yes the rear cam bearing plug can be removed to allow the tool access
that sounds like its too tight, Id look over the bearing to see if its in the wrong location
cam bearings are numbered to go into specific locations
0411 RODP 01 Z BEARING
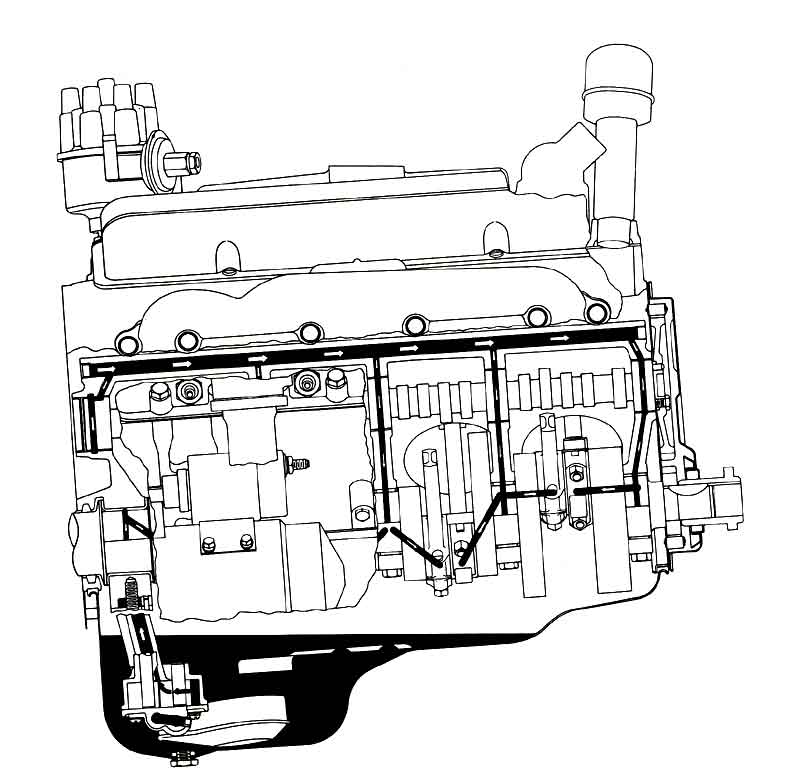
Cam Bearing Selection And InstallationThe task of replacing camshaft bearings during an engine rebuild may appear to be a no-brainer, but the more intelligent approach is to handle the job with as much planning and precision as you would when replacing main or rod bearings. If not, your engine is likely to wind up with a damaged camshaft and/or main and rod bearings in a relatively short period of time.
"Simply knocking out the old bearings and installing fresh ones with little regard to bearing selection, sizing, or alignment is a big mistake," says Jeff Schaerer, Engine Bearing Product Development manager at Clevite Engine Parts. "For example, ill-fitting cam bearings can result in too little or too much oil clearance, which can damage both the camshaft and/or main and rod bearings. If excessive cam bearing clearance exists, a severe reduction in oil pressure can result in insufficient oil delivery to the rest of the motor."
Mindful of the critical role that proper cam bearing selection, sizing, and alignment can have on engine longevity and performance, let's compare the attributes of two different types of materials commonly used in cam bearing construction. By doing so, you'll be in a better position to determine which type of cam bearings best meet your performance needs.
Bearing SelectionClevite's Schaerer explains that in previous years, the vast majority of cam bearings were manufactured with a "babbitt" lining. Babbitt is a soft, slippery material composed primarily of lead and tin. This soft material does an excellent job of being able to withstand particle contamination and less-than-ideal lubrication on initial engine startup. However, performance engines often operate at higher temperatures and feature higher valvetrain loads, which places babbitt material at a disadvantage. These operating conditions sometimes result in fatigue or deformation (extrusion) of the soft babbitt material.
In order to address higher loads and temperatures, babbitt, for the most part, has been replaced with an aluminum alloy. This specially developed alloy is much stronger than babbitt and can withstand much higher loads. The trade-off lies in the fact that aluminum alloy is harder than babbitt but is less forgiving with regard to contamination, cam bearing bore misalignment, and less-than-ideal lubrication. The benefits of aluminum cam bearings, however, far outweigh the compromises. You simply need to pay more attention to details when installing aluminum cam bearings and be certain to verify critical tolerances.
Traditional babbitt is designed to withstand approximately 1,800 psi of load. By contrast, Clevite's AL-3 material has been designed to withstand up to 5,000 psi. Schaerer says extra oil grooves are not needed with the AL-3 bearings, providing yet another benefit: the bearing affords a larger "footprint" at the cam bore wall, which more efficiently transfers heat away from the bearing. In addition to bi-metal aluminum cam bearings they've also developed tri-metal bearings that combine the strength of aluminum alloy with a babbitt overlay. The tri-metal bearings are able to withstand loads in excess of 8,000 psi.
Cam Bearing InstallationIf you're planning to work on an engine block that has been newly reconditioned, you'll definitely need to replace the camshaft bearings, as the old bearings must be removed beforehand to allow the block to be properly cleaned. The following can be used as a guide for installing cam bearings properly.
The installation process begins after you've accomplished any machining that might be needed (cylinder boring and/or honing, align-honing, deck resurfacing, cam bore alignment, etc.). Before starting, make certain that the block is totally clean. If it's not, then foreign particles trapped between the bearings and bearing bores will cause bearing deformation and reduce oil clearance.
Even if the block has been solvent-washed, be sure to wash the block thoroughly, inside and out, using hot, soapy water and soft, clean brushes (small "rifle" brushes can be used to clean oil passages). Rinse the block completely and dry it using compressed air; make sure that all oil and cooling passages are thoroughly blown dry. Immediately afterwards, coat all surfaces with light oil to prevent surface rusting.
Next, you'll need to install the crankshaft main caps, tightening all main cap bolts to specification. Since the main caps will be installed and torqued during final assembly anyway, it's best to have the main caps in place and fully tightened prior to inserting the cam bearings and cam, just in case any distortion occurs within the block due to main cap bolt clamping. Basically, tightening the main caps before messing with the cam serves to pre-stress the block closer to its final state. If any distortion is present, it's better to find out now rather than later.
Before installing cam bearings, wipe all cam bores with a fast-drying solvent to create a clean and dry bore surface. Installation of cam bearings into the block must be done carefully to avoid shaving material from the outside diameter of the bearings. This galling action can easily cause a buildup of excess material between the bearing and the block's bearing bore, which will "squeeze" the bearing, resulting in oil clearance reduction at the bearing inside diameter.
Before attempting to install the cam bearings, make sure that the leading edge of each bearing bore features a slight chamfer (25-30 degrees) to ease bearing installation. Depending on the engine, the cam bearings may be "stepped" (different size for each cam bore) or they may feature the same bore size, front to rear. If the bores are stepped, arrange the cam bearings in the order in which they are to be installed. Remember, when installing cam bearings, always work your way from the rear of the block forward.
