Rick, I've got a blaster and different spray guns but the coating is above what my need is to be honest. I think for this application a good basic detailed (and measured!) assembly will do the trick. I appreciate the suggestion and info - there may be additional applications to consider for this material.
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
My Cam Research for the Experts Eye
- Thread starter TXChevy
- Start date
Just thought I would throw it out there. You are a bit too far along now, I would want to have it in my plans and prepare for it.
I polished the fenders, nose guard and the lower trim on my trailer and then sprayed it with Cerakote C-5100. Time will be the judge if this was a success.

 www.cerakote.com
www.cerakote.com
I polished the fenders, nose guard and the lower trim on my trailer and then sprayed it with Cerakote C-5100. Time will be the judge if this was a success.
Cerakote - CERAKOTE CLEAR - ALUMINUM
Shop Cerakote CERAKOTE CLEAR - ALUMINUM MC-5100. Find the coating that fits your application. Choose from a wide variety of coatings with specific attributes and specialties.
That's very interesting on the application. I've painted cars and trailers before but never using this product. I'll look into it further.
Edit, I thought about this some more related to application on oil pan, timing cover and valve covers. Oil pan is Milodon gold anodized but from the years it's needing refinishing. Timing cover is GM performance steel that I want to color match and valve covers are M/T aluminum. I was considering powdercoaring but I'll look at cost/application of cerakote to compare. The benefit of the powdercoating was that it was one less thing I had to do - I'd take the parts in.
Edit, I thought about this some more related to application on oil pan, timing cover and valve covers. Oil pan is Milodon gold anodized but from the years it's needing refinishing. Timing cover is GM performance steel that I want to color match and valve covers are M/T aluminum. I was considering powdercoaring but I'll look at cost/application of cerakote to compare. The benefit of the powdercoating was that it was one less thing I had to do - I'd take the parts in.
Last edited:
I used a Preval to spray the clear Cerakote. The MC-5100 does not require any thinner, just pour and shoot. Cleanup was easy just run some Acetone thru the sprayer. But don't wait long, acetone will not touch it after it begins to dry.

For more info and pics use the link below.
.
For more info and pics use the link below.
.
Last edited:
Had a great trip out to west Texas, looks like it's now time to get busy. I've got some suspension upgrades I want to do on our van/RV, and especially getting that BBC put together.
My order at Straub is now complete and is being shipped, as soon as that stuff comes in I'll take the heads in for a rework. In the meantime next up is to gap the rings with my new fancy grinder.

My order at Straub is now complete and is being shipped, as soon as that stuff comes in I'll take the heads in for a rework. In the meantime next up is to gap the rings with my new fancy grinder.
Last edited:



I took some general check measurements on the cam, just to verify lobe dimensions and journals. All looked good. I knew Straub and Clay Smith have a business relationship (may be in the same facility). This was stamped on the cam - I remember that in my cam research the CS version of this cam was very close.

