You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
porting can help
- Thread starter grumpyvette
- Start date
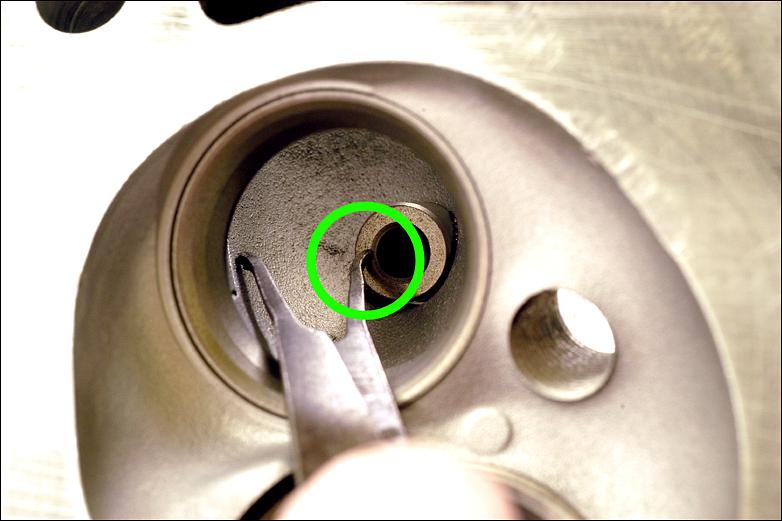
not sure if this is your first time porting, but make sure to be careful around the VALVE SEATS! also, sometimes the bit wants to "climb" the metal and hit a gasket surface.. so be careful around the outside of intake and exhaust ports, and make sure the chuck of your grinder doesn't hit anything either. that last one sounds kind of odd, but i thought i would mention that since i've hit the head with the chuck myself.
its amazing the silly stuff that routinely happens, with power tools if your not concentrating ALL the time!
only experience and familiarity with the tools helps,
theres a great deal of info in the links earlier in this thread
only experience and familiarity with the tools helps,
theres a great deal of info in the links earlier in this thread
hey... i just found these burs..
http://www.amazon.com/Champion-SE3L6-Ti ... B000OBK0PK
http://www.amazon.com/Champion-SC3L6-Ti ... B000OBDL0Q
http://www.amazon.com/Long-Carbide-Bur- ... B000IKHLRW
they look like they are pretty good. do you have any experience with those types of burs grumpy?
http://www.amazon.com/Champion-SE3L6-Ti ... B000OBK0PK
http://www.amazon.com/Champion-SC3L6-Ti ... B000OBDL0Q
http://www.amazon.com/Long-Carbide-Bur- ... B000IKHLRW
they look like they are pretty good. do you have any experience with those types of burs grumpy?
B
bob
Guest
before grumpy gets here , let me say Ive seen those in his shop so I know he uses them on occasion 
those gold color burrs work ok, Ive found they cut a bit longer before dulling than the standard steel burrs,
just keep in mind ALL BURRS need to be kept cool,ALL THE TIME!
and some frequent use of cutting oil or at least WD 40 or water helps maintain the cutting edge longer and cut only until the first time they get over heated.
not bearing down and working with a light touch will tend to result in better results than trying to rush, I can,t over emphasize, that your generally not trying to remove much metal, what your trying to do is reduce restrictions top flow and abrupt changes in the port surface direction such as under the valve in the bowl area on some heads. and that the flapper wheels with the sand paper get used frequently
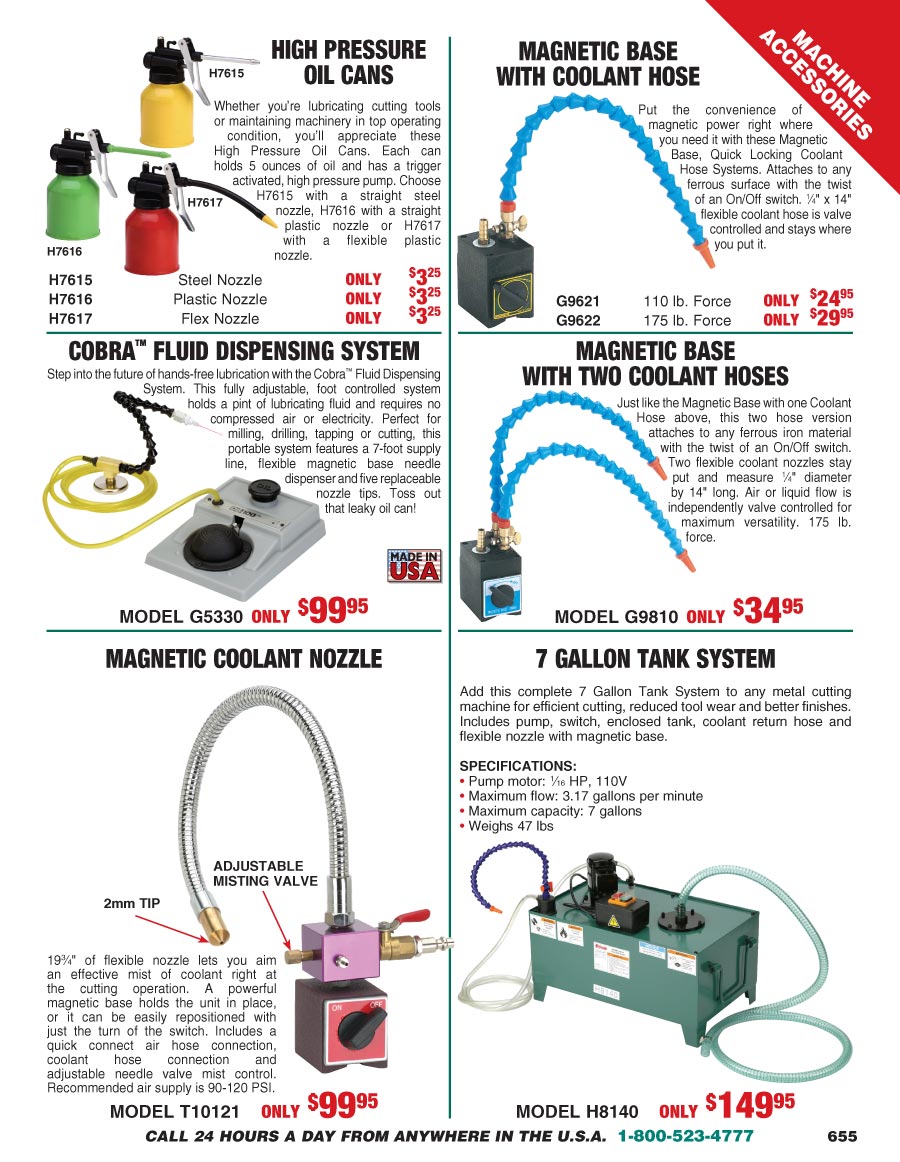
(lower right, 7 gallon tank/pump, for $149)
my mill has a separate cutting fluid pump assembly with an easily moved adjustable nozzle thats comes in handy when porting heads as it provides a constant trickle of cutting/cooling oil/water mix, Im sure the same pump could be used for a parts washer also
just keep in mind ALL BURRS need to be kept cool,ALL THE TIME!
and some frequent use of cutting oil or at least WD 40 or water helps maintain the cutting edge longer and cut only until the first time they get over heated.
not bearing down and working with a light touch will tend to result in better results than trying to rush, I can,t over emphasize, that your generally not trying to remove much metal, what your trying to do is reduce restrictions top flow and abrupt changes in the port surface direction such as under the valve in the bowl area on some heads. and that the flapper wheels with the sand paper get used frequently
(lower right, 7 gallon tank/pump, for $149)
my mill has a separate cutting fluid pump assembly with an easily moved adjustable nozzle thats comes in handy when porting heads as it provides a constant trickle of cutting/cooling oil/water mix, Im sure the same pump could be used for a parts washer also
http://cgi.ebay.com/New-SMC-VM2-Foot-Pe ... 19ba68e885
http://www.clippard.com/footpedals/Defa ... 2godCHVQZg
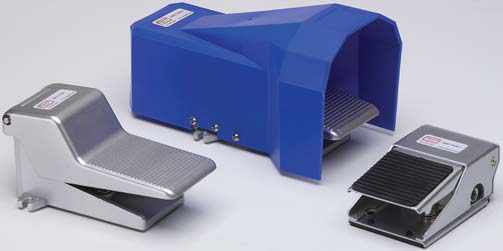
need a foot actuated valve to control your valve grinder rpm speed while porting, so you can control rpms?
your local pneumatic or hydraulic supply has them in most cases
http://www.clippard.com/footpedals/Defa ... 2godCHVQZg
need a foot actuated valve to control your valve grinder rpm speed while porting, so you can control rpms?
your local pneumatic or hydraulic supply has them in most cases
will a larger throttle body help my TPI?
it will depend to a great extent on the engine combo, RPM range and displacement your running.
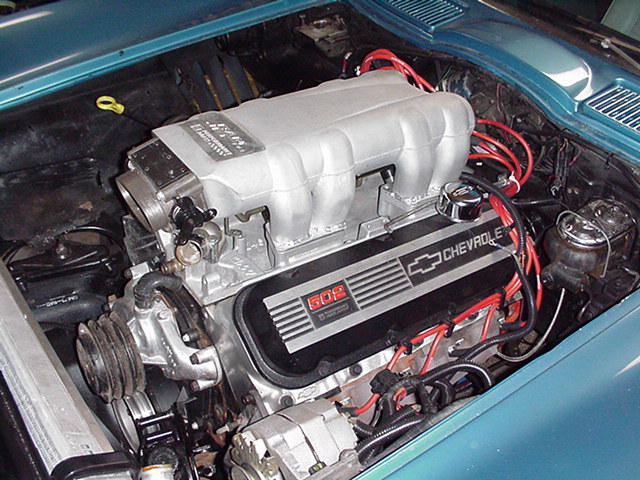
Keep in mind even the factory 502 cubic inch big block used the stock L98 TPI throttle body size and made 500 horse power
yes a 58mm can potentially increase hp if your engines highly modified and your still using a stock 48mm throttle body, but its hardly a big restriction, and your probably going to gain more with other mods
the stock 48mm is fine for most engines
a swap to a 52 mm (the largest easy to port size a stock throttle body can be ported too) will normally gain you only about 5hp if your engines mildly modified
a swap to a 58mm aftermarket throttle body to increase airflow is USUALLY WASTED MONEY until your combo exceeds approximately 400hp
have you ever noticed that in all the years everyone's been swapping to 52mm and 58mm and mono blade 1300 cfm throttle bodies , they have said things like
I did not gain a great deal of hp
I lost some throttle response
It sounds different but I don,t seem to go faster
I only gained a tenth of a second plus a couple thousands in the 1/4 mile
Ive yet to find anyone that lost hp,once the engine was properly set up and adjusted with the larger throttle bodies
a throttle body is not like the venturies on a carb that control the fuel/air mix, the computer and sensors and injectors do that on an EFI system, the throttle body is only a air volume control valve, your engine can only use (X) amount of air at any given point, as long as the throttle body is allowing that much OR MORE to pass UNRESTRICTED, its going to work reasonably well. the individual ports combined on even a 454 size sbc spinning 6500rpm (WAY OVER ADVISABLE PISTON SPEED) only can use about 850-950cfm (do the math) that can be fed from dual 56mm throttle bores, since a 58mm is the closest size that's what most guys with large engines use,a 383 like mine with a custom stealth ram only needs about 775-825cfm. a 52mm is just a little to small and a 58mm is overly large BUT, TOO LARGE, WON,T HURT PERFORMANCE NEARLY AS BAD AS TOO SMALL or RESTRICTIVE MIGHT! ONLY TOO RESTRICTIVE/SMALL hurts!
yes you might lose a small amount of throttle response, but an overly large throttle body won,t hurt high rpm hp if mounted on an engine with an intake with the correct port runner size/length, compression and cam timing. don,t forget that a great deal of how effective an intake system is is controlled by the rpm range where the exhaust system on that same engine scavenges the cylinders efficiently. if you don,t have full length tuned headers and a free flow exhaust , adding a larger throttle body is likely a waste of effort. if you cant get rid of whats in the cylinder now you can,t refill it effectively anyway. keep in mind an engine is A SYSTEM, ALL PARTS MUST BE DESIGNED TO WORK EFFECTIVELY AT THE SAME RPM,AND DISPLACEMENT.
HP is MORE THE RESULT OF HOW EFFICIENTLY you can pack fuel/air ,into a cylinder, burn it efficiently, and get rid of it , using its energy to reload the next charge than almost any other factors, using a larger throttle body can help!
I just swapped from my 58mm back to the stock 48mm as a quick test on my 383 corvette, guess what! the stock throttle body made the vette noticeably SLOWER!!
it will depend to a great extent on the engine combo, RPM range and displacement your running.
Keep in mind even the factory 502 cubic inch big block used the stock L98 TPI throttle body size and made 500 horse power
yes a 58mm can potentially increase hp if your engines highly modified and your still using a stock 48mm throttle body, but its hardly a big restriction, and your probably going to gain more with other mods
the stock 48mm is fine for most engines
a swap to a 52 mm (the largest easy to port size a stock throttle body can be ported too) will normally gain you only about 5hp if your engines mildly modified
a swap to a 58mm aftermarket throttle body to increase airflow is USUALLY WASTED MONEY until your combo exceeds approximately 400hp
have you ever noticed that in all the years everyone's been swapping to 52mm and 58mm and mono blade 1300 cfm throttle bodies , they have said things like
I did not gain a great deal of hp
I lost some throttle response
It sounds different but I don,t seem to go faster
I only gained a tenth of a second plus a couple thousands in the 1/4 mile
Ive yet to find anyone that lost hp,once the engine was properly set up and adjusted with the larger throttle bodies
a throttle body is not like the venturies on a carb that control the fuel/air mix, the computer and sensors and injectors do that on an EFI system, the throttle body is only a air volume control valve, your engine can only use (X) amount of air at any given point, as long as the throttle body is allowing that much OR MORE to pass UNRESTRICTED, its going to work reasonably well. the individual ports combined on even a 454 size sbc spinning 6500rpm (WAY OVER ADVISABLE PISTON SPEED) only can use about 850-950cfm (do the math) that can be fed from dual 56mm throttle bores, since a 58mm is the closest size that's what most guys with large engines use,a 383 like mine with a custom stealth ram only needs about 775-825cfm. a 52mm is just a little to small and a 58mm is overly large BUT, TOO LARGE, WON,T HURT PERFORMANCE NEARLY AS BAD AS TOO SMALL or RESTRICTIVE MIGHT! ONLY TOO RESTRICTIVE/SMALL hurts!
yes you might lose a small amount of throttle response, but an overly large throttle body won,t hurt high rpm hp if mounted on an engine with an intake with the correct port runner size/length, compression and cam timing. don,t forget that a great deal of how effective an intake system is is controlled by the rpm range where the exhaust system on that same engine scavenges the cylinders efficiently. if you don,t have full length tuned headers and a free flow exhaust , adding a larger throttle body is likely a waste of effort. if you cant get rid of whats in the cylinder now you can,t refill it effectively anyway. keep in mind an engine is A SYSTEM, ALL PARTS MUST BE DESIGNED TO WORK EFFECTIVELY AT THE SAME RPM,AND DISPLACEMENT.
HP is MORE THE RESULT OF HOW EFFICIENTLY you can pack fuel/air ,into a cylinder, burn it efficiently, and get rid of it , using its energy to reload the next charge than almost any other factors, using a larger throttle body can help!
I just swapped from my 58mm back to the stock 48mm as a quick test on my 383 corvette, guess what! the stock throttle body made the vette noticeably SLOWER!!
Well we got some work done on the heads.
Heads: Powerhouse (Enginekits) 190cc aluminum, 64cc chambers (as cast), assembled.
Valves, springs, retainers and locks are Elgin.
Current price: $650/pr on the Enginekits website.
The flow specs listed by Enginekits are identical to Avenger cnc'd 190cc heads. Our (son & I) conjecture is that the Avenger heads may have been molded, then cast from the molds and the same flow specs used. Only conjecture.
The flow specs are given as follows: .100 64/61, .200 128/115, .300 181/158, .400 227/190, .500 260/209, .600 277/227, .700 280/231.
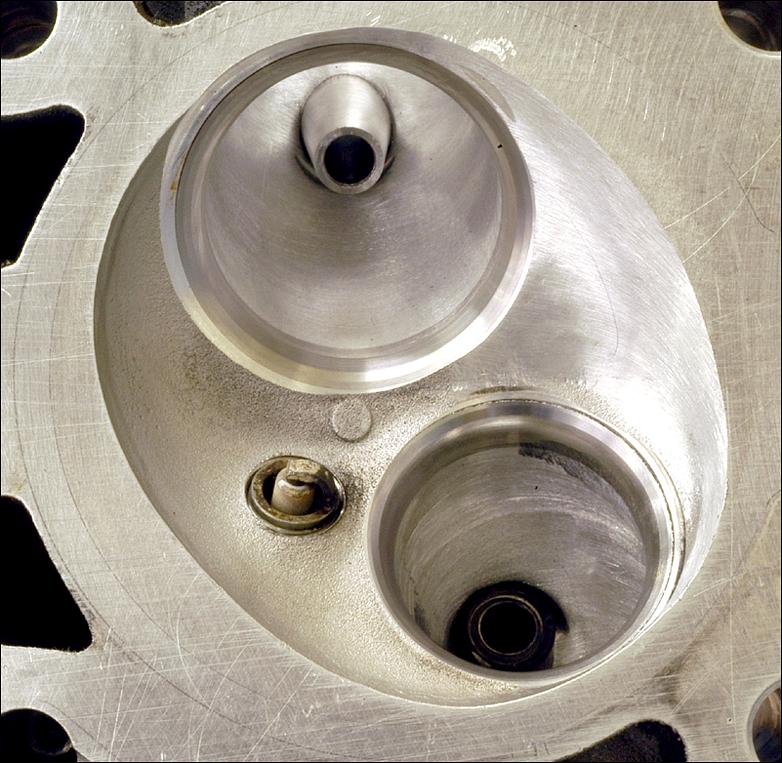
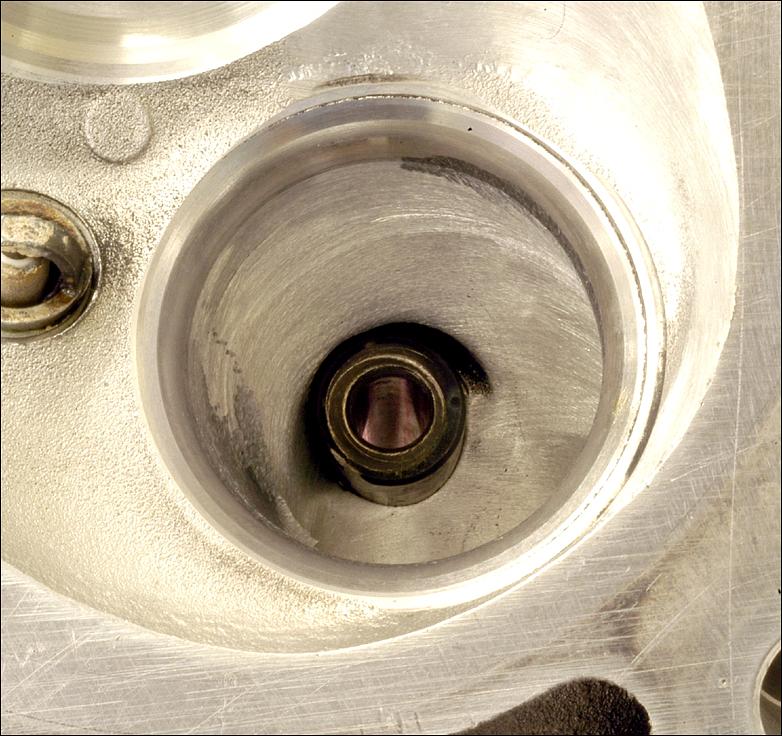
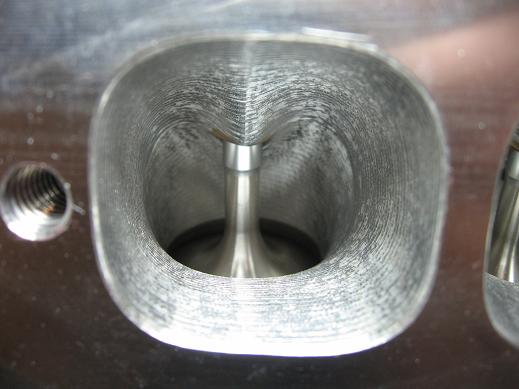
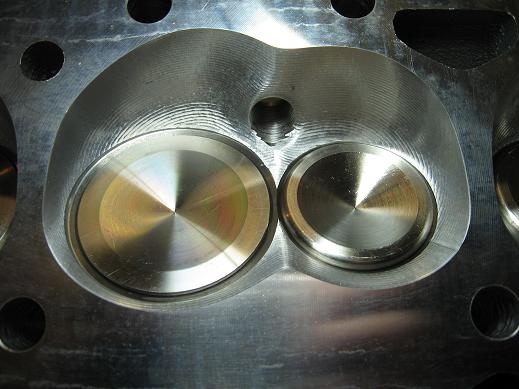
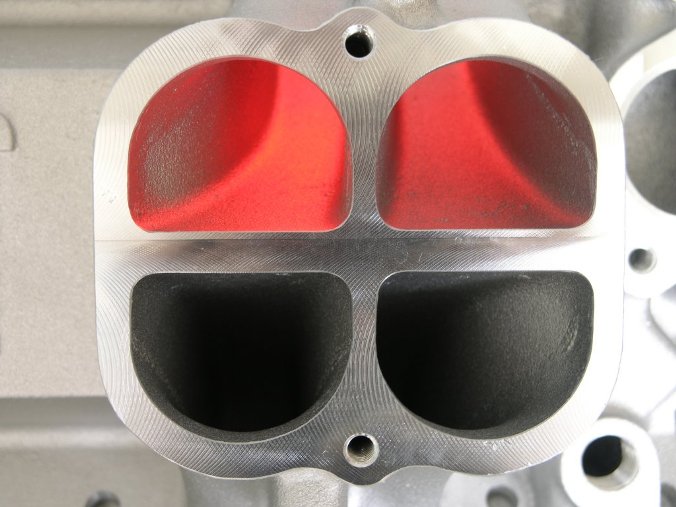
Our main goal was eliminating casting flash and roughness, smoothing and polishing, not increasing port size. We used no burrs, only cartridge rolls and buffs. I think that burrs would have removed more material than we intended. We used most of a Standard Abrasives kit and a some additional cartridge rolls and some smaller buffs. The SA buffs were good in the chambers, but were a little large for the ports. Chambers were polished, intake ports were smoothed to 120g, exhaust ports were smoothed and polished and some grinding slag around where the push rod slots were ground was removed and the area smoothed.
If I am going to keep posting pictures I will have to learn to use the wife's camera as it has considerably greater capability than the little camera I use. The pics are befor and after of the chambers, exhaust ports and overalls of the intakes and exhausts.
Hopefully this info will be of use to someone.
Heads: Powerhouse (Enginekits) 190cc aluminum, 64cc chambers (as cast), assembled.
Valves, springs, retainers and locks are Elgin.
Current price: $650/pr on the Enginekits website.
The flow specs listed by Enginekits are identical to Avenger cnc'd 190cc heads. Our (son & I) conjecture is that the Avenger heads may have been molded, then cast from the molds and the same flow specs used. Only conjecture.
The flow specs are given as follows: .100 64/61, .200 128/115, .300 181/158, .400 227/190, .500 260/209, .600 277/227, .700 280/231.
Our main goal was eliminating casting flash and roughness, smoothing and polishing, not increasing port size. We used no burrs, only cartridge rolls and buffs. I think that burrs would have removed more material than we intended. We used most of a Standard Abrasives kit and a some additional cartridge rolls and some smaller buffs. The SA buffs were good in the chambers, but were a little large for the ports. Chambers were polished, intake ports were smoothed to 120g, exhaust ports were smoothed and polished and some grinding slag around where the push rod slots were ground was removed and the area smoothed.
If I am going to keep posting pictures I will have to learn to use the wife's camera as it has considerably greater capability than the little camera I use. The pics are befor and after of the chambers, exhaust ports and overalls of the intakes and exhausts.
Hopefully this info will be of use to someone.
Attachments






