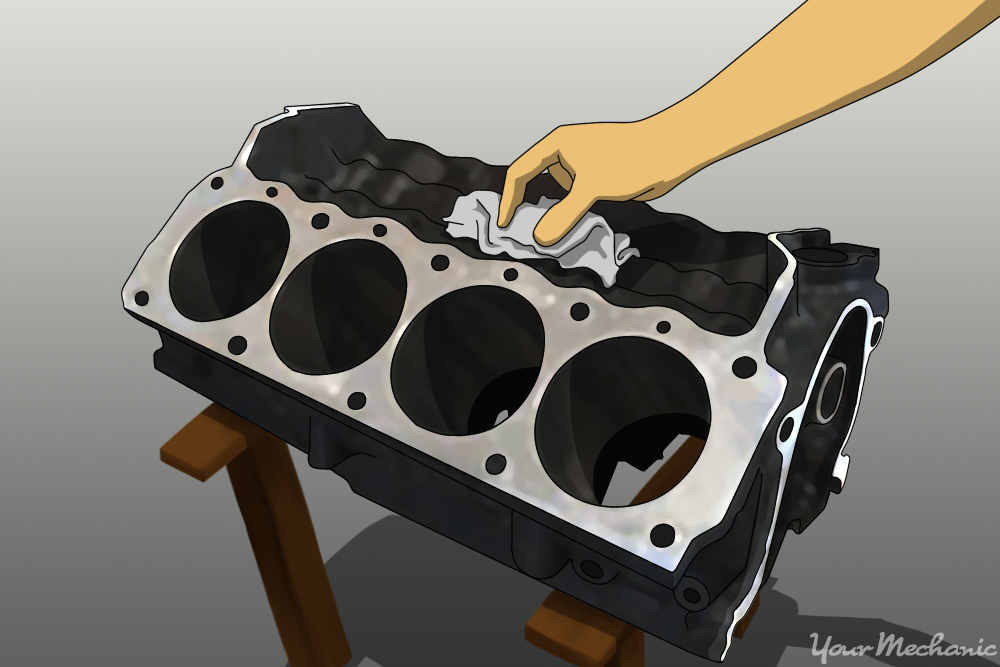
and yes remove the casting flash and use gyptal to paint the interior surfaces to reduce chances of crud getting caught in the oil flow and replace the freeze plugs with brass once and use sealant
read related threads
garage.grumpysperformance.com
garage.grumpysperformance.com
garage.grumpysperformance.com
garage.grumpysperformance.com
Last edited: 1 minute ago
Glyptal Red Brush On 1 qt
Seals uneven surfaces in enginecastings to improve oil circulation
it will greatly speed the evaporation rate of surface moisture it mixes with, and APPEARS to DRY THE SURFACE, but it won,t provide any protection, in fact it tends to speed corrosion forming
when I ran methanol alcohol in fuel injection units we had to run gas mixed with oil thru the units before we stored them even over a weekend or we saw rapid corrosion on brass and aluminum and steel components that got methanol soaked
a clean cotton rag soaked in ACETONE mixed with marvel mystery oil , followed by a spray of the new WD40 mix works as a corrosion barrier
http://www.wd40specialist.com/products/ ... inhibitor/
if you have any doubts, do a simple test, clean two separate, identical disposable parts like two 30 penny common nails, clean one with the ACETONE mixed with marvel mystery oil , followed by a spray of the new WD40 mix and, clean one with the alcohol,and gas mix fuel you run or just alcohol alone and then, label each nail and place it on a paper plate, set them out on a shelf in the shop for 10 days and see the results
if you look at the 2 pictures I found posted (above)of a very common issue with engines stored for weeks or months during , or after a build, youll see the areas that were constantly soaked in oil failed to rust, yet those areas exposed to moisture in the air , no mater the low percentage still slowly form surface rust,this tends too be more cosmetic than structural in most cases but its easily prevented, the oil forms a moisture barrier that prevents rust but most oil eventually evaporates or runs off, spray any non painted surface with this product, and it will last at least a 1/2 year without rust in a semi dry environment like on an engine stand in a climate controlled trash bag, as it forms a very slow to degrade surface oily/wax like air barrier that will wash off with hot oil when the engine runs.
Ive only used it on a few engines so far over about a years time, but as far as Ive seen it just mixes with the oil in the engine with zero problem, Ive built and stored at least 8 engines now while useing it during storage and had zero issues and ZERO RUST FORM
http://www.wd40specialist.com/products/ ... inhibitor/
a semi decent value
https://www.harborfreight.com/12-in-drive-25-in-breaker-bar-62729.html?_br_psugg_q=breaker+bars
before removing main caps stamp /number them and place an indication which side faces the front
placing all the stamped numbers offset to one end of those main caps helps and yes even mark the rear main in a similar matter even if its obvious where it goes to help indicate which side on the other main caps face forward
https://www.harborfreight.com/14-in...JbTfxfVMYFOapuwWwxF6MpH4wpRnt0Z8aAs3REALw_wcB
and yes remove the casting flash and use gyptal to paint the interior surfaces to reduce chances of crud getting caught in the oil flow and replace the freeze plugs with brass once and use sealant
read related threads
oil system mods that help
heres a short list REMEMBER the object or goal in building and maintaining the lubrication system is too maintain a 100% dependable pressurized cooling flow of lubricant to the bearings, rockers ,valves etc. your most important tool, is your ability to think about how things are supposed to...garage.grumpysperformance.com
installing an oil pump pick-up tube
there's two ways ,...... you can use the correct tool, which is ADVISABLE! use this oil pump(link below) in most stock SBC builds, as it produces a 10% increase in oil volume and standard pressure which is just fine , but obviously check your bearing clearances and oil pump to oil pan floor...garage.grumpysperformance.com
whats a windage tray do?
"OK GRUMPYVETTE< I have dumb question? What is a windage tray and whats it for?" windage trays don,t provide a huge boost in horse power, the purpose is mostly in providing much improved oil control, thus they can, if properly designed provide a much more consistent oil supply, and enhanced...garage.grumpysperformance.com
yes the oil filter you sellect does make a differance
READ THRU THESE SUB LINKS CAREFULLY theres a great deal of info here to look thru. pay attention to filter construction and the filter materials and total filter medium area, when discussing oil filters keep in mind their intended function, which is mostly too efficiently trap and remove...garage.grumpysperformance.com
Last edited: 1 minute ago
Last edited by a moderator: