most engines using nearly stock rod designs with arp rod bolts don,t seem to suffer a bit using a torque wrench, if you use the correct tech and lubes
arp-ultra-torque-fastener-assembly-lubricant
if as previously mentioned, the rods bolts are tightened and loosened three successive times and torqued to the recommended
torque suggested
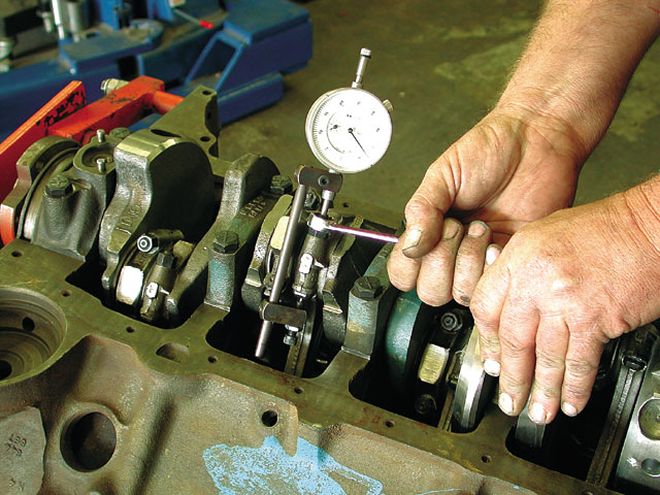
yes I generally use a rod bolt stretch gauge on anything built for serious performance,
but as the chart above illustrates the difference in the results is not huge in most cases.
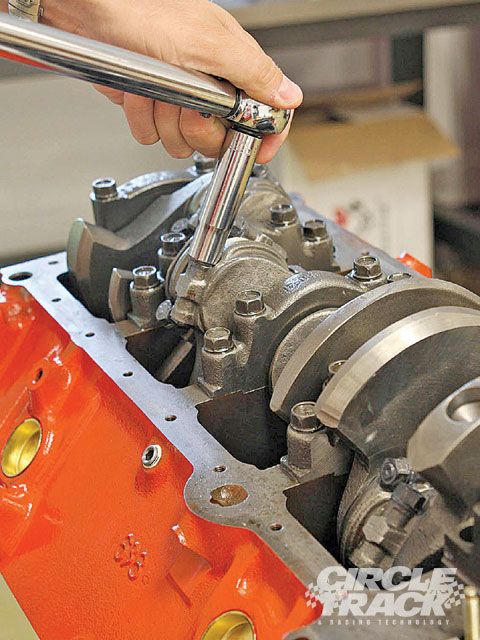
btw most ARP rod bolts use 12 point nuts, so a 12 point deep socket
I got this email from Chris B. ar ARP concerning this post. It is very interesting so I am reposting it here with his permission for all to read.
Hi Dave,
Chris Brown from ARP here. I was forwarded your e-mail discussion by a
friend who looks at the Team Chevelle website every now and then.
What you have been experiencing is the frustration of the age old battle
Of torque and friction versus load. The reason for all the different
results from different lubes and torque values, is due to the amount of
friction present between the surfaces that are scuffing against one another.
The most important factor to monitor is the stretch, because the bolts work
like a spring. To generate load, you must extend, or stretch the spring.
The amount you stretch the bolt is determined by the length, diameter
and the strength, but let's not get into that now. We at ARP calculate
the stretch for each bolt design, based on 75% of its yield strength,
the yield being the point at which the bolt has reached it's peak load
and then "feels funny".Torque is simply a twisting force, index number,
it does not equal load. The amount the rod bolt (in this case) stretches,
is determined by how much friction you have to overcome. With engine oil,
there is more friction generated than with ARP Moly Lube. This because the
friction coefficient or index if you like, for oil, is more than that of
the moly lube. In other words it is slicker. Therefore, it will take less
torque typically with moly lube, than with oil, to achieve the same amount
of stretch in the bolt. As RJ in the discussion group says, "It seems like
there is extra drag on the nut." It is very hard to predict how much
friction there will be, between the surfaces, even when you have control
over the lubricant, because of the surface finish on the spot face of the
cap and the nut bearing surface.Therefore, it is hard to predict how much
the bolt will stretch, based on the torque value being applied. When using
the stretch gauge, none of these variables come into play Because you are
not relying on a certain friction value to give you the result you need.
You simply zero the stretch gauge on the particular bolt you are going
to install and tighten the nut until you reach the correct amount of stretch,
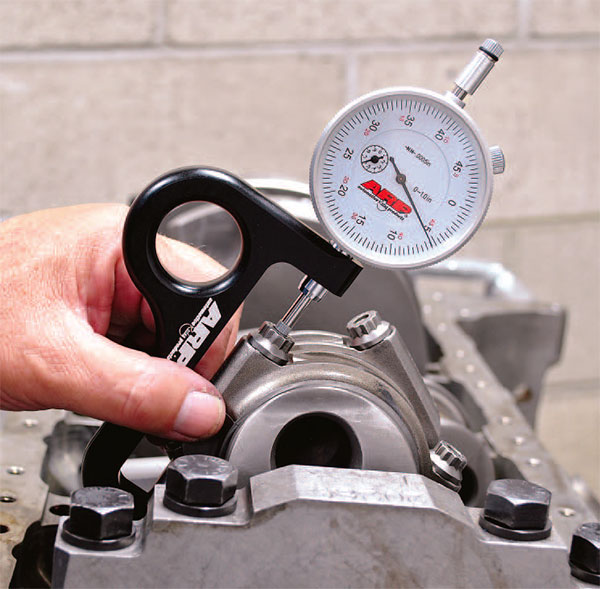
and therefore clamp load or preload and stop. You can, on a 3/8rod bolt,
use a long series box end wrench, put it on the nut, install the stretch
gauge over the top and watch the stretch gauge as you tighten the nut.