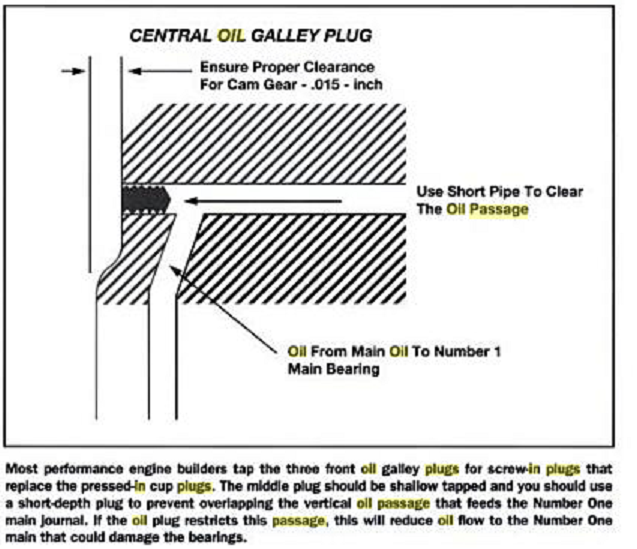
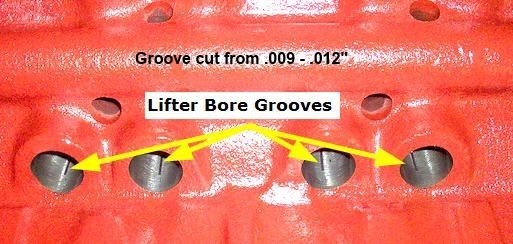
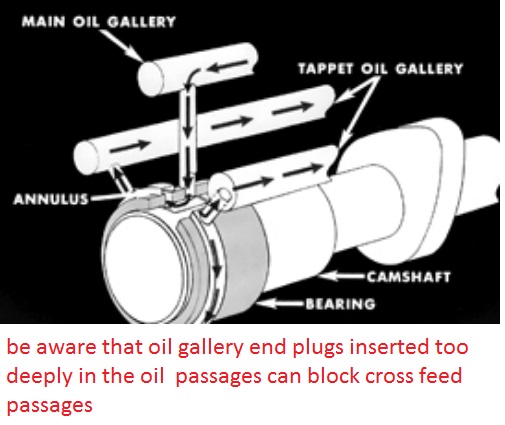
On engine blocks that do not feature an oiling groove on the bearing bores, it is vital that each cam bearing is installed in the correct clock-position, so that the bearing's oil hole accurately aligns with the cam bore oiling hole. If the cam bore features a groove, the bearing should be installed with its oiling hole placed at the 2:00 position (when viewed from the front of the block that features clockwise rotation).
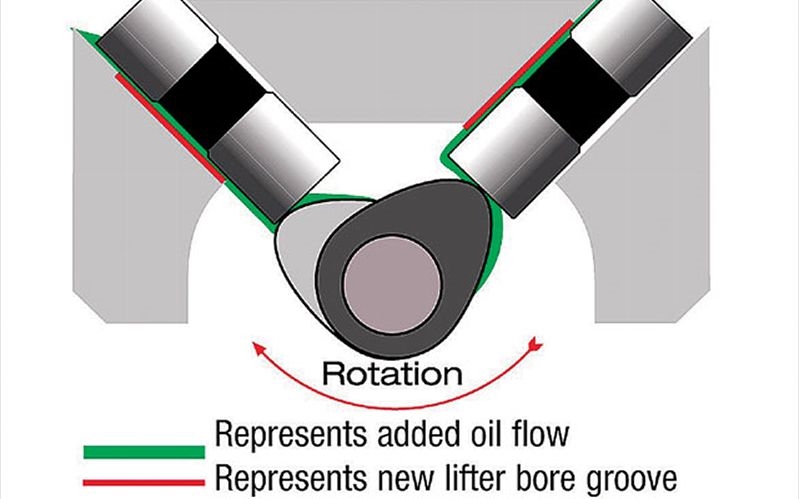
By placing the bearing's oil hole at roughly the 2:00 position (anywhere between 2:00 and 3:00 is fine), oil is fed into the clearance between the cam journal and cam bearing as the cam rotates clockwise, creating an oil wedge that travels down and supports the cam much better during cam rotation. This forces a superior oil wedge under the cam, to provide oil support at the bottom (6:00) position.
As a case in point, earlier small-block Chevy blocks might feature only an oil-feed hole that aligns with the main cap oil passage, in which case the cam bearing's oil hole must align with the saddle's oil hole. By comparison, the '92-97 Chevy LT1/LT4 features a full-circle oil groove, which might lead you to think that exact clock position of the cam bearing oil hole is not important (since oil will feed into the space between the bearing and cam journal and will travel along this groove, eventually feeding into the bearing's hole anyway). However, even if a full-circumferential groove is present, as we mentioned earlier, it is necessary to position the cam bearing's oil hole at a specific position (at approximately the 2:00 position as viewed from the block front) in order to allow cam rotation to create a slight oil "wedge" during operation. This more efficiently creates an oil film between the cam journal and its corresponding bearing. Also, if the oil holes in a full-groove-type setup are aligned exactly (oil hole in the bore saddle and oil hole in the cam bearing), oil pressure can potentially feed-back, momentarily preventing oil from traveling around the journal, which can minimize the necessary oil wedge.
When fitting aluminum cam bearings, it's important to allow sufficient bearing-to-camshaft clearance, since the harder aluminum alloy bearings won't wear in as rapidly as babbitt bearings to make their own clearance. Minimum clearance should be 0.002 inch for stock engines and 0.003-0.004 inch for high-performance engines.
Our Clevite bearing expert stresses that you should not apply oil to the block's camshaft bores or to the outer diameter of the cam bearings. The cam bearings must feature a dry installation at the block's cam bores. Schaerer also says to make sure you have the proper tools for installing the cam bearings. For example, he recommends using a dedicated cam bearing driver tool, which is available from any engine specialty tool supplier.
At this point, Schaerer says to apply a coating of lubricant to each of the cam bearing's exposed face (the inner diameter of the bearings where the cam will ride). You can use either clean engine oil or, preferably, dedicated engine assembly lube. "A quality assembly lube will cling to the bearing faces better than oil," explains Schaerer. "Granted, you'll be lubing the camshaft's journals prior to inserting the cam anyway, but it never hurts to protect the bearings while you have access to them. Think of it as a bit of added insurance, just in case you should forget to apply lube to one or more of the journals."
Ensuring Optimal Bearing FitWhen replacing cam bearings, it's a good idea to check camshaft-to-bearing fit, even if you purchased your car new, and this is the very first time you are replacing its cam bearings. Clevite's cam bearing expert explains why: "Many rebuilders and do-it-yourselfers are unaware that original equipment engine manufacturers (OEMs) may sometimes install unfinished-size cam bearings into the block, and then machine the cam bearing inside diameters in order to establish correct size, shape and alignment," says Schaerer. "In the industry, this is referred to as 'finished in place,' or FIP, cam bearing installation.
"During the rebuilding process, FIP bearings are removed and replaced with precision cam bearings that have already been manufactured to size," explains Schaerer. "While replacement cam bearings are manufactured to precise tolerances, it is still advisable to check camshaft-to-bearing fit so as to identify potential camshaft journal diameter variances among the replacement camshafts."
If cam fit is too tight, bearing material can be removed by reaming. Schaerer says that honing bearings to size is not recommended, because honing stone grit can easily be trapped in the bearing surface, and its presence there can lead to premature camshaft journal wear.
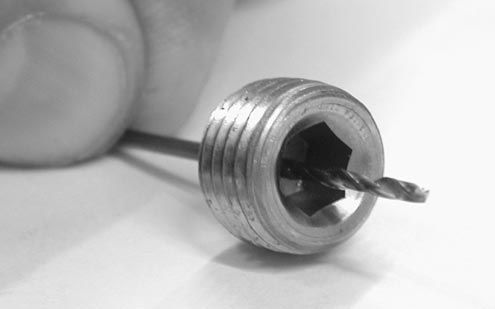
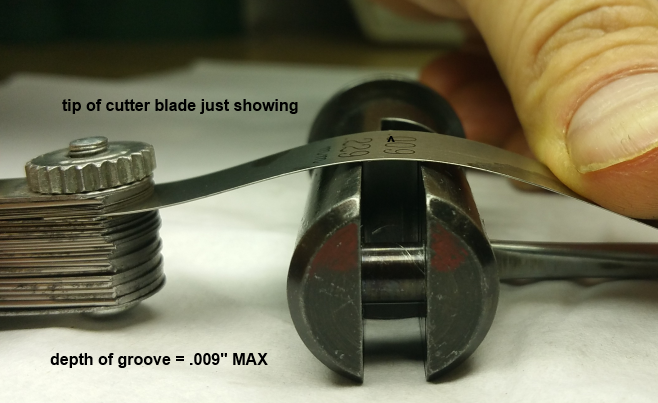
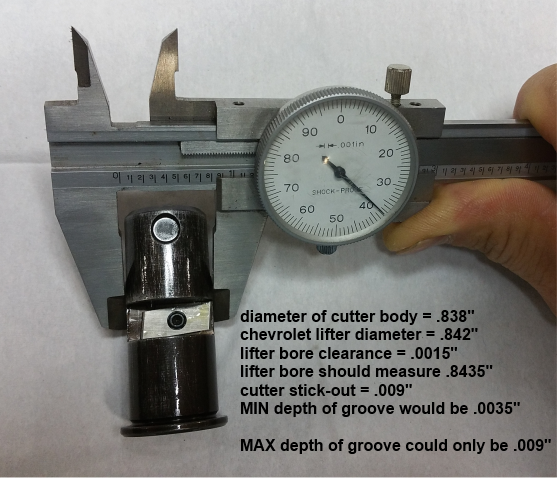
Another method of "shaving" cam bearings to accept the camshaft journals involves the use of a modified spare/old camshaft of the same application, provided that the old cam's journals are within original diameter specification. In this instance, you begin by cutting a diagonal groove across each camshaft journal, about 1/8-inch deep, then relieve the journal surface on one side of each groove, thereby creating a single cutting edge on one side of each groove.
This modified camshaft is then inserted and used as a reamer. Afterwards, you'll need to attach a used cam sprocket to the cam and carefully turn the cam by hand, in the direction of normal engine rotation, in order to cut clearance in the new bearings.
Clevite's bearing expert says there are also other variables to consider when replacing cam bearings. Casting shifts, for example, can occur in a cast-iron or cast- aluminum block as the block "seasons" during its initial use. The block can become distorted due to temperature extremes (overheating) and improper cylinder head installation where excessive or unequal cylinder head fastener tightening had occurred.
Just as a block's main bores can become out of round or misaligned (creating the need for align-boring or align-honing), the cam bores can be subjected to similar geometry changes. This is why camshaft fitment problems sometimes occur when dealing with a used block. However, with a little patience and a close attention to detail during the cam assembly, you can readily overcome such problems.
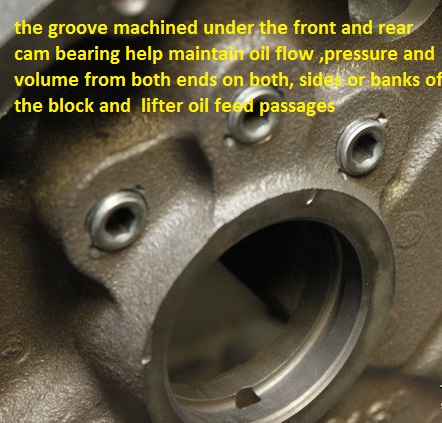
Correcting Cam Bore AlignmentIf the cam bores need to be aligned, it is possible to enlarge them to establish bore roundness and front-to-rear bore alignment. However, remember, when you enlarge the cam bores, you will also need to address the difference created by the larger bores. This is accomplished by installing oversize-o.d. cam bearings or by sleeving the larger bores to accept standard o.d. bearings.
Due to the popularity of the small-block Chevrolet engine in performance applications, Clevite offers special oversize-o.d. cam bearings that permit align-boring the block's cam bores to one size (matching the No. 1 cam bore, which is the largest cam bore in the block). These oversize-o.d. cam bearings are available in both +0.010- and +0.020-inch sizes.