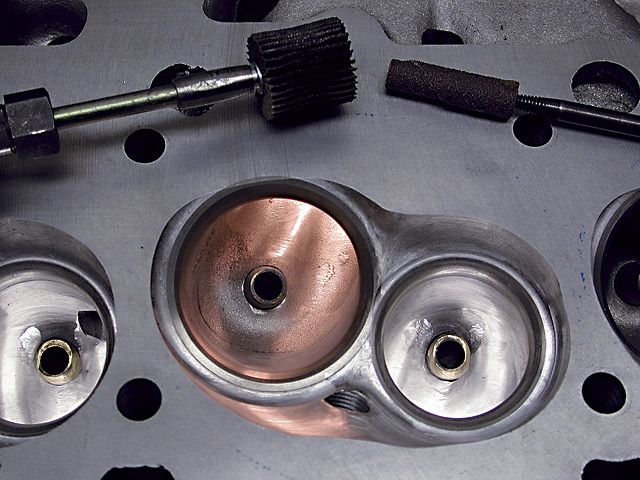
Hey grumpy,I bought these heads,
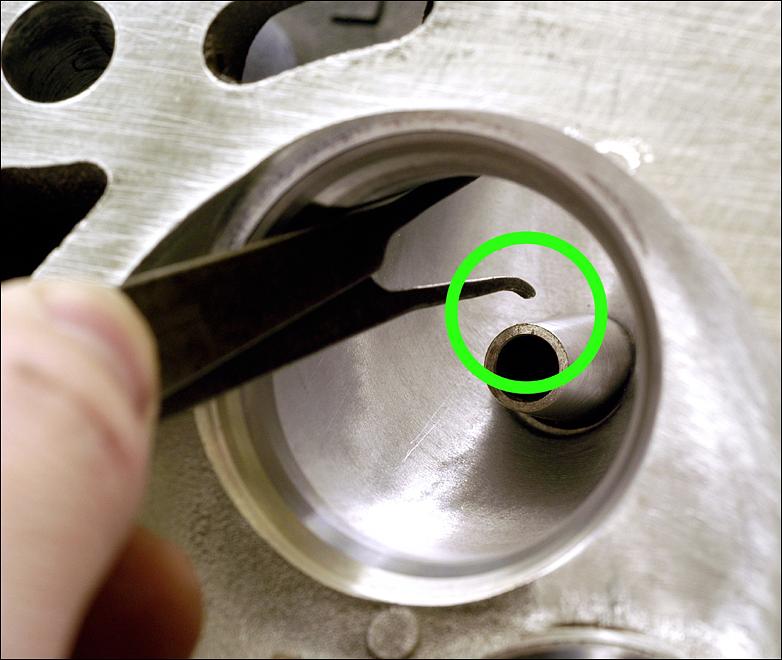
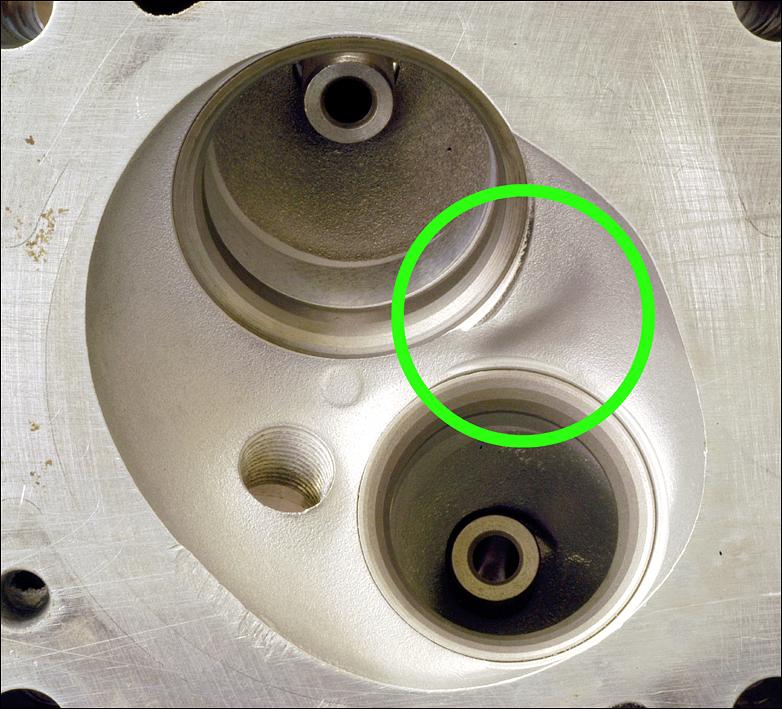
It's tough to see the blend here, but this is the exhaust port
just a bit of info on intake gaskets sizes to match port cross sectional areas
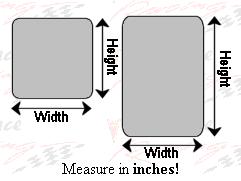
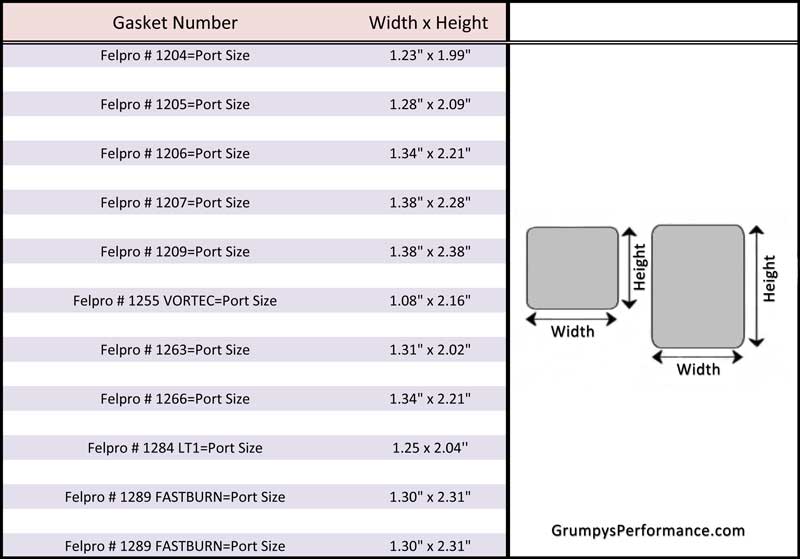
COMMON SBC INTAKE PORTS
felpro # 1204=Port Size: 1.23" x 1.99"=2.448 sq inches
felpro # 1205=Port Size: 1.28" x 2.09"=2.67 sq inches
felpro # 1206=Port Size: 1.34" x 2.21"=2.96 sq inches
felpro # 1207=Port Size: 1.38" x 2.28"=3.146 sq inches
felpro # 1209=Port Size: 1.38" x 2.38"=3.28 sq inches
felpro # 1255 VORTEC=Port Size: 1.08" x 2.16"-2.33 sq inches
felpro # 1263=Port Size: 1.31" x 2.02"=2.65 sq inches
felpro # 1266=Port Size: 1.34" x 2.21"=2.96 sq inches
felpro # 1284 LT1=Port Size: 1.25 x 2.04''=2.55 sq inches
felpro # 1289 FASTBURN=Port Size: 1.30" x 2.31" 3.00 sq inches
USE THE CALCULATORS, YOULL, QUICKLY FIND THE LIMITATIONS
http://www.rbracing-rsr.com/runnertorquecalc.html
http://www.wallaceracing.com/chokepoint.php
http://www.wallaceracing.com/header_length.php
http://www.users.interport.net/s/r/srweiss/tablehdc.htm
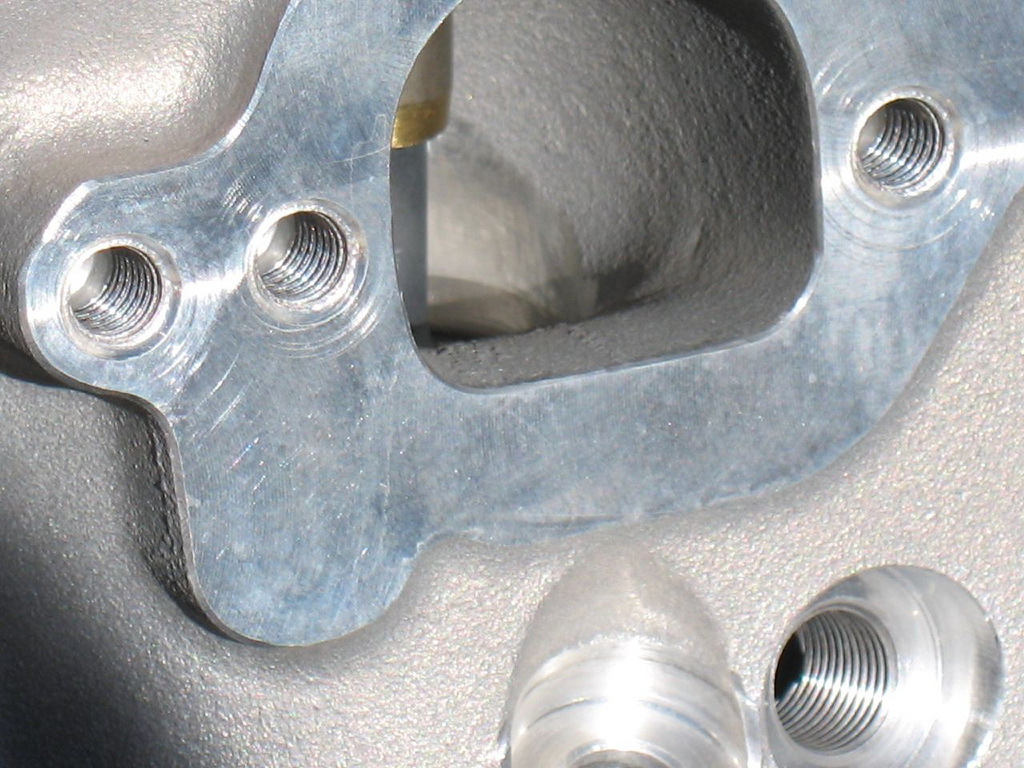
And here you can kinda see that there is no material to work on around the guide itself (at least, on the exhaust side, there is on the intake).
I don't think the SSR has been touched. There's no work in the bowl area above the blend at all.
Do you think a simple intake port match on both the heads and the manifold would be money better spent?

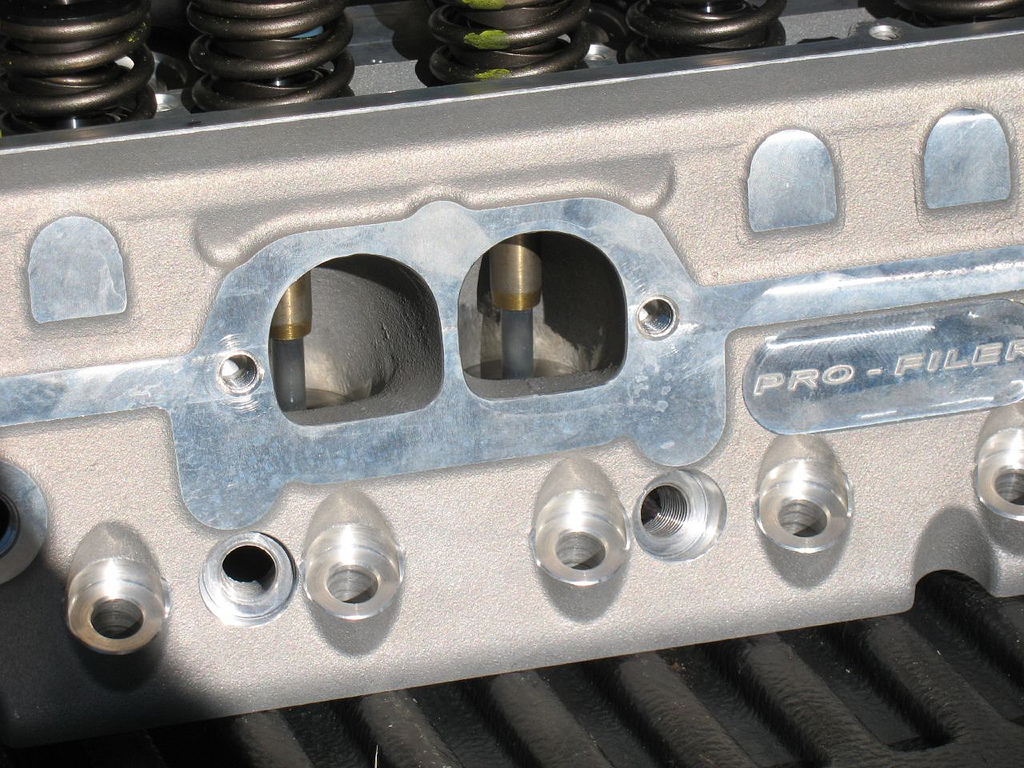
whats some CNC port work can do
Right now the car is mostly street like I said. There's potential for it to be more, but for now, it's just a street Camaro that we'll take to the strip just to see what it'll do times a few times a year. I'd like it to be a solid 12 second street car.
you should be able to measurably improve flow with mild port & bowl clean-up work, and a port match, those heads have been improved 20 plus cfm or more on both the intake and exhaust in several cases Ive seen.naturally having an experienced porting shop work over the heads will generally provide greater gains, but you can do enough to see results
these threads should help
http://www.profilerperformance.com/
http://www.profilerperformance.com/sbc-heads-176.html
http://www.j-performance.com/index.php? ... &Itemid=59
viewtopic.php?f=52&t=4222
viewtopic.php?f=52&t=2630
viewtopic.php?f=27&t=3379&p=8922&hilit=+shop+filter#p8922
viewtopic.php?f=52&t=462
viewtopic.php?f=55&t=2773&p=7802&hilit=+matching+port+intake&sid=31c7582fda44c2c2bac02889b83aac76#p7802
viewtopic.php?f=27&t=1831&p=4763&hilit=burrs+porting&sid=31c7582fda44c2c2bac02889b83aac76#p4763
http://www.youtube.com/watch?v=X9dhu-TwmVU
It's tough to see the blend here, but this is the exhaust port
just a bit of info on intake gaskets sizes to match port cross sectional areas
COMMON SBC INTAKE PORTS
felpro # 1204=Port Size: 1.23" x 1.99"=2.448 sq inches
felpro # 1205=Port Size: 1.28" x 2.09"=2.67 sq inches
felpro # 1206=Port Size: 1.34" x 2.21"=2.96 sq inches
felpro # 1207=Port Size: 1.38" x 2.28"=3.146 sq inches
felpro # 1209=Port Size: 1.38" x 2.38"=3.28 sq inches
felpro # 1255 VORTEC=Port Size: 1.08" x 2.16"-2.33 sq inches
felpro # 1263=Port Size: 1.31" x 2.02"=2.65 sq inches
felpro # 1266=Port Size: 1.34" x 2.21"=2.96 sq inches
felpro # 1284 LT1=Port Size: 1.25 x 2.04''=2.55 sq inches
felpro # 1289 FASTBURN=Port Size: 1.30" x 2.31" 3.00 sq inches
USE THE CALCULATORS, YOULL, QUICKLY FIND THE LIMITATIONS
http://www.rbracing-rsr.com/runnertorquecalc.html
http://www.wallaceracing.com/chokepoint.php
http://www.wallaceracing.com/header_length.php
http://www.users.interport.net/s/r/srweiss/tablehdc.htm
And here you can kinda see that there is no material to work on around the guide itself (at least, on the exhaust side, there is on the intake).
I don't think the SSR has been touched. There's no work in the bowl area above the blend at all.
Do you think a simple intake port match on both the heads and the manifold would be money better spent?
whats some CNC port work can do
Right now the car is mostly street like I said. There's potential for it to be more, but for now, it's just a street Camaro that we'll take to the strip just to see what it'll do times a few times a year. I'd like it to be a solid 12 second street car.
you should be able to measurably improve flow with mild port & bowl clean-up work, and a port match, those heads have been improved 20 plus cfm or more on both the intake and exhaust in several cases Ive seen.naturally having an experienced porting shop work over the heads will generally provide greater gains, but you can do enough to see results
these threads should help
http://www.profilerperformance.com/
http://www.profilerperformance.com/sbc-heads-176.html
http://www.j-performance.com/index.php? ... &Itemid=59
viewtopic.php?f=52&t=4222
viewtopic.php?f=52&t=2630
viewtopic.php?f=27&t=3379&p=8922&hilit=+shop+filter#p8922
viewtopic.php?f=52&t=462
viewtopic.php?f=55&t=2773&p=7802&hilit=+matching+port+intake&sid=31c7582fda44c2c2bac02889b83aac76#p7802
viewtopic.php?f=27&t=1831&p=4763&hilit=burrs+porting&sid=31c7582fda44c2c2bac02889b83aac76#p4763
http://www.youtube.com/watch?v=X9dhu-TwmVU
Last edited by a moderator:
http://www.popularhotrodding.com/engine ... index.html
http://www.popularhotrodding.com/engine ... der_heads/
http://www.chevyhiperformance.com/techa ... index.html
http://www.carcraft.com/techarticles/cc ... heads.html



it should be noted that if the rocker stud protrudes into the port it should be trimmed to the port roof as any threads sticking down into the runner disrupt flow and don,t supply extra support to the rocker stud,


5 Golden Rules to Goof-Proof Porting
#9 Follow the five rules discussed here and you will be sure not to fall foul to a power breaking move.
By
David Vizard
The title of this, part #9 of our Porting School series, is self explanatory – but why now? Why was this one not part #1? I gave this much thought when I started this series and came to the conclusion that it would be best to get, to an extent, immersed into our subject so to speak first. By introducing examples early on I felt that any ‘general rules’ that may be made from there on out would have more significance. For instance I won’t need to explain the importance of getting the port size right – you will have already seen how that effects things as shown in PS#7. Really what I am going to do here is take a breather and sum up the implications of what has been covered so far – so here goes.
As obvious as Rule #1 seems the big problem for the novice is almost always a question of recognizing exactly where the greatest restriction in the induction/exhaust tract is. Primary restriction points are dealt with in PS #5 and 6 so if you have not read these two features yet now would be a good time. One aspect that the novice porter will be pleased about is that tackling the most restrictive part of the system and freeing up some flow potential delivers the best power return for the time invested. For the record pocket porting heads is all about focusing on Rule #1 too the exclusion of almost all else. At the end of the day pocket porting may not produce the fastest looking set of heads or the most photogenic but the results can be very satisfying.
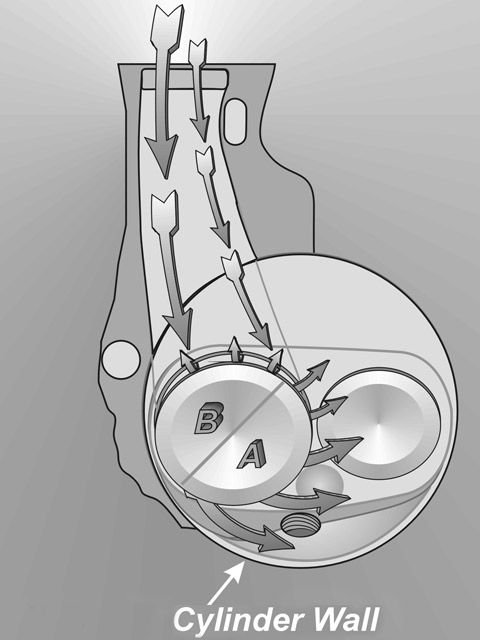
Any time you constrain the air to flow along a path that you are dictating the total flow will almost certainly drop. If where the air in a port is flowing is investigated it will be found that there are two distinct situations which determine it’s path. In the first situation we find that a substantial amount of air is flowing in a certain part of the port because the route along which it is flowing has minimal flow resistance. In the second situation we find that a lot of air is flowing at a certain point/area because of the shapes involved upstream, downstream or both of that high flow or ‘busy’ area. It is important to be able to recognize the difference between these to types of busy area’s. With the first situation there is a strong indication that the area involved needs to be enlarged to make room for more air to flow along what can be seen to be a flow efficient path. The roof of a typical port is a good example here. In the second situation we find that the fix for more airflow is to add material at and around the point of fastest flow. A prime example here is the very high speed flow that can occur on, or just in front of, the short side turn of a relatively low angle intake port (SB Chevy and Ford are prime examples). The trick here is to recognize one source of high speed flow from the other as they require totally opposite responses. So before I get a ton of questions here let me tell you this is a subject we will get into later.
Once a head porter or head designer appreciates just how heavy air is they tend to have a whole different prospective on the importance of port velocities and cross sectional area’s. The dyno tests covered in PS #7 are a good demonstration of the need to have the ports appropriately sized for the job. When we get to the stage of flow testing ports we find that not only is there a need to know how much air is flowing but there is equally a need to know where it is flowing and how fast it is going. All this comes under the heading of velocity probing and the cost of the equipment necessary to do that falls into the peanut category. We have looked at how to build a flow bench and down the road we will look at what it takes to make and calibrate a velocity probe for just a few bucks. And one last point before moving on – I had better give at least some explanation as to what redundant port area is. As the term ‘redundant’ suggests it is an area of the port where little flow is taking place. If this is the case it is redundant to requirements. The best action to take here is to fill it in. Redundancy in a port makes for a lazy port and that results in a less than optimal torque output every where in the rpm range.
A charge that has little motion not only burns slower but also less effectively. This is most noticeable at low engine speeds. Lack of adequate mixture motion can cut torque output at say 1000 to 2000 rpm by as much as 25%. When engine speeds are high (5-6000 rpm) the need for port/chamber induced mixture motion is far less. Mixture motion from quench action between the piston crown and the cylinder head face can be instrumental toward increased torque at all engine speeds. At part throttle lack of mixture motion can also have a direct negative impact on mileage. Another desirable engine characteristic to suffer when low mixture motion is involved is throttle response.
This is a big one here. The flow capability of a head absolutely cannot be judged by it’s reflectivity! Heads with a rough finish the right shape will always out-power heads with a shiny finish the wrong shape! This being so don’t be in too much of a hurry to start work with those 180 grit or finer emery rolls.
David Vizard
yes a well done, cylinder head port job on those heads does produce a decent increase in flow rates .
I know several people that have done that and every one was impressed with the results ,(Provided of course that the cam, intake manifold etc. could take advantage of the increased head flow rates) obviously if your using something like a stock cast iron low rise ,the intake limits flow to lets say 235cfm, and a cam that limits lift to lets say, .470" getting the intake ports to flow 270cfm at .600 lift is wasted effort.
IF YOU DECIDE TO PORT YOUR OWN HEADS THE MATERIALS AND TOOLS COULD EASILY COST YOU AN ADDITIONAL $300-$500 AND YOU TAKE A SIGNIFICANT RISK OF RUINING THE HEADS, IT TAKES EXPERIENCE TO GET IT RIGHT, AND YOUR CHANCES OF getting it right ARE VERY SMALL ON THE FIRST SET YOU WORK ON,
before you start step back mentally and consider some facts, your current heads may or may not be capable of being ported to the performance level you want to reach and they have at least some resale value ,lets say you paid $1100 but can sell them for 50% or $550, used, you could use that $550 to put toward the purchase of better heads, so think thru your options.
lets say your current heads flow 249cfm at .600 lift and a decent shop can port them to flow 270cfm for $900
you would then have the cost of the heads plus an additional $900 invested in heads that flow 270cfm.....
if you sell the heads you have to spend the $900 plus the $550 or $1450 to have the same cash spent but this allows you several options, and one is careful shopping to new OR used HEADS THAT MIGHT EASILY ALLOW YOU TO GET INTO A CYLINDER HEAD THAT FLOWS 300 CFM. a flow rate UNOBTAINABLE with the current heads even after extensive port work
READ THE LINKS
http://www.popularhotrodding.com/engine ... ewall.html
http://www.profilerperformance.com/raci ... -23-degree
viewtopic.php?f=69&t=4378
http://www.brodix.com/heads/ik210dyno.php
http://www.jegs.com/i/Brodix/158/1001001/10002/-1
viewtopic.php?f=52&t=8596&p=30222&hilit=porting+help#p30222
viewtopic.php?f=52&t=462&hilit=porting+help
these guys do good port jobs
http://www.speierracingheads.com/head.htm
http://www.airflowresearch.com/chp_test.php
http://www.chevyhiperformance.com/tech/ ... ewall.html
http://www.enginebuildermag.com/Article ... heads.aspx
http://users.erols.com/srweiss/tablehdc.htm
http://www.popularhotrodding.com/engine ... der_heads/
http://www.chevyhiperformance.com/techa ... index.html
http://www.carcraft.com/techarticles/cc ... heads.html
it should be noted that if the rocker stud protrudes into the port it should be trimmed to the port roof as any threads sticking down into the runner disrupt flow and don,t supply extra support to the rocker stud,
5 Golden Rules to Goof-Proof Porting
#9 Follow the five rules discussed here and you will be sure not to fall foul to a power breaking move.
By
David Vizard
The title of this, part #9 of our Porting School series, is self explanatory – but why now? Why was this one not part #1? I gave this much thought when I started this series and came to the conclusion that it would be best to get, to an extent, immersed into our subject so to speak first. By introducing examples early on I felt that any ‘general rules’ that may be made from there on out would have more significance. For instance I won’t need to explain the importance of getting the port size right – you will have already seen how that effects things as shown in PS#7. Really what I am going to do here is take a breather and sum up the implications of what has been covered so far – so here goes.
As obvious as Rule #1 seems the big problem for the novice is almost always a question of recognizing exactly where the greatest restriction in the induction/exhaust tract is. Primary restriction points are dealt with in PS #5 and 6 so if you have not read these two features yet now would be a good time. One aspect that the novice porter will be pleased about is that tackling the most restrictive part of the system and freeing up some flow potential delivers the best power return for the time invested. For the record pocket porting heads is all about focusing on Rule #1 too the exclusion of almost all else. At the end of the day pocket porting may not produce the fastest looking set of heads or the most photogenic but the results can be very satisfying.
Any time you constrain the air to flow along a path that you are dictating the total flow will almost certainly drop. If where the air in a port is flowing is investigated it will be found that there are two distinct situations which determine it’s path. In the first situation we find that a substantial amount of air is flowing in a certain part of the port because the route along which it is flowing has minimal flow resistance. In the second situation we find that a lot of air is flowing at a certain point/area because of the shapes involved upstream, downstream or both of that high flow or ‘busy’ area. It is important to be able to recognize the difference between these to types of busy area’s. With the first situation there is a strong indication that the area involved needs to be enlarged to make room for more air to flow along what can be seen to be a flow efficient path. The roof of a typical port is a good example here. In the second situation we find that the fix for more airflow is to add material at and around the point of fastest flow. A prime example here is the very high speed flow that can occur on, or just in front of, the short side turn of a relatively low angle intake port (SB Chevy and Ford are prime examples). The trick here is to recognize one source of high speed flow from the other as they require totally opposite responses. So before I get a ton of questions here let me tell you this is a subject we will get into later.
Once a head porter or head designer appreciates just how heavy air is they tend to have a whole different prospective on the importance of port velocities and cross sectional area’s. The dyno tests covered in PS #7 are a good demonstration of the need to have the ports appropriately sized for the job. When we get to the stage of flow testing ports we find that not only is there a need to know how much air is flowing but there is equally a need to know where it is flowing and how fast it is going. All this comes under the heading of velocity probing and the cost of the equipment necessary to do that falls into the peanut category. We have looked at how to build a flow bench and down the road we will look at what it takes to make and calibrate a velocity probe for just a few bucks. And one last point before moving on – I had better give at least some explanation as to what redundant port area is. As the term ‘redundant’ suggests it is an area of the port where little flow is taking place. If this is the case it is redundant to requirements. The best action to take here is to fill it in. Redundancy in a port makes for a lazy port and that results in a less than optimal torque output every where in the rpm range.
A charge that has little motion not only burns slower but also less effectively. This is most noticeable at low engine speeds. Lack of adequate mixture motion can cut torque output at say 1000 to 2000 rpm by as much as 25%. When engine speeds are high (5-6000 rpm) the need for port/chamber induced mixture motion is far less. Mixture motion from quench action between the piston crown and the cylinder head face can be instrumental toward increased torque at all engine speeds. At part throttle lack of mixture motion can also have a direct negative impact on mileage. Another desirable engine characteristic to suffer when low mixture motion is involved is throttle response.
This is a big one here. The flow capability of a head absolutely cannot be judged by it’s reflectivity! Heads with a rough finish the right shape will always out-power heads with a shiny finish the wrong shape! This being so don’t be in too much of a hurry to start work with those 180 grit or finer emery rolls.
David Vizard
yes a well done, cylinder head port job on those heads does produce a decent increase in flow rates .
I know several people that have done that and every one was impressed with the results ,(Provided of course that the cam, intake manifold etc. could take advantage of the increased head flow rates) obviously if your using something like a stock cast iron low rise ,the intake limits flow to lets say 235cfm, and a cam that limits lift to lets say, .470" getting the intake ports to flow 270cfm at .600 lift is wasted effort.
IF YOU DECIDE TO PORT YOUR OWN HEADS THE MATERIALS AND TOOLS COULD EASILY COST YOU AN ADDITIONAL $300-$500 AND YOU TAKE A SIGNIFICANT RISK OF RUINING THE HEADS, IT TAKES EXPERIENCE TO GET IT RIGHT, AND YOUR CHANCES OF getting it right ARE VERY SMALL ON THE FIRST SET YOU WORK ON,
before you start step back mentally and consider some facts, your current heads may or may not be capable of being ported to the performance level you want to reach and they have at least some resale value ,lets say you paid $1100 but can sell them for 50% or $550, used, you could use that $550 to put toward the purchase of better heads, so think thru your options.
lets say your current heads flow 249cfm at .600 lift and a decent shop can port them to flow 270cfm for $900
you would then have the cost of the heads plus an additional $900 invested in heads that flow 270cfm.....
if you sell the heads you have to spend the $900 plus the $550 or $1450 to have the same cash spent but this allows you several options, and one is careful shopping to new OR used HEADS THAT MIGHT EASILY ALLOW YOU TO GET INTO A CYLINDER HEAD THAT FLOWS 300 CFM. a flow rate UNOBTAINABLE with the current heads even after extensive port work
READ THE LINKS
http://www.popularhotrodding.com/engine ... ewall.html
http://www.profilerperformance.com/raci ... -23-degree
viewtopic.php?f=69&t=4378
http://www.brodix.com/heads/ik210dyno.php
http://www.jegs.com/i/Brodix/158/1001001/10002/-1
viewtopic.php?f=52&t=8596&p=30222&hilit=porting+help#p30222
viewtopic.php?f=52&t=462&hilit=porting+help
these guys do good port jobs
http://www.speierracingheads.com/head.htm
http://www.airflowresearch.com/chp_test.php
http://www.chevyhiperformance.com/tech/ ... ewall.html
http://www.enginebuildermag.com/Article ... heads.aspx
http://users.erols.com/srweiss/tablehdc.htm
Last edited by a moderator:
BTW everyone eventually screws up some part made of aluminum, and TIG welding and re machining will fix almost any aluminum part, especially cylinder heads where heat and pressure make using epoxy less than ideal in many cases, but for minor intake manifold runner, and plenum repairs you usually have a second option, with welding you take a chance of warping the intake casting, but with a paste made from two part epoxy, 75% epoxy and 25% aluminum powder mix, the mix makes a very durable port wall filler paste, vaguely resembling a silver bondo paste but far more durable.
this paste is very useful when correcting intake runner porting mistakes as the paste once cured is machinable to some extent almost like the original aluminum, just be very sure the surface you use the epoxy on is very clean and a thin wet bond coat of epoxy gel a few thousands thick used just before using the paste on the surface before applying the aluminum mixed epoxy filler helps bond the mixed paste
http://www.devcon.com/products/products ... milyID=107
http://www.ramracing.us/products.htm
http://www.jamestowndistributors.com/us ... 8&type=pla
this paste is very useful when correcting intake runner porting mistakes as the paste once cured is machinable to some extent almost like the original aluminum, just be very sure the surface you use the epoxy on is very clean and a thin wet bond coat of epoxy gel a few thousands thick used just before using the paste on the surface before applying the aluminum mixed epoxy filler helps bond the mixed paste
http://www.devcon.com/products/products ... milyID=107
http://www.ramracing.us/products.htm
http://www.jamestowndistributors.com/us ... 8&type=pla
heres a few pictures if a TPIS MINI RAM, just as delivered
ats going to take a couple hours with a air die grinder and some aluminum burrs to smooth it out so it can reach its max flow rates, because its sure not going to do that as delivered




Its obvious thay pay a great deal less attention to the inside of the runners and plenum that to the outside of the intake

http://www.carbideselect.com/burshpescuts.php
ats going to take a couple hours with a air die grinder and some aluminum burrs to smooth it out so it can reach its max flow rates, because its sure not going to do that as delivered
Its obvious thay pay a great deal less attention to the inside of the runners and plenum that to the outside of the intake
http://www.carbideselect.com/burshpescuts.php
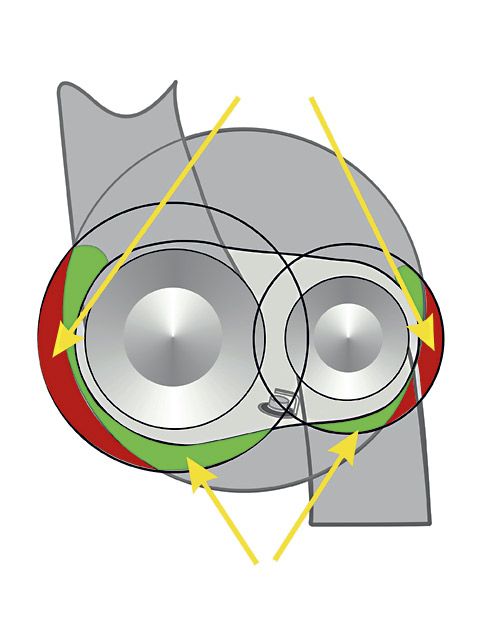
pictures of the porting process on an edelbrock tunnel ram being ported to improve flow rates
keep in mind the port size does not need to be increased here but all the rough surfaces and casting irregularity and minor differences in port configuration do need to be smoothed out and made consistent, between cylinders and runners exits port matched to the heads,

HERES THE OUT OF THE BOX CONDITION, lots of rough surfaces










carefully done, port work on the intake runners and plenum can produce significant flow rate improvements
HERES THE RESULTS AFTER SEVERAL HOURS OF PORT SMOOTHING AND FIXING RUNNERS

keep in mind the port size does not need to be increased here but all the rough surfaces and casting irregularity and minor differences in port configuration do need to be smoothed out and made consistent, between cylinders and runners exits port matched to the heads,
HERES THE OUT OF THE BOX CONDITION, lots of rough surfaces
carefully done, port work on the intake runners and plenum can produce significant flow rate improvements
HERES THE RESULTS AFTER SEVERAL HOURS OF PORT SMOOTHING AND FIXING RUNNERS
Last edited by a moderator:
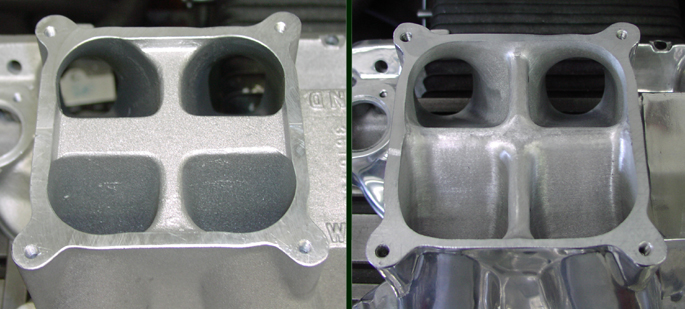
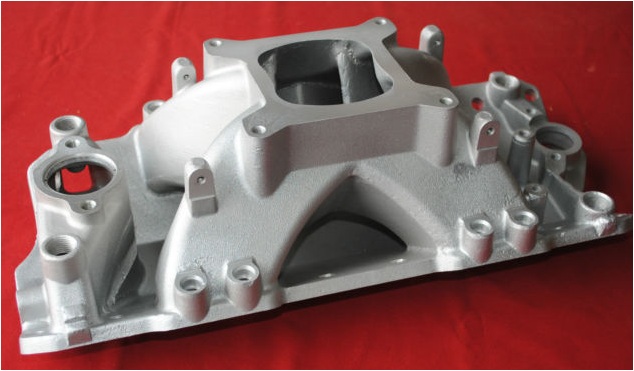
this is a Holley 9901-101-1 intake
this is the ports on that intake, out of the box they fit the #1204 gasket
they are easily ported to fit the #1205 gasket size
porting to the #1206 gasket port size(SHOWN IN MAGIC MARKER HERE) usually gets you into port seal issues unless you have extra aluminum welded to the upper port roof and the intake re machined

viewtopic.php?f=32&t=601&p=1216&hilit=1205+1206#p1216
youve got me wondering if they changed the gasket port size over the last 10 years or so or perhaps the gaskets I have in the shop are some odd ball gasket set, or more likely placed in the wrong package.....they measure like the 1204 gasket
http://store.summitracing.com/partdetail.asp?part=FPP-1206&autoview=sku
2.21 x 1.31=1206
http://store.summitracing.com/partdetail.asp?part=FPP-1204&autoview=sku
1.99 x 1.23=1204
http://store.summitracing.com/partdetail.asp?part=FPP-1205&autoview=sku
2.09 x 1.28=1205
stock un-ported runner entrances

Correctly done porting helps air flow significantly, just keep in mind its part of a complete system, so the injector size, fuel pressure, and air cleaner restriction to air flow, the cams lift, duration,LSA, intended power band, cylinder head flow rates and exhaust restriction, & scavenging , all play a major roll in your results
this is the ports on that intake, out of the box they fit the #1204 gasket
they are easily ported to fit the #1205 gasket size
porting to the #1206 gasket port size(SHOWN IN MAGIC MARKER HERE) usually gets you into port seal issues unless you have extra aluminum welded to the upper port roof and the intake re machined
viewtopic.php?f=32&t=601&p=1216&hilit=1205+1206#p1216
youve got me wondering if they changed the gasket port size over the last 10 years or so or perhaps the gaskets I have in the shop are some odd ball gasket set, or more likely placed in the wrong package.....they measure like the 1204 gasket
http://store.summitracing.com/partdetail.asp?part=FPP-1206&autoview=sku
2.21 x 1.31=1206
http://store.summitracing.com/partdetail.asp?part=FPP-1204&autoview=sku
1.99 x 1.23=1204
http://store.summitracing.com/partdetail.asp?part=FPP-1205&autoview=sku
2.09 x 1.28=1205
stock un-ported runner entrances
Correctly done porting helps air flow significantly, just keep in mind its part of a complete system, so the injector size, fuel pressure, and air cleaner restriction to air flow, the cams lift, duration,LSA, intended power band, cylinder head flow rates and exhaust restriction, & scavenging , all play a major roll in your results
heres something worth reading thru
THIS IS THE ONE I PURCHASED AND I RECOMMEND IT, remember to change filter elements frequently and a couple quarts of water and a couple drops of dawn dish washing liquid in the water traps a great deal of dust in the lower body before it gets to the filter
http://www.homedepot.com/p/RIDGID-16-Ga ... 5yc1vZbv79

WEARING A FULL FACE SHIELD and having a 5-6hp shop vacuum set up to suck the vast majority of the debris from the porting work out of the air is going to help prevent some accidents and getting crap in your eyes
high pressure air and some carb cleaner solvent can be very helpful cleaning out sticky or dirty parts


http://www.harborfreight.com/adjustable ... xS87oWmVvI

one other very frequent use for my shop vac is to collect metallic debris, when I port cylinder heads, I usually tape some 3/4"-1" plastic conduit to the shop vac suction hose, then tape the tip of the conduit to the opposite end of the port Im working on with duct tape, (obviously youll remove the valves before porting or port matching heads)
you can place the suction hose extension, in the far end of a port and duct tape it in place temporarily, and then use a die grinder to clean up the port and the shop vac will collect the vast majority of the metallic chips , having the shop vacuum constantly sucking the metallic debris out of the port also tends to cool the cutting burr, and slow the flutes on the burr from clogging with crud, but youll still want to dip the cutting burr in a mix of marvel mystery oil and WD40 every few seconds to prevent aluminum chips from clogging the burrs cutting flutes or the burr heating up
http://www.summitracing.com/parts/PRO-66483/

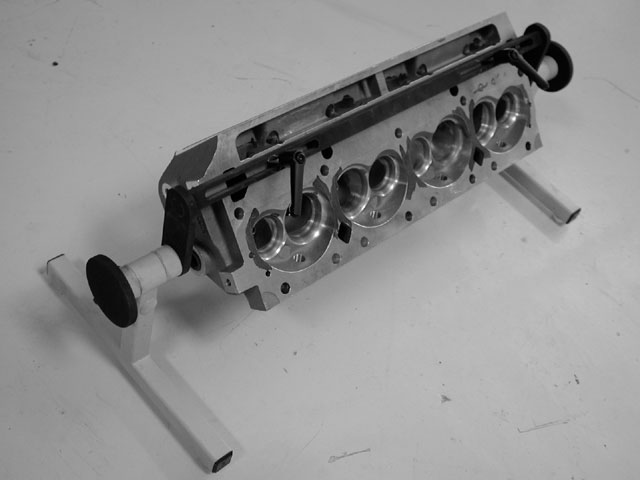
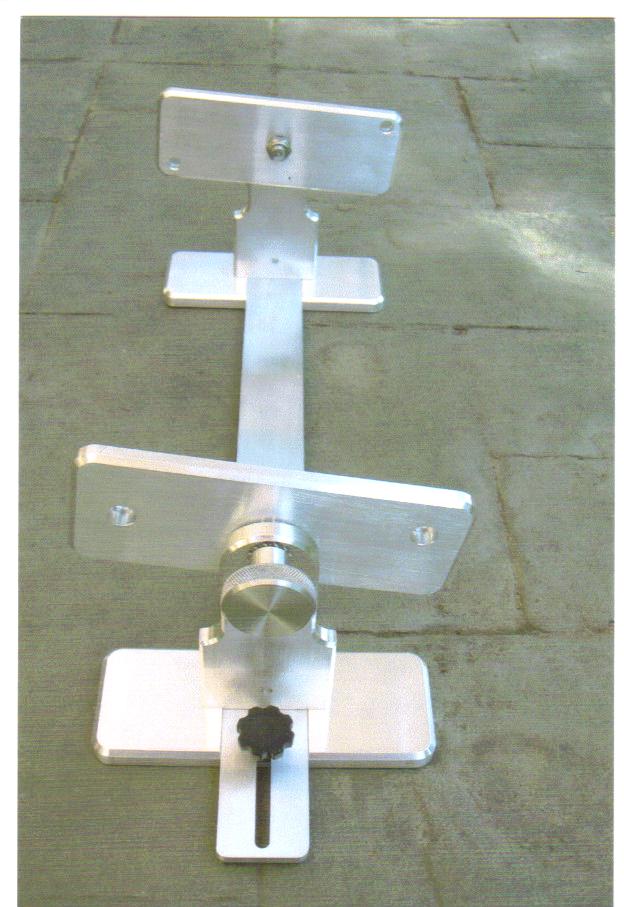
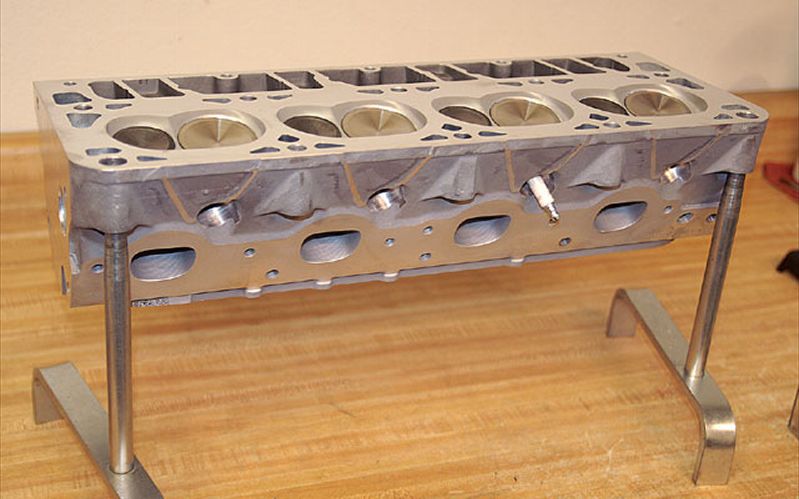
if you've ever ported heads , lapped valve seats or CC ed heads you quickly found that you,ll need some type of cylinder head stand to position the heads and lock them in the exact location and angle you need to easily access the ports and combustion chambers to maintain the correct angle and if you bothered to shop around youll find the stands available are either pure crap, or far to expensive so you generally find you use sand bags or fabricate your own custom cylinder head holding stands once you get fed up with them moving while your working on the heads.
these are cylinder head port stands


https://www.amazon.com/Moroso-62080...t=&hvlocphy=9012039&hvtargid=pla-568921332166
https://www.summitracing.com/parts/pow-pow351410
btw there are much better versions
https://www.amazon.com/PROFORM-6648...dp/B001G9A63K/ref=psdc_15725931_t3_B000COS59M

https://www.proformparts.com/produc...adjustable-heavy-duty-model-supports-one-head





http://www.harborfreight.com/air-die-gr ... 99698.html
these HF extended die grinders are in my opinion a great deal, they cost $16-$20 depending if you catch them on sale and last long enough to port at least two sets of cylinder heads, they are a disposable item like the burrs they spin, but dirt cheap and well worth the cost