My experience with Straub has been very good. They responded quickly to questions and also held up shipping my order while we were gone. It arrived the day after we got back - perfect.
I believe Straub used Crane roller rockers but they've recently gone with Harland Sharp, which are what I received. No issue just a comment.
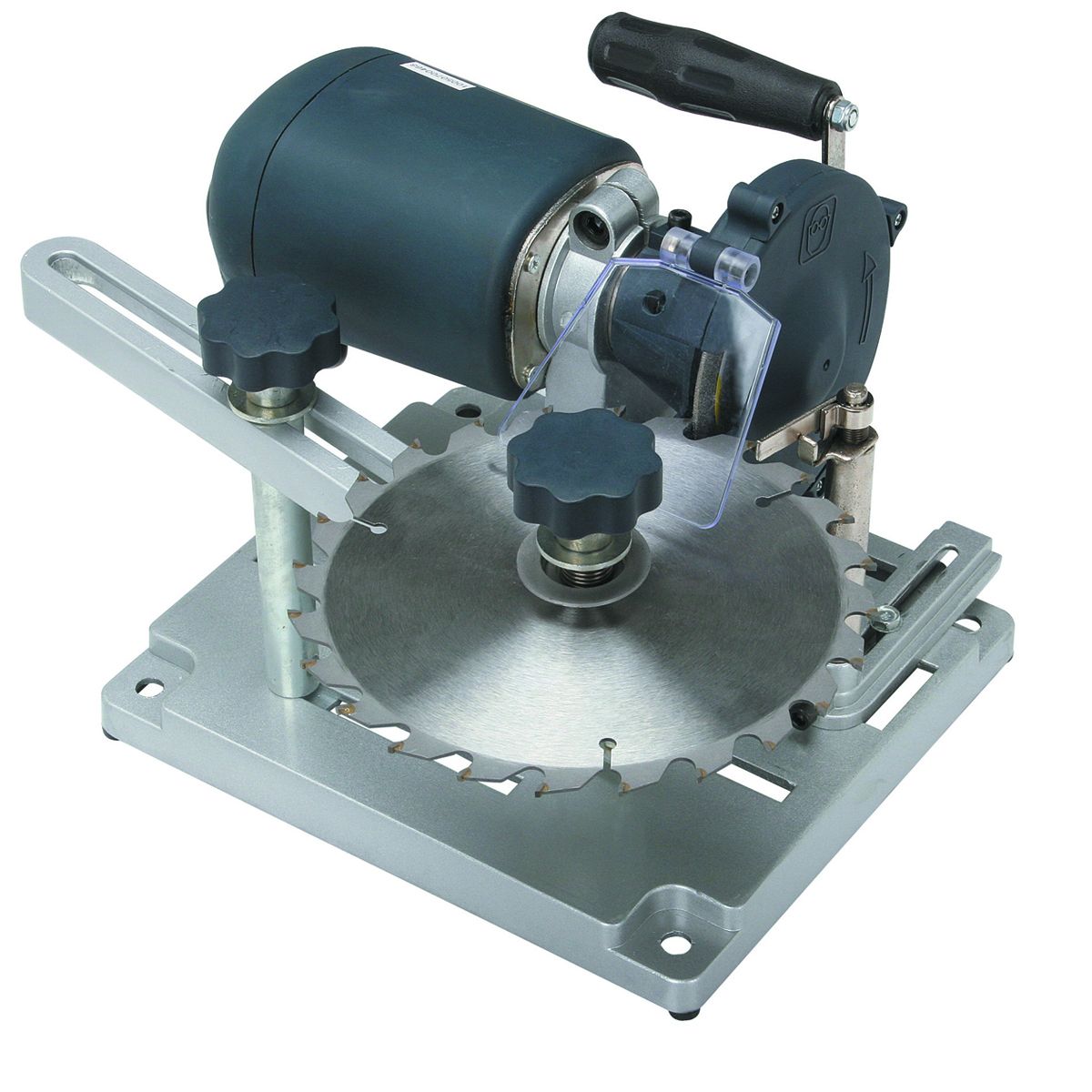
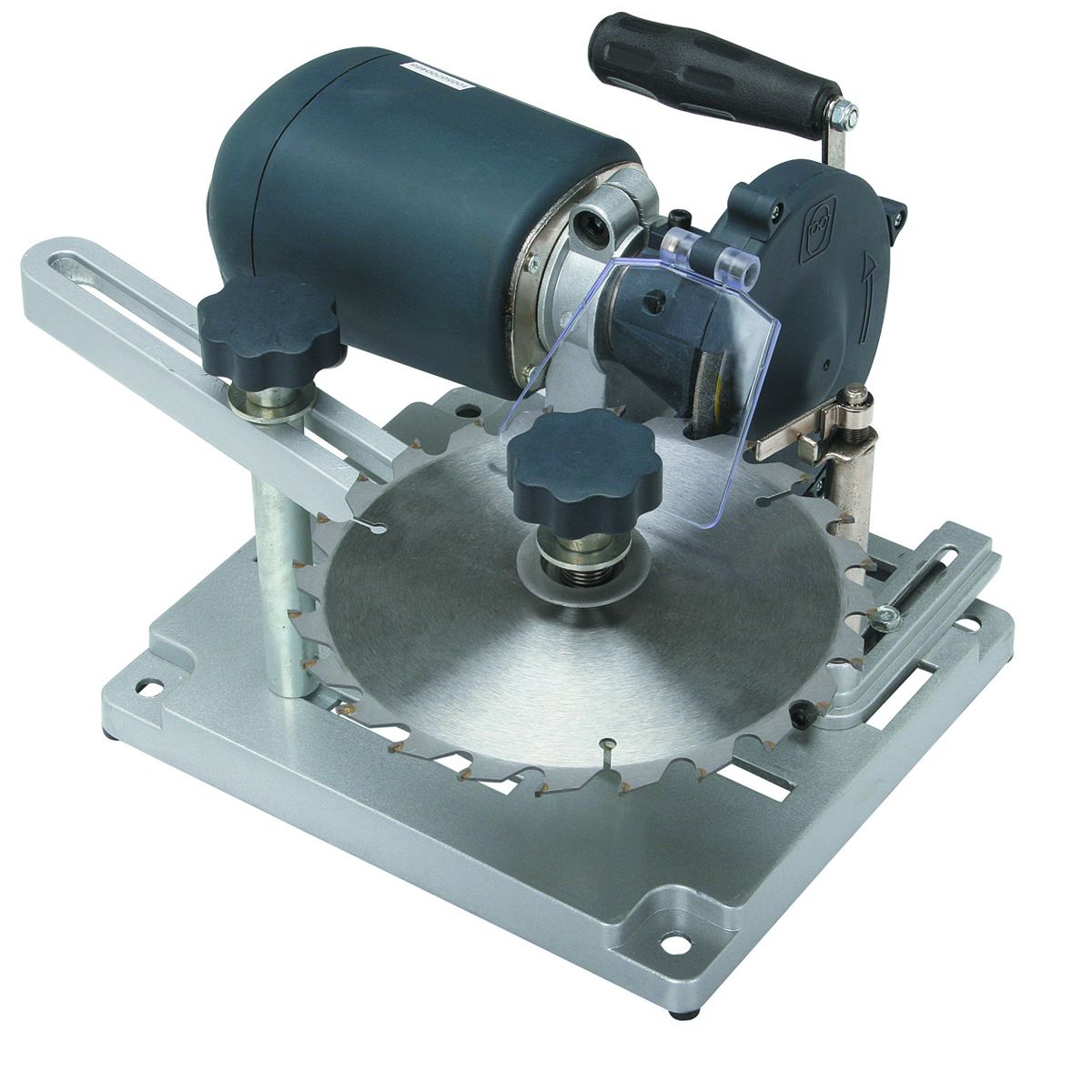
I gapped the rings today - I honestly have to say that the HF sharpener-turned-ring-grinder is fantastic. Can't see any reason to get a manual version or spend hundreds for a name brand.
I took about an hour to set it up and to practice on 6 or 7 old rings. You just need to have a very light touch with that spinning diamond wheel. Grinds are very clean, I did use some 600 grit to lightly clean the edges but hardly any burring. The biggest thing was ensuring the grinding faces were parallel - every ring ended up with perfectly squared ends.

Shooting for .019 on the top ring, most were .019 to .020. One was .021.
Second ring going for .021, most were .021 to .022. A couple got to .023.
All in all, I'm good with the results , based on the ring gap info Grumpy has posted.
I'll get to the shortblock now, I'll install the cam first though as it's easier to get a hand in to support it without the crank in place. In the meantime I'll take the heads in.
At the very beginning I looked in depth at info you guys provided especially about having a plan and ensuring tolerances were in order. At this point I'm satisfied with the tolerances and clearances - I keep a data binder as a record of what I've done , including measurements, receipts etc.
My experience with Straub has been very good. They responded quickly to questions and also held up shipping my order while we were gone. It arrived the day after we got back - perfect.
I believe Straub used Crane roller rockers but they've recently gone with Harland Sharp, which are what I received. No issue just a comment.
I gapped the rings today - I honestly have to say that the HF sharpener-turned-ring-grinder is fantastic. Can't see any reason to get a manual version or spend hundreds for a name brand.
I took about an hour to set it up and to practice on 6 or 7 old rings. You just need to have a very light touch with that spinning diamond wheel. Grinds are very clean, I did use some 600 grit to lightly clean the edges but hardly any burring. The biggest thing was ensuring the grinding faces were parallel - every ring ended up with perfectly squared ends.
Shooting for .019 on the top ring, most were .019 to .020. One was .021.
Second ring going for .021, most were .021 to .022. A couple got to .023.
All in all, I'm good with the results , based on the ring gap info Grumpy has posted.
I'll get to the shortblock now, I'll install the cam first though as it's easier to get a hand in to support it without the crank in place. In the meantime I'll take the heads in.
At the very beginning I looked in depth at info you guys provided especially about having a plan and ensuring tolerances were in order. At this point I'm satisfied with the tolerances and clearances - I keep a data binder as a record of what I've done , including measurements, receipts etc.
Last edited:
yes a VERY NICE TIP!
THANK YOU FOR POSTING THAT
 www.harborfreight.com
www.harborfreight.com

if you could go into just a bit more detail on the conversion , you did to making it a ring cutter it might help others
THANK YOU FOR POSTING THAT
9 Amp Circular Saw Blade Sharpener
Amazing deals on this 120Volt Circular Saw Blade Sharpener at Harbor Freight. Quality tools & low prices.
And I can easily put the tool back for regular use on saw blades
This version works great. I added a fourth ring post and slots for all the posts. This lets me position the ring accurately against the grinding face. The platform is 1/4 thick HDPE and is very stiff with a "slippery" surface. Result is the ring can slide easily while still being held securely.
The line is indicative of the wheel face which is parallel to the end of the ring. It's not aligned with anything else like the ring centerline because the ring is not circular when it's in the machine. It becomes circular when it goes into the cylinder.
With this gizmo improvement the results are repeatable, and when the ring is compressed into the cylinder the gap is even.

if you could go into just a bit more detail on the conversion , you did to making it a ring cutter it might help others
Just gives you a warm fuzzy feeling when you get that kind of service. Give you confidence in your project!My experience with Straub has been very good.
What took this much time ?I took about an hour to set it up
If you have a chance to install it with the block vertical, I believe that's even better.I'll install the cam first though as it's easier to get a hand in to support it without the crank in place.
Can't help but be impressed with your attention to details ..... keep it up !
Thanks Rick, not even close your engine build level of detail but it's been a great example to follow.
Grumpy, I think I described what I did in that post you linked. Very easy to do the plastic platform and the 4 ring posts - the main thing is that the posts must be set correctly for a parallel grind at the right side of the grinding wheel. Like Rick had outlined in his engine build, but will depend on the ring size. I found that putting the posts through slots, combined with where the plastic platform was located, allowed for fine tuning to get the ring face exactly parallel. The ring posts are just #8 machine bolts with a bit of brake tubing around them.
Rick, my initial time on this was to go back and forth a bit with the ring posts and platform locations, then test with an old ring. I'd then look at the ring closed up to verify the ends fit parallel, as well as measure how much I ground off. Repeated this a number of times to get positioning and feel right. A bit tedious but once it was set I got all the rings done in about an hour taking my time. The ring positioning tool (depth in the bore) I made worked perfectly.
Grumpy, I think I described what I did in that post you linked. Very easy to do the plastic platform and the 4 ring posts - the main thing is that the posts must be set correctly for a parallel grind at the right side of the grinding wheel. Like Rick had outlined in his engine build, but will depend on the ring size. I found that putting the posts through slots, combined with where the plastic platform was located, allowed for fine tuning to get the ring face exactly parallel. The ring posts are just #8 machine bolts with a bit of brake tubing around them.
Rick, my initial time on this was to go back and forth a bit with the ring posts and platform locations, then test with an old ring. I'd then look at the ring closed up to verify the ends fit parallel, as well as measure how much I ground off. Repeated this a number of times to get positioning and feel right. A bit tedious but once it was set I got all the rings done in about an hour taking my time. The ring positioning tool (depth in the bore) I made worked perfectly.
I installed the cam, I really like using the Gen 6 stepnose cam and retainer plate. No cam button.



Crankshaft installed. Luckily I caught a dumb mistake even with a checklist I had made I had installed the rear seal backwards on the main cap. The block half was correct, so I removed the main cap and corrected the issue. Studs torqued to 110 ft lbs per ARP, with their lube.

Crank bearing clearances were .0017-.0018, I believe this was ok but on the tight side. Rotational force needed to turn the crank is 30-32 in/lbs. Takes a bit more to start it, I think that the assembly lube sort of "sticks" to the crank initially. I can turn the crank with my hand on the snout and I'm not particularly strong so I think all is good. Turns smoothly tthrough 360 degrees.
Thrust measured .008 using feeler gauge method. I did shift the crank back and forth a few times , then held it forward while I snugged down the rear main cap, then torqued to spec. I think this is at upper end of tolerance?
Crankshaft installed. Luckily I caught a dumb mistake even with a checklist I had made I had installed the rear seal backwards on the main cap. The block half was correct, so I removed the main cap and corrected the issue. Studs torqued to 110 ft lbs per ARP, with their lube.
Crank bearing clearances were .0017-.0018, I believe this was ok but on the tight side. Rotational force needed to turn the crank is 30-32 in/lbs. Takes a bit more to start it, I think that the assembly lube sort of "sticks" to the crank initially. I can turn the crank with my hand on the snout and I'm not particularly strong so I think all is good. Turns smoothly tthrough 360 degrees.
Thrust measured .008 using feeler gauge method. I did shift the crank back and forth a few times , then held it forward while I snugged down the rear main cap, then torqued to spec. I think this is at upper end of tolerance?
Last edited:
so far it sound good!
btw that innitial resistence ,too rotation, to get the crank assembly rotating in the bearings and rings dragging accross the cylinder bore surfaces,
as the parts come up on the combined, wedge/lubricant bearing surfaces ,
when it breaks loose and spins easier, is closely related to and changes with the type of assembly lube you selected to use.
the components sellected and clearances and contact surface smoothness and consistency,
every assembly will have minor differences, as will every different lubricant, even temperature will change the results.
that's why you'll need a torque beam deflection torque wrench to check that