Clevite's SH-1352S cam bearing kit includes five bearings that are all the same size. Blocks must be bored to 2.029-2.031 inches (0.010 inch larger than the original No. 1 cam bearing bore). The Clevite PN SH-1401S cam bearing kit includes a +0.020 inch oversize, requiring cam bores to be bored to 2.039-2.041 inches.
In addition, Clevite offers a third cam bearing option for small-block Chevrolet engines, PN SH-1528S. These are special tri-metal bearings that feature a +0.010-inch oversize o.d. for cam bores that have been enlarged to 2.029-2.031 inches. These premium tri-metal bearings, though priced higher than aluminum alloy bearings, offer a thin electroplated babbitt overlay for improved bearing surface properties in combination with the high strength of aluminum alloy.
Installing The CamshaftOnce all of the cam bearings have been installed, you're ready to tackle the job of placing the camshaft into position. If the camshaft is new, it is usually safe to assume that the shaft is straight. However, if you plan to install a used camshaft, be sure to check it for runout. Begin by resting the camshaft on its front and rear journals, on clean V-blocks. Next, place a dial indicator at the center cam journal. Preload the gauge at about 0.050 inch, then zero the gauge. Slowly rotate the camshaft a full 360 degrees, noting the runout on the indicator. "Generally speaking, if the cam shows more than 0.001 inch of runout, it should not be used, because the slightest bit of runout beyond this point will likely create a fitment problem," says Schaerer.
Remember to clean the camshaft thoroughly before installation. Cleanliness is critical, so take your time, making absolutely certain that the camshaft is clean and free of any foreign particles.
The next step is to coat the cam, using the type of camshaft assembly lube specified by the camshaft maker (this is often included in a camshaft kit). "Coat the whole stick," says Schaerer in reminding us to apply the lubricant to the entire camshaft, including the cam gear, journals, and lobes.
Now you're ready to install the camshaft. Keep in mind that it is very fragile. The camshaft must be inserted slowly, taking care to avoid dragging the lobes across the bearing faces. Any scratches or nicks can result in unwanted escape paths for oil, which will lead to insufficient oil pressure at the cam bearing locations. It's advisable to use a special camshaft installation tool to ease this task. The tool attaches to the cam nose and provides a convenient handle to help in guiding the cam into the bores while maintaining better control of the cam angle.
You'll need to carefully insert the camshaft into the cam bores until fully seated, but don't push too far as you might dislodge the rear soft plug at the rear cam bore opening. Since the crank is not in the way at this stage of the installation, you'll have convenient access to the rear of the cam, which you can use to help guide the stick through the bore holes.
Once the cam is fully inserted (be sure all journals are centered on their respective bearings), rotate the camshaft by hand to check for fit. The camshaft should turn easily. A slight bit of resistance is acceptable. If you find the camshaft is difficult to turn, however, you may have one or more bearings that are too tight on the i.d. (inner diameter). In that case, carefully remove the camshaft and check each bearing for any sign of a burr at the front or rear edge.
If a burr is found, you can trim the edge burr with a deburring tool. However, Schaerer adds a word of caution, saying, "If you do this, don't get too carried away. A very slight trim is all that's needed." Afterwards, clean the area, re-insert the cam, and once again check the fit.
In any performance engine, it's always a good idea to "degree" the camshaft in order to verify the timing of valve opening and closing. For performance purposes, it may be necessary to retard or advance the camshaft timing in order to increase low-end or high-end engine performance. While we don't have room in this article to address camshaft degreeing, the steps involved in this procedure can be obtained from the camshaft maker's instruction sheets or on the cam maker's Web site.