a decent cylinder head stand helps
THERES A GREAT DEAL OF RELATED INFO IN THE LINKS AND SUB LINKS[/color][/size][/b]
viewtopic.php?f=55&t=58&p=23610&hilit=+1206#p23610
viewtopic.php?f=52&t=462&p=22497&hilit=+1206#p22497
viewtopic.php?f=99&t=6461&p=20458&hilit=+1206#p20458
viewtopic.php?f=52&t=5537&p=16750&hilit=+1206#p16750
viewtopic.php?f=55&t=5378&p=16106&hilit=+1206#p16106
viewtopic.php?f=55&t=1038&p=14928&hilit=+1206#p14928
viewtopic.php?f=52&t=4664&p=12584&hilit=+1206#p12584
viewtopic.php?f=55&t=2953&p=7745&hilit=+1206#p7745
viewtopic.php?f=55&t=2857&p=7402&hilit=+1206#p7402
http://www.rcsoa.com/ CNC Head porting.html
RCS CNC CYLINDER HEAD PORTING
CNC head porting by RCS (Race Car Service of America), a method of machining the intake, exhaust ports and combustion chambers of an Automotive Cylinder Head. The purpose of this is to decrease the time it takes and to increase the accuracy in machining from port to port and cylinder to cylinder. Experienced professional cylinder head porters in the past and still today hand grind and shape the intake, exhaust ports and combustion chambers. The reasons, to increase the air flow rates traveling through the cylinder head, resulting in port increase size and shape changes. The increase of air that travels through the ports is the largest reason for Horse Power gains in the automotive combustion engine. The Automotive engine can be looked at as an inefficient air pump, increase the pumps air intake efficiency and you will increase the engines power out put when all is relative, as a rule of thumb for every 10% increase of air flow you can see a 10% increase of power out put. Hand porting can take hundreds and hundreds of man hours and the ability to be consistent from port to port is were the skilled hand porter works the hardest for each port must match in flow values both at peak and low lift flow rates, as well as port volume. A good head ported can make each port flow the same flow rates, at the same valve opening, in all the ports making them equal, but this can take hundreds of hours and is very hard work. This is why CNC Head Porting has become so popular in the racing industry and now is becoming popular with the street performance enthusiast as well. Understand this, you must still modify the existing ports of the cylinder head by hand and this still requires a great head porter that understands how air works.
Just because someone has cast a head out of aluminum or cast iron doesn't mean that it is a good head. Just because a head is CNC ported, this does not mean that it's a good cylinder head, either by hand or by CNC both can be good or bad. You have to copy (digitize) a hand ported port to create a CNC machined port, so if the hand ported port is not good, then the CNC port will also not be good. Purchase your CNC or hand ported heads from a company that builds custom engines, all different types of engines for they understand flow and port volume relations that is required to build fast running street and race track engines.
Once this is accomplished a CNC programmer and operator that does CNC cylinder head porting can digitize the surface and shape of this port and create a computer file that then can be used in CNC machining and cut this exact shape and duplicate it over and over within .0002 repeatability. At RCS we have designed and made our own computer added multi axis movement head fixtures for just this purpose. I have been porting heads for over 25 years and have ported just about every head on the street and heads used in the Performance Industry and have dyno tested each combination, hundreds of man hours in each combination to perfect what each custom wants.
At RCS the knowledge never leaves us, for we have CNC Programs for just about every popular head in the industry and if we don't we'll make one. For the advance engine shops this technology is going to become available from RCS as a CNC Porting package, including Fixtures, Tooling, Computers, Programs and CNC Machines for the shops that want to do their own machining, Call for this information.
USING OEM CYLINDER HEADS
The most common type of cylinder heads that are CNC ported is the newer style performance casting's for the hard core Performance Race Engines. The most popular styles of cylinder heads ported in the average Performance Engine Machine shops are the standard OEM style heads (Original Equipment). This has been a popular trend at RCS also for years and has been our success porting theses heads for 25 years. Our customers know we can port their heads, the head(s) on their current engine. For example, your 5.0 Ford Mustang with OEM cast iron heads, these cylinder heads can be modified to make over 500 hp with hand porting in our engine shop, but when treated as a street performance head, can give a quick 100 hp with an enormous amount of acceleration, which is what a street performance engine must have. You will also need to do a camshaft design change with a slightly larger duration. By using the castings you currently own, lowers the cost of the performance head(s) by 50%, not to mention the port volumes are smaller on the OEM castings, which will increase the acceleration of the engine. Large volume intake ports KILLLLLLL!!! Accelerating HP in all engines, but more so in smaller engines or engines that are engineered to be driven on the street in need of a wider power band. What you feel when setting in the drivers seat of your car, hard on the throttle, is accelerating horse power not steady state Dynamometer tested horse power, this is a power that can not be measured on an Engine Dynamometer or Chassis Dynamometer, this is measured by time over distance like being at a 1/8 or 1/4 mile Drag Racing Track.
The reason you do not see head porters CNC porting cast iron is that the ports are to small and the work that is required to program these small ports is to hard, plus the heads are cast iron, very hard to machine with any speed, hard on cutters and they can't make enough profit. If you notice every body is selling the same thing, after market aluminum cylinder heads, every shape and form, good or bad. A cylinder head caster or most high volume cylinder head companies are not true engine builders and lack the many years experience (knowledge) that the street or street-race engines require. They do not understand the intake manifold system or fuel system that you have and don't care for they are selling air flow numbers, When's the last time you saw anyone race a flow bench or win with a dyno? We don't race or drive flow benches or dyno's!!! They are measuring equipment and not what the car wants to make it accelerate fast.
A quick Story;
1972 Camaro, 413 HP, 446 ft trq - 406 s/b Chevy with a dual plan Performer intake and 750 cfm vacuum secondary carb, 3 speed Automatic with 2,400 stall, 3.73 gears, Hi flow exhaust, 8" wide tires in the rear. This car should really run and spin the tires for ever? We dynoed this engine, we built years ago when we were learning, we read magazines and performance tips from all the different companies like GM in the past as we were growing. We no longer read performance magazines or take anyone advise anymore, for most don't know what the hell is going on (opinions). GM states in there performance books and many others and sells a dual plane intake with the divider lower 1 inch for increase power. Again I state "we do not drive dyno's". This engine was short by 3 hp from making 400HP and the customer wanted 400 plus. We removed the intake and machined the divider lowered to 1" x 2.5", reinstalled the intake set everything and we made 413 HP Great, the customers happy, we're happy. We install the engine and road test the car, we're happy, but not impressed, the car had no hard charging low end power, twenty feet out it ran like a rabbit, but only spin the tires about 10 ft, when you really launched the car hard. We worked with the vacuum secondary, discharge nozzles, everything, to try to get the car to launch harder, we gave the car to the customer and soon the customer returned, quote,
"I'm not happy" That was the last time I ever heard a custom say that to me again!!!!
The car doesn't spin the tires enough and I want the car to spin the tires. No problem I said, We then removed the intake manifold and welded up the divider and reinstall it. Our property frontage is over 100 ft long, From one end to the other the tires were smoking, through first and second hang on what a ride. Don't believe everything you read, even from GM. The jest of this story is that, the engine dyno, flow bench are only tools for measuring and are not to replace experience and track testing. Air volume under the carb in the intake was to big, combining the two sides together, slowed down the air velocity at slow speeds to much the end result, starving the cylinders of air and fuel.
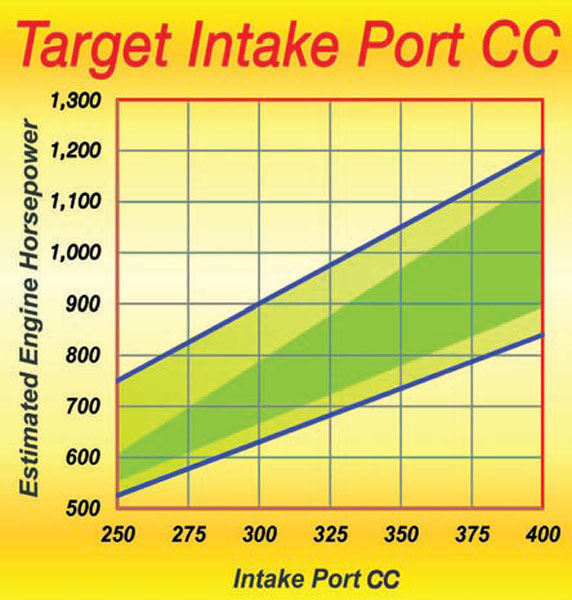
We have learned over the years that all the cylinder heads sold in after market, the port volumes are to big, Why? Anyone can make a large port flow air and air flow numbers is what they are selling. If your engine could talk, it will tell you smaller, I want my ports smaller. Believe me your engine can speak, but in another way, it just doesn't make any power, read the signs, where does your engine come alive, what part of the power band.
The problem with Performance After Market and some early OEM cylinder heads is that their port volumes are too large for the amount of airflow that they flow. This becomes a problem for the street performance engines and makes a lot of customers that purchase heads or engine parts through Mail Order companies very unhappy. Acceleration is what we are looking for, settle for nothing less when designing an engine. This is the black art of engine design for with acceleration comes, fuel economy, throttle response, faster 0-60 MPH speeds, cleaner burning combustion and higher Dynamometer tested power. This is what good Performance Engine Builder push to achieve. This can be achieved through Mail Order business only if you are either lucky, you have found a salesman that has experience and or you can copy what has been already designed. The problem with Mail Order is that if the part doesn't work for you, you used it, you can't return it and the funds you allocated for your project is now spent and your stuck with the out come. Performance Magazines can also be miss leading if the information is made to impress the public and sell magazines and produces, most magazine companies do not represent or support the information they print.
WHAT CAN YOU EXPECT FROM CAST IRON CYLINDER HEADS?
There are cylinders heads from the OEM industry that make great horsepower when prepared by an expert head porter. RCS has ported OEM cast iron HEADS for engines that have made up to;
CHEVY- OEM heads to 850hp,
FORD - OEM heads up to 750hp,
CHRYSLER -OEM heads to 750hp,
AMC -OEM heads up to 650hp,
BUICK-OEM heads to 600hp,
PONTIAC -OEM heads to 650hp,
OID'S-OEM heads to 550hp.
We know this for we Dyno tested each of these combinations. This does not mean that these are the highest possible power values just where we have been. These were all cast iron cylinder heads from your factory style engine that were all drove off the show room floor. Most of these OEM castings are cast iron and cost a little more to port, because of cast iron. The option of CNC porting these cast iron beauties is growing. Aluminum is the most popular request and most serious race engines owners want because of the difference of weight, reparability and new technology, but Cast Iron vs. Aluminun, Cast Iron Heads will yeild more Horse Power when comparing two equal heads, that's a fact. When you have a budget and already own one of these greats you can have a wonderful amount of power, enough to turn anyone's head at the track. The option of maximizing out your heads is not always necessary for you can make all levels of power from these beauties. See anyone can pick up the phone and buy a mail order aftermarket head and be just like a lot of the other people out there, but blow your friends mine when your OEM sleeper kicks there butt. Good luck!
RCS also sells all the cylinders heads in the industry and can port any cylinder head in the industry to match the customers needs.
MAIL ORDER CYLINDER HEADS
Not all cylinder heads are equal, just like not all mines are equal, why would a person by a cylinder head
from a company that only brokers Cylinder Heads and does not specialize in using them on Engines that they
build and sell. For there are only a few companies that make Cylinder Heads, the rest are brokers of the
industry. The company selling Heads must truly understand what is needed from the cylinder head when
choosing for the complete engine requirements, one must look for a company that does both, Cylinder Head
and Engine assembly together. From the customers view point the real test and answers come from putting
the heads on and testing them yourself, at your own expense, there's no returning them if your not happy or
if the power band is poor at low speeds and the car lacks accelerating HP and now requires 4.10 gears to
make the car perform. The more accelerating power an engine makes the less gear is required, think of this,
some Pro Stock Drag Racers us a 3.90 rear axle gear to go over 215 miles per hour in the quarter mile.
Cylinder Heads are the most important part along with the correct camshaft when building the power band
of your engine. This is an area of the engine that a customer or engine builder should not over look or take for
granted to be adequate. Some engines that have lower engine power on the Dyno have great accelerating horse
power due to the correct intake manifold, cylinder head port volumes and camshaft, not cylinder head
advertised flow rates. Price should not dictate your decision when choosing a cylinder head, the more time
and parts that go into a project warrants a higher price, every shop works almost at the same labor rates or
we wouldn't be able to stay in business. The cost differences come from how much work is going into
the product with the quantity and quality of parts used, which will yield a better product and performance for the customer. The reason a customer sees so many Cylinder Head Shops selling the same stuff,
Cylinder Heads are little in size, are easy to handle, can be bought from the manufacture assembled
with out any additional work required for the average and require no liability on the seller's behalf for
their intended use and require no guarantees on power out puts. Do business with cylinder head
companies that can prove the parts they sell from their personal experience and not by what is read
in a magazine. The industry is like this for there are no Engineering Standards to follow in the after
market and that is why there are so many companies that representing another companies products.
Give us a call on your Cylinder Head needs 1-888-881-1012.
USE THE CALCULATORS
http://www.rbracing-rsr.com/runnertorquecalc.html
http://www.wallaceracing.com/chokepoint.php
http://www.wallaceracing.com/header_length.php
http://www.wallaceracing.com/chokepoint.php
http://www.rbracing-rsr.com/runnertorquecalc.html
http://www.velocity-of-sound.com/velocity_of_sound/calculator1.htm
THIS IS THE ONE I PURCHASED AND I RECOMMEND IT, remember to change filter elements frequently and a couple quarts of water and a couple drops of dawn dish washing liquid in the water traps a great deal of dust in the lower body before it gets to the filter
http://www.homedepot.com/p/RIDGID-16-Ga ... 5yc1vZbv79
WEARING A FULL FACE SHIELD and having a 5-6hp shop vacuum set up to suck the vast majority of the debris from the porting work out of the air is going to help prevent some accidents and getting crap in your eyes
high pressure air and some carb cleaner solvent can be very helpful cleaning out sticky or dirty parts
http://www.harborfreight.com/adjustable ... xS87oWmVvI
one other very frequent use for my shop vac is to collect metallic debris, when I port cylinder heads, I usually tape some 3/4"-1" plastic conduit to the shop vac suction hose, then tape the tip of the conduit to the opposite end of the port Im working on with duct tape, (obviously youll remove the valves before porting or port matching heads)
you can place the suction hose extension, in the far end of a port and duct tape it in place temporarily, and then use a die grinder to clean up the port and the shop vac will collect the vast majority of the metallic chips , having the shop vacuum constantly sucking the metallic debris out of the port also tends to cool the cutting burr, and slow the flutes on the burr from clogging with crud, but youll still want to dip the cutting burr in a mix of marvel mystery oil and WD40 every few seconds to prevent aluminum chips from clogging the burrs cutting flutes or the burr heating up
http://www.summitracing.com/parts/PRO-66483/
if you've ever ported heads , lapped valve seats or CC ed heads you quickly found that you,ll need some type of cylinder head stand to position the heads and lock them in the exact location and angle you need to easily access the ports and combustion chambers to maintain the correct angle and if you bothered to shop around youll find the stands available are either pure crap, or far to expensive so you generally find you use sand bags or fabricate your own custom cylinder head holding stands once you get fed up with them moving while your working on the heads.
these are cylinder head port stands
https://www.amazon.com/Moroso-62080...t=&hvlocphy=9012039&hvtargid=pla-568921332166
https://www.summitracing.com/parts/pow-pow351410
btw there are much better versions
https://www.amazon.com/PROFORM-6648...dp/B001G9A63K/ref=psdc_15725931_t3_B000COS59M
https://www.proformparts.com/produc...adjustable-heavy-duty-model-supports-one-head