https://www.amazon.com/Presa-Drive-...ocphy=9012039&hvtargid=pla-669567243785&psc=1
btw that innitial resistence ,too rotation, to get the crank assembly rotating in the bearings and rings dragging accross the cylinder bore surfaces,
as the parts come up on the combined, wedge/lubricant bearing surfaces ,
when it breaks loose and spins easier, is closely related to and changes with the type of assembly lube you selected to use.
the components sellected and clearances and contact surface smoothness and consistency,
every assembly will have minor differences, as will every different lubricant, even temperature will change the results.
resistance to rotation, of crank durring short blk assembly
Ok youve just installed your crankshaft in the engine block, with new main bearings and everything's well coated with assembly lube,and oil, and youve torqued down the main caps to spec. in at least three stages, and then gone back and rechecked the studs or bolts per the manufacturers...
garage.grumpysperformance.com
that's why you'll need a torque beam deflection torque wrench to check that
https://www.amazon.com/Presa-Drive-...ocphy=9012039&hvtargid=pla-669567243785&psc=1
what rotating resistance to look for
Tearing down my 454 and measured the rotating assembly drag to be ~28 ft-lbs. Found one source that said it should be 35-40 ft-lbs, but no mention how to interpret a number that is outside that spec. Just means my motor needs a rebuild which I'm planning on anyway? Thanks! :cheers: on a...
garage.grumpysperformance.com
Last edited:
Thanks Grumpy, I'm using the Permatex red assembly lube mixed with a bit of Marvel Mystery Oil. I made the mix on a thicker stickier side since it was going to be a while before first start. I figured it would stay in place. You're right, the initial turning is affected by that stickiness, but not an issue. All in all, considering its a tighter bearing clearance with the tacky assembly lube, it feels fine turning the crank.
I used the assembly lube provided by Straub cams on the cam lobes.
As mentioned I measured the minimal rotation of crank only with an in/lb scale as it wouldn't really register on my ft/lb beam scale. But as the drag increases I'll switch to the ft/lb beam scale. I'll do comparisons as Rick did on a cylinder by cylinder basis to final value with all pistons installed, then later with cam connected.
I used the assembly lube provided by Straub cams on the cam lobes.
As mentioned I measured the minimal rotation of crank only with an in/lb scale as it wouldn't really register on my ft/lb beam scale. But as the drag increases I'll switch to the ft/lb beam scale. I'll do comparisons as Rick did on a cylinder by cylinder basis to final value with all pistons installed, then later with cam connected.
Good catch on the seal, what tipped you off to the mistake ?
I never got over 225 in/lbs (18.75 ft/lbs), don't think you will need the bigger torque wrench.But as the drag increases I'll switch to the ft/lb beam scale.
Really mad at myself for such a dumb mistake  But glad I found it NOW lol.
But glad I found it NOW lol.
I was double-checking for correct cap order/alignment, also rotating the crank. It seemed that I heard a little noise from the rear main area, so i put a strong light at the back of the seal area, you can sort of get a glimpse in there. I saw the end of the block half of the seal and I knew that wasn't right. So I pulled the rear main and found the cap end of the seal was backwards. The seal itself was ok, so I cleaned the ends again, added a spot of rtv on the ends and the rail where the seal sits, and also a wipe of permatex #2 at the back of the rear main cap where it meets the block. Seal was still offset a bit as instructed. Another inspection after main cap torqued showed a tiny amount of the rtv and the permatex had squeezed out as you would expect. The seal lip riding surface of the crank has assembly lube on it to ensure there's no tearing of the lip later.
I printed out your rotation torque chart - I will add my comparable readings to it for my records on the engine and will post it here too.
But glad I found it NOW lol.I was double-checking for correct cap order/alignment, also rotating the crank. It seemed that I heard a little noise from the rear main area, so i put a strong light at the back of the seal area, you can sort of get a glimpse in there. I saw the end of the block half of the seal and I knew that wasn't right. So I pulled the rear main and found the cap end of the seal was backwards. The seal itself was ok, so I cleaned the ends again, added a spot of rtv on the ends and the rail where the seal sits, and also a wipe of permatex #2 at the back of the rear main cap where it meets the block. Seal was still offset a bit as instructed. Another inspection after main cap torqued showed a tiny amount of the rtv and the permatex had squeezed out as you would expect. The seal lip riding surface of the crank has assembly lube on it to ensure there's no tearing of the lip later.
I printed out your rotation torque chart - I will add my comparable readings to it for my records on the engine and will post it here too.
we all learn some lessons by making mistakes, glad you caught that
On my 3rd rear main seal (BBC)
Hello guys, first time poster here. I have a rear main seal leak that just wont go away on my 396. I tried all the tricks I think except one. That is to offset the parting lines in the seal. I sealed the splits of the seal, rtv on main cap to block, oil on the seal before start-up etc. The...
garage.grumpysperformance.com
installing a rear main seal in a gen I chevy v8
these links and this article below gives you some good info http://garage.grumpysperformance.com/index.php?threads/on-my-3rd-rear-main-seal-bbc.11084/ chevy swapped to one piece rear seals around the 1988 year range in the sbc engines...
garage.grumpysperformance.com
CHEVY BIG BLOCK VI
Top 10 Reasons to Build Gen VI Big Blocks (NOTE NOT MARK V) http://garage.grumpysperformance.com/index.php?threads/block-prep.125/ http://garage.grumpysperformance.com/index.php?threads/installing-splayed-caps.7267/#post-68837...
garage.grumpysperformance.com
bearings and oil flow
Bearings and oil flow, some of the most important processes in engine assembly are related to getting the bearing clearances and oil flow and pressure rates set up to provide the correct oil flow rates and pressure for cooling and preventing direct surface to surface contact on the rotating...
garage.grumpysperformance.com
bearing clearances
Understanding Today’s Bearing Clearance Recipe ■Tech Center by Engine Builder Staff - Feb 6, 2015 0 3928 Print Email What’s needed to keep the rotating assembly rotating? It’s a recipe that includes three key ingredients: the bearing, the crankshaft and the oil. But understanding the...
garage.grumpysperformance.com
thrust bearing face wear
Been a while since I don't post... meaning I did not break stuff... Disassembled my engine this winter to change some parts I bought and found half of the thrust bearing surface was almost gone (on the flywheel side of the motor). Luckily the bearing did not spin (I would've known from the...
garage.grumpysperformance.com
a couple linked bbc engine articles you might want too look over
theres a great deal of useful related info in the links, so don,t ignore them, think logically take notes and ask questions ,you can bet the farm they are not telling you all the details, but you can still learn a great deal. (especially if you take notes,and ask questions )...
garage.grumpysperformance.com
Geezzzzzz, that was a close one !!!I was double-checking for correct cap order/alignment, also rotating the crank. It seemed that I heard a little noise from the rear main area, so i put a strong light at the back of the seal area, you can sort of get a glimpse in there. I saw the end of the block half of the seal and I knew that wasn't right.
I need to verify piston ring gap orientations - I'm aware of the diagram that Grumpy had posted on orientation of the valve reliefs for each bank and to ensure that the rod end chamfers were towards the crank journal ends. I've also got a picture I took of the shortblock before disassembly and all piston numbers have been kept for re-insertion into the bores they were in.
I've checked the shop installation of the new SCAT rods and their orientation to the crank journals are all correct, so it's primarily ensuring no operator error for piston/rod install.
I believe this is correct for the gap orientations?

I've checked the shop installation of the new SCAT rods and their orientation to the crank journals are all correct, so it's primarily ensuring no operator error for piston/rod install.
I believe this is correct for the gap orientations?