LiftersYou should always install new lifters along with your new camshaft. This is especially important when dealing with a "flat-tappet" solid or hydraulic camshaft, since lifters rotate during operation and establish distinct wear patterns at each camshaft-lobe-contact area. If you're working with roller lifters, however, you may re-use them as long as they are in good condition and are appropriate for the specific replacement camshaft. In any case, make certain that the components you are using are compatible. Always use flat-tappet solid lifters with a flat-tappet solid lifter cam, flat-tappet hydraulic lifters with a flat-tappet hydraulic cam, and roller lifters with a roller camshaft.
Though it's not recommend, if you choose to install used flat-tappet lifters, do so only if the original flat-tappet camshaft is also being installed. In this scenario, it is vital that each lifter location matches the original installation. If you're planning to reuse the original cam and lifters, inspect them carefully to make sure they are in good condition. Remember, too, that the lifters must be mated only to the specific cam lobe to which they were mated originally.
"Flat"-tappet lobes and lifters are only "flat" to the eye. In reality, each lobe features a slight taper, approximately 0.001 inch to 0.007 inch. Each lifter also has a slight crown. This combination of a tapered lobe and domed lifter face is a design feature that causes the lifter to rotate in its bore during engine operation, enabling it to avoid concentrated scuff wear.
Regardless of the type of lifters being installed, you are advised to coat each lifter liberally with the proper type of assembly lubricant before insertion. If roller lifters are being installed, each lifter must be guided (via a lifter guide bar) in order to place the roller tip in alignment with the cam lobe, and to prevent the lifter from rotating in its bore. If a roller lifter rotates in its bore, severe lifter and camshaft damage will occur. Always check each lifter in its bore for smooth up-down movement, and also confirm that each flat-tappet lifter will rotate smoothly in its bore.
Now you're ready for the finishing touches. With lifters in place, install the pushrods and adjust the valve lash according to the engine manual or the cam maker's instructions. Avoid "over-rolling" the engine, to minimize loss of cam lubricant from lobes and lifter faces.
Camshaft "Break-in"If the camshaft and lifters feature a flat-tappet (solid or hydraulic) design, camshaft break-in is absolutely critical to camshaft longevity. It's also important to make every effort to ensure that the engine will start during the first attempt.
Once the engine has fired, keep it running and immediately bring engine speed to within 1,500-2,200 rpm, especially if a flat-tappet cam and lifter system is employed. Maintain engine speed within that range, varying up/down, for about 20 minutes. This will help to properly "seat" rings, bearings, and the camshaft/lifters. If an engine with a flat-tappet camshaft and lifters is operated below about 1,500 rpm during the initial run, there may not be sufficient oil lubrication to the cam lobe/lifter contact areas to allow the lifters to rotate.
Increased oil pressure resulting from elevated engine speed helps the lifters to rotate, rather than scuffing against the lobes in a locked (non-rotating) position. If the lifters are not lubricated properly and don't rotate during this first run, they can initiate a wear path at the lobe, which will quickly damage the cam lobe(s). "Don't kid yourself about this," says Schaerer. "If the engine is insufficiently lubricated at the lifter-to-lobe contact area, you can cause permanent damage to the lobes and lifter within a few seconds of startup, and you can destroy a flat-tappet camshaft and its lifters in less than a minute."
If the cam and lifters are of the roller design, where each lifter features a roller bearing at its camshaft lobe contact, camshaft break-in is much less demanding (some will argue that roller cam break-in is simply a non-issue). That's because instead of the lifters scuffing across the cam lobes while trying to establish a mating pattern, roller lifters "roll" across the lobes, virtually eliminating any lobe/lifter frictional mating concerns. Nonetheless, it's still wise to elevate the initial run for a few minutes, even when dealing with a roller cam setup, if only to ensure that the oil pressure is sufficient to aid in the lifter roller-tip operation.
Clevite's Schaerer offers this final bit of advice, "The golden rule that applies to starting up a fresh motor is simple: Slow down and take your time in carefully performing a complete pre-flight check. Remember, any extended period of cranking can cause oil to be wiped from critical load bearing surfaces, such as cam lobes and lifters. The goal is to achieve smooth engine startup on the first try."