http://www.harborfreight.com/air-die-gr ... 99698.html
these HF extended die grinders are in my opinion a great deal, they cost $16-$20 depending if you catch them on sale and last long enough to port at least two sets of cylinder heads, they are a disposable item like the burrs they spin, but dirt cheap and well worth the cost
a decent cylinder head stand helps
THERES A GREAT DEAL OF RELATED INFO IN THE LINKS AND SUB LINKS[/color][/size][/b]
viewtopic.php?f=55&t=58&p=23610&hilit=+1206#p23610
viewtopic.php?f=52&t=462&p=22497&hilit=+1206#p22497
viewtopic.php?f=99&t=6461&p=20458&hilit=+1206#p20458
viewtopic.php?f=52&t=5537&p=16750&hilit=+1206#p16750
viewtopic.php?f=55&t=5378&p=16106&hilit=+1206#p16106
viewtopic.php?f=55&t=1038&p=14928&hilit=+1206#p14928
viewtopic.php?f=52&t=4664&p=12584&hilit=+1206#p12584
viewtopic.php?f=55&t=2953&p=7745&hilit=+1206#p7745
viewtopic.php?f=55&t=2857&p=7402&hilit=+1206#p7402
http://www.rcsoa.com/ CNC Head porting.html
RCS CNC CYLINDER HEAD PORTING
CNC head porting by RCS (Race Car Service of America), a method of machining the intake, exhaust ports and combustion chambers of an Automotive Cylinder Head. The purpose of this is to decrease the time it takes and to increase the accuracy in machining from port to port and cylinder to cylinder. Experienced professional cylinder head porters in the past and still today hand grind and shape the intake, exhaust ports and combustion chambers. The reasons, to increase the air flow rates traveling through the cylinder head, resulting in port increase size and shape changes. The increase of air that travels through the ports is the largest reason for Horse Power gains in the automotive combustion engine. The Automotive engine can be looked at as an inefficient air pump, increase the pumps air intake efficiency and you will increase the engines power out put when all is relative, as a rule of thumb for every 10% increase of air flow you can see a 10% increase of power out put. Hand porting can take hundreds and hundreds of man hours and the ability to be consistent from port to port is were the skilled hand porter works the hardest for each port must match in flow values both at peak and low lift flow rates, as well as port volume. A good head ported can make each port flow the same flow rates, at the same valve opening, in all the ports making them equal, but this can take hundreds of hours and is very hard work. This is why CNC Head Porting has become so popular in the racing industry and now is becoming popular with the street performance enthusiast as well. Understand this, you must still modify the existing ports of the cylinder head by hand and this still requires a great head porter that understands how air works.
Just because someone has cast a head out of aluminum or cast iron doesn't mean that it is a good head. Just because a head is CNC ported, this does not mean that it's a good cylinder head, either by hand or by CNC both can be good or bad. You have to copy (digitize) a hand ported port to create a CNC machined port, so if the hand ported port is not good, then the CNC port will also not be good. Purchase your CNC or hand ported heads from a company that builds custom engines, all different types of engines for they understand flow and port volume relations that is required to build fast running street and race track engines.
Once this is accomplished a CNC programmer and operator that does CNC cylinder head porting can digitize the surface and shape of this port and create a computer file that then can be used in CNC machining and cut this exact shape and duplicate it over and over within .0002 repeatability. At RCS we have designed and made our own computer added multi axis movement head fixtures for just this purpose. I have been porting heads for over 25 years and have ported just about every head on the street and heads used in the Performance Industry and have dyno tested each combination, hundreds of man hours in each combination to perfect what each custom wants.
At RCS the knowledge never leaves us, for we have CNC Programs for just about every popular head in the industry and if we don't we'll make one. For the advance engine shops this technology is going to become available from RCS as a CNC Porting package, including Fixtures, Tooling, Computers, Programs and CNC Machines for the shops that want to do their own machining, Call for this information.
USING OEM CYLINDER HEADS
The most common type of cylinder heads that are CNC ported is the newer style performance casting's for the hard core Performance Race Engines. The most popular styles of cylinder heads ported in the average Performance Engine Machine shops are the standard OEM style heads (Original Equipment). This has been a popular trend at RCS also for years and has been our success porting theses heads for 25 years. Our customers know we can port their heads, the head(s) on their current engine. For example, your 5.0 Ford Mustang with OEM cast iron heads, these cylinder heads can be modified to make over 500 hp with hand porting in our engine shop, but when treated as a street performance head, can give a quick 100 hp with an enormous amount of acceleration, which is what a street performance engine must have. You will also need to do a camshaft design change with a slightly larger duration. By using the castings you currently own, lowers the cost of the performance head(s) by 50%, not to mention the port volumes are smaller on the OEM castings, which will increase the acceleration of the engine. Large volume intake ports KILLLLLLL!!! Accelerating HP in all engines, but more so in smaller engines or engines that are engineered to be driven on the street in need of a wider power band. What you feel when setting in the drivers seat of your car, hard on the throttle, is accelerating horse power not steady state Dynamometer tested horse power, this is a power that can not be measured on an Engine Dynamometer or Chassis Dynamometer, this is measured by time over distance like being at a 1/8 or 1/4 mile Drag Racing Track.
The reason you do not see head porters CNC porting cast iron is that the ports are to small and the work that is required to program these small ports is to hard, plus the heads are cast iron, very hard to machine with any speed, hard on cutters and they can't make enough profit. If you notice every body is selling the same thing, after market aluminum cylinder heads, every shape and form, good or bad. A cylinder head caster or most high volume cylinder head companies are not true engine builders and lack the many years experience (knowledge) that the street or street-race engines require. They do not understand the intake manifold system or fuel system that you have and don't care for they are selling air flow numbers, When's the last time you saw anyone race a flow bench or win with a dyno? We don't race or drive flow benches or dyno's!!! They are measuring equipment and not what the car wants to make it accelerate fast.
A quick Story;
1972 Camaro, 413 HP, 446 ft trq - 406 s/b Chevy with a dual plan Performer intake and 750 cfm vacuum secondary carb, 3 speed Automatic with 2,400 stall, 3.73 gears, Hi flow exhaust, 8" wide tires in the rear. This car should really run and spin the tires for ever? We dynoed this engine, we built years ago when we were learning, we read magazines and performance tips from all the different companies like GM in the past as we were growing. We no longer read performance magazines or take anyone advise anymore, for most don't know what the hell is going on (opinions). GM states in there performance books and many others and sells a dual plane intake with the divider lower 1 inch for increase power. Again I state "we do not drive dyno's". This engine was short by 3 hp from making 400HP and the customer wanted 400 plus. We removed the intake and machined the divider lowered to 1" x 2.5", reinstalled the intake set everything and we made 413 HP Great, the customers happy, we're happy. We install the engine and road test the car, we're happy, but not impressed, the car had no hard charging low end power, twenty feet out it ran like a rabbit, but only spin the tires about 10 ft, when you really launched the car hard. We worked with the vacuum secondary, discharge nozzles, everything, to try to get the car to launch harder, we gave the car to the customer and soon the customer returned, quote,
"I'm not happy" That was the last time I ever heard a custom say that to me again!!!!
The car doesn't spin the tires enough and I want the car to spin the tires. No problem I said, We then removed the intake manifold and welded up the divider and reinstall it. Our property frontage is over 100 ft long, From one end to the other the tires were smoking, through first and second hang on what a ride. Don't believe everything you read, even from GM. The jest of this story is that, the engine dyno, flow bench are only tools for measuring and are not to replace experience and track testing. Air volume under the carb in the intake was to big, combining the two sides together, slowed down the air velocity at slow speeds to much the end result, starving the cylinders of air and fuel.
We have learned over the years that all the cylinder heads sold in after market, the port volumes are to big, Why? Anyone can make a large port flow air and air flow numbers is what they are selling. If your engine could talk, it will tell you smaller, I want my ports smaller. Believe me your engine can speak, but in another way, it just doesn't make any power, read the signs, where does your engine come alive, what part of the power band.
The problem with Performance After Market and some early OEM cylinder heads is that their port volumes are too large for the amount of airflow that they flow. This becomes a problem for the street performance engines and makes a lot of customers that purchase heads or engine parts through Mail Order companies very unhappy. Acceleration is what we are looking for, settle for nothing less when designing an engine. This is the black art of engine design for with acceleration comes, fuel economy, throttle response, faster 0-60 MPH speeds, cleaner burning combustion and higher Dynamometer tested power. This is what good Performance Engine Builder push to achieve. This can be achieved through Mail Order business only if you are either lucky, you have found a salesman that has experience and or you can copy what has been already designed. The problem with Mail Order is that if the part doesn't work for you, you used it, you can't return it and the funds you allocated for your project is now spent and your stuck with the out come. Performance Magazines can also be miss leading if the information is made to impress the public and sell magazines and produces, most magazine companies do not represent or support the information they print.
WHAT CAN YOU EXPECT FROM CAST IRON CYLINDER HEADS?
There are cylinders heads from the OEM industry that make great horsepower when prepared by an expert head porter. RCS has ported OEM cast iron HEADS for engines that have made up to;
CHEVY- OEM heads to 850hp,
FORD - OEM heads up to 750hp,
CHRYSLER -OEM heads to 750hp,
AMC -OEM heads up to 650hp,
BUICK-OEM heads to 600hp,
PONTIAC -OEM heads to 650hp,
OID'S-OEM heads to 550hp.
We know this for we Dyno tested each of these combinations. This does not mean that these are the highest possible power values just where we have been. These were all cast iron cylinder heads from your factory style engine that were all drove off the show room floor. Most of these OEM castings are cast iron and cost a little more to port, because of cast iron. The option of CNC porting these cast iron beauties is growing. Aluminum is the most popular request and most serious race engines owners want because of the difference of weight, reparability and new technology, but Cast Iron vs. Aluminun, Cast Iron Heads will yeild more Horse Power when comparing two equal heads, that's a fact. When you have a budget and already own one of these greats you can have a wonderful amount of power, enough to turn anyone's head at the track. The option of maximizing out your heads is not always necessary for you can make all levels of power from these beauties. See anyone can pick up the phone and buy a mail order aftermarket head and be just like a lot of the other people out there, but blow your friends mine when your OEM sleeper kicks there butt. Good luck!
RCS also sells all the cylinders heads in the industry and can port any cylinder head in the industry to match the customers needs.
MAIL ORDER CYLINDER HEADS
Not all cylinder heads are equal, just like not all mines are equal, why would a person by a cylinder head
from a company that only brokers Cylinder Heads and does not specialize in using them on Engines that they
build and sell. For there are only a few companies that make Cylinder Heads, the rest are brokers of the
industry. The company selling Heads must truly understand what is needed from the cylinder head when
choosing for the complete engine requirements, one must look for a company that does both, Cylinder Head
and Engine assembly together. From the customers view point the real test and answers come from putting
the heads on and testing them yourself, at your own expense, there's no returning them if your not happy or
if the power band is poor at low speeds and the car lacks accelerating HP and now requires 4.10 gears to
make the car perform. The more accelerating power an engine makes the less gear is required, think of this,
some Pro Stock Drag Racers us a 3.90 rear axle gear to go over 215 miles per hour in the quarter mile.
Cylinder Heads are the most important part along with the correct camshaft when building the power band
of your engine. This is an area of the engine that a customer or engine builder should not over look or take for
granted to be adequate. Some engines that have lower engine power on the Dyno have great accelerating horse
power due to the correct intake manifold, cylinder head port volumes and camshaft, not cylinder head
advertised flow rates. Price should not dictate your decision when choosing a cylinder head, the more time
and parts that go into a project warrants a higher price, every shop works almost at the same labor rates or
we wouldn't be able to stay in business. The cost differences come from how much work is going into
the product with the quantity and quality of parts used, which will yield a better product and performance for the customer. The reason a customer sees so many Cylinder Head Shops selling the same stuff,
Cylinder Heads are little in size, are easy to handle, can be bought from the manufacture assembled
with out any additional work required for the average and require no liability on the seller's behalf for
their intended use and require no guarantees on power out puts. Do business with cylinder head
companies that can prove the parts they sell from their personal experience and not by what is read
in a magazine. The industry is like this for there are no Engineering Standards to follow in the after
market and that is why there are so many companies that representing another companies products.
Give us a call on your Cylinder Head needs 1-888-881-1012.
USE THE CALCULATORS
http://www.rbracing-rsr.com/runnertorquecalc.html
http://www.wallaceracing.com/chokepoint.php
http://www.wallaceracing.com/header_length.php
http://www.wallaceracing.com/chokepoint.php
http://www.rbracing-rsr.com/runnertorquecalc.html
http://www.velocity-of-sound.com/velocity_of_sound/calculator1.htm
Last edited by a moderator:
http://www.youtube.com/watch?v=f8YNfomK ... re=related
http://www.youtube.com/watch?v=k5R7pWHR ... ure=relmfu
http://www.youtube.com/watch?v=B35AZQ98 ... ure=relmfu
IT,s worth watching the videos,
porting ,smoothing and enlarging the runners helps power, but I don,t usually Siamese the runners ,as Ive found it reduces the low rpm torque and responsiveness, if your going to build an engine that can use that much flow with heads that flow significantly more than a stock or ported TPI, just kep in mind the basic TPI design is for MAX torque in the 1700rpm -5500rpm power band, on a 305-350 displacement sbc engine.
swapping to a better aftermarket intake and porting that like for example a HOLLEY STEALTH will far exceed the results you can expect if you select heads like AFR, DART,BRODIX,OR TRICKFLOW 210cc-230cc that flow over 270 CFM, and a cam in the 230-240 @.050 lift duration and .570 plus lift range to allow that flow into the heads will allow the engine to make power at higher rpms or allow a significant increase in displacement, but requires the higher compression, higher stall speed converter and a 3.54:1-4.11:1 rear gear to match the higher average RPM power band
http://www.youtube.com/watch?v=k5R7pWHR ... ure=relmfu
http://www.youtube.com/watch?v=B35AZQ98 ... ure=relmfu
IT,s worth watching the videos,
porting ,smoothing and enlarging the runners helps power, but I don,t usually Siamese the runners ,as Ive found it reduces the low rpm torque and responsiveness, if your going to build an engine that can use that much flow with heads that flow significantly more than a stock or ported TPI, just kep in mind the basic TPI design is for MAX torque in the 1700rpm -5500rpm power band, on a 305-350 displacement sbc engine.
swapping to a better aftermarket intake and porting that like for example a HOLLEY STEALTH will far exceed the results you can expect if you select heads like AFR, DART,BRODIX,OR TRICKFLOW 210cc-230cc that flow over 270 CFM, and a cam in the 230-240 @.050 lift duration and .570 plus lift range to allow that flow into the heads will allow the engine to make power at higher rpms or allow a significant increase in displacement, but requires the higher compression, higher stall speed converter and a 3.54:1-4.11:1 rear gear to match the higher average RPM power band