Several of the tool companies out there have extra long box end wrenches
for certain jobs and with more leverage, it is certainly easier.
Best regards,
or box wrench is useful
https://www.xtremediesel.com/arp-ul...MIiN_xkvT05QIVCY6zCh2Z2Af3EAQYAiABEgJnNfD_BwE
https://www.enginelabs.com/engine-t...easuring-rod-bolt-stretch-vs-torque-with-arp/
https://www.hotrod.com/articles/using-rod-bolt-stretch-tool/
http://garage.grumpysperformance.co...ng-rod-bolt-stretch-preload.11050/#post-85102
http://www.performanceenginetech.com/connecting-rod-bolts-stretch-vs-torque/
Connecting Rod Bolts – Stretch vs. Torque
Today I’d like to discuss the proper method for performance connecting rod bolt installation. There are a few ways to tighten connecting rod bolts, including the basic torque method, the stretch method, and the torque to yield method. Without a doubt, bolt stretch is the only truly accurate way to establish proper bolt preload. To better understand why, we need to look at how a bolt works.
Understanding Stretch
A bolt functions similar to a spring, in that it needs to be stretched beyond it’s static length in order to apply a clamping force. In the case of a connecting rod bolt, the clamping force must exceed the tensile load imparted by the attached components during high rpm operation. This is accomplished through a combination of bolt material selection and stretch dimension.
A common method for determining ideal stretch, is by incrementally increasing the amount of stretch until the bolt becomes permanently elongated. This dimension is termed yield, and a typical target stretch range is then determined to be 75-80 % of yield, with the min/max provided to the end user at +/- 5 % of this target. As an example:
- Yield = .007″ stretch
- Target stretch is 75-80 % of yield = .0052″ – .0056″
- +/- 5 % of target = Min/Max of .0049″ – .0059″ (recommended stretch range)
Yield varies, and is affected by a variety of factors, such as material, bolt length, under-head register length, and shank diameter.
Proper Use of Torque
As explained above, what we really want to do is install the rod bolt at a near optimal percentage of yield in order to apply as much clamping force as possible without putting the integrity of the bolt at risk. Using a torque wrench to tighten the rod bolts in your high performance engine is a risky proposition, unless you are willing to invest some effort into quantifying the readings.
Torque in regards to bolt tightening is just the amount of force required to overcome incremental increases in friction. Torque readings (friction) are affected by thread quality, composition of lubricant, and surface finish of the bolt spot-face machined on the cap of the rod. Beyond the friction variables, not all torque wrenches – or users for that matter, are created equal.
I have used nearly every type of torque wrench available, and have a very high quality calibration unit at my disposal. The only torque wrenches that are consistently correct throughout the scale of readings, are high quality dial type. The ever-popular “clicker” type wrenches rarely apply the torque that the user has dialed in, and the higher the torque, the more it’s off. With that being said, they will torque consistently, just not the proper amount of torque.
Torque vs. Stretch
Now that we understand that the stretch value is what needs to be achieved, it’s necessary to verify what amount of torque on the wrench being used is going to stretch the bolt within spec. All rod manufacturers provide an information sheet that will list the recommended torque spec and bolt stretch range. Here’s the process I use to match my torque wrench reading the proper stretch value:
- Install the cap on the rod with the manufacturers recommended lube on the bolts.
- Carefully draw the cap into the rod using a nut-driver alternating from side to side in order to keep everything square until the cap & bolts are properly seated.
- Loosen one bolt just enough to be sure there is no load on it.
- Install the bolt stretch gauge on the loose bolt.
- Set the dial to “0” – remove and re-install gauge to verify it still reads “0”
- Remove the gauge.
- Finger tighten the loose, just measured bolt.
- Torque the opposing bolt to 25 ft. lbs. – this assures it has a small amount of preload on it.
- Torque the measured bolt to the manufacturer’s recommended value.
- Install the stretch gauge, and see what the bolt stretched to.
- If the bolt isn’t within specs, loosen and adjust torque up or down until you reach the desired stretch.
- If the bolt is stretched within the specified range, loosen the opposing bolt and repeat the measure/torque/verify procedure.
- Repeat these steps to 4 bolts to assure that the same torque reading provides the same amount of stretch.
At this point you should be able to use the torque wrench reading determined in the outlined process to torque the rest of the bolts, or continue to stretch each bolt individually. I should also be clear that you must zero the dial on the stretch gauge for each bolt. The center dimples used for the gauge are not a critical dimension, and will vary from bolt to bolt.
That’s all for today. I hope I’ve cleared up any of the mystery surrounding proper rod bolt installation for you. As always, I look forward to your feedback, questions, or comments. You can comment directly to this or any other article on the site or send me an e-mail. Please invite your friends to join us, and thanks for visiting …..