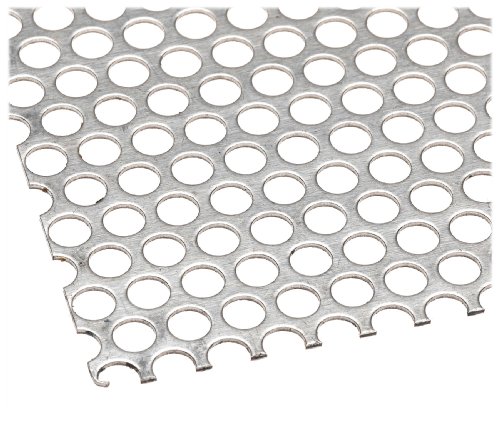
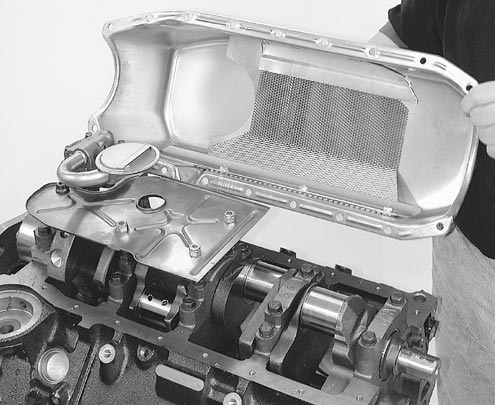
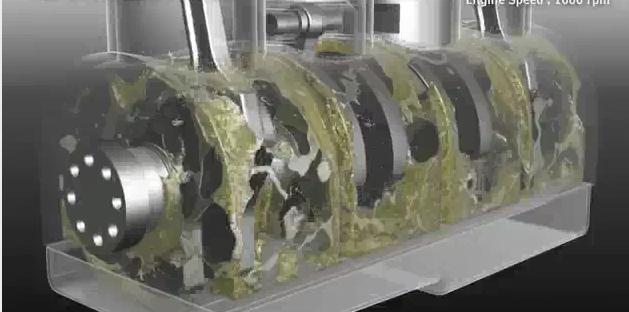
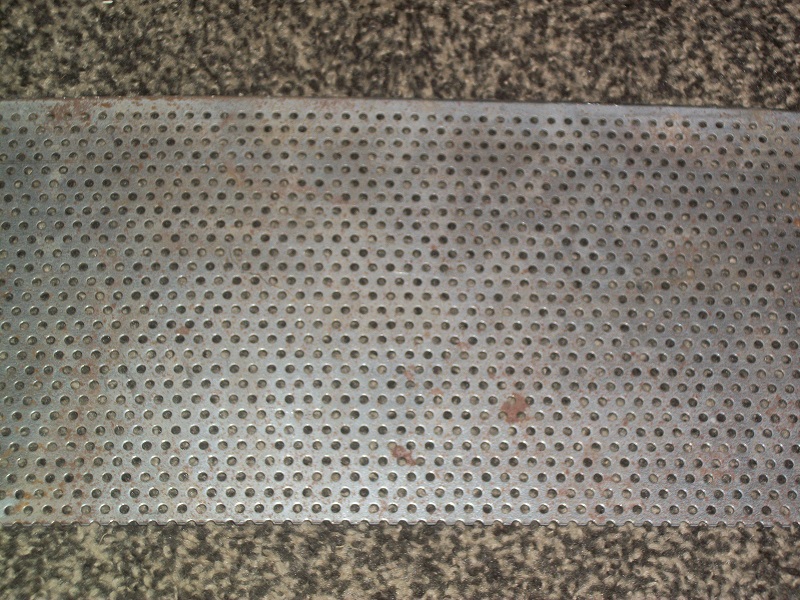
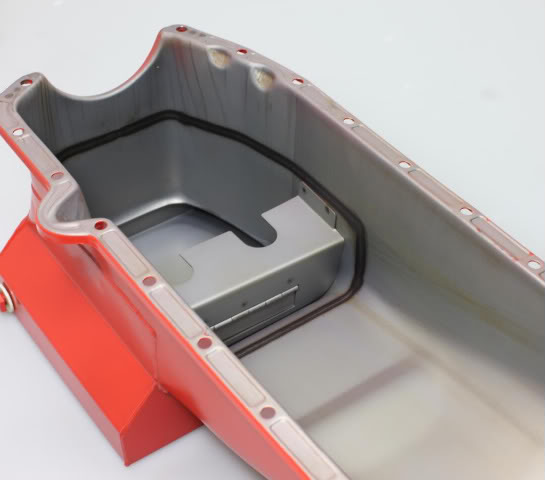
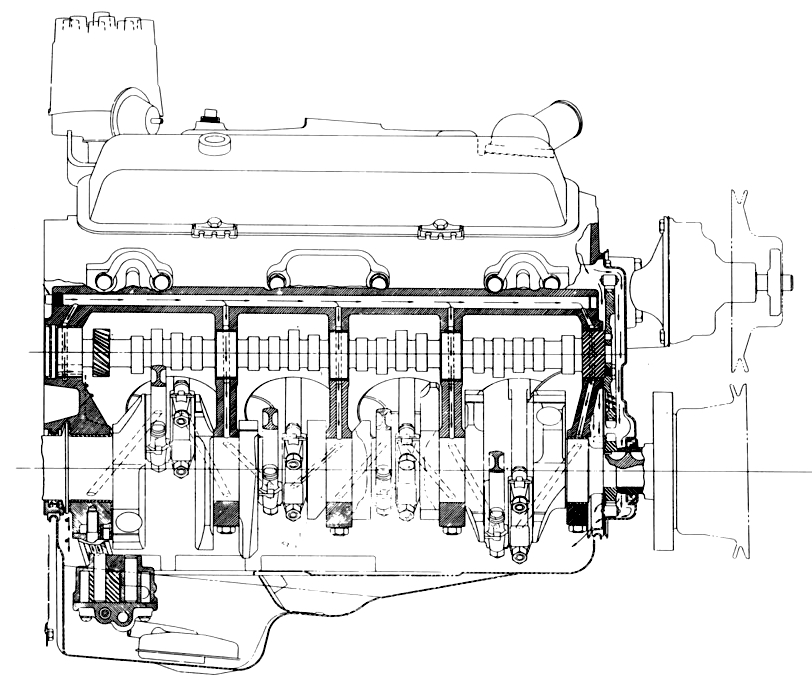
if properly clearanced, to the rotating Assembly arc, and welded into place, in the oil pan most sizes of perforated sheet can be used for shrapnel screens or fabricating a windage screen,most sizes, with at least 40% open area should work ok,Ive used very similar looking perforated metal sheet in the past with good results,
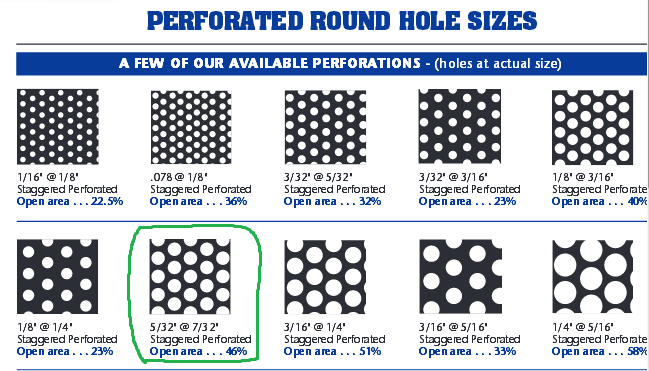
but look at this chart, I circled the type I used in
green notice the percentage of open area vs closed sheet changes a great deal with the pattern and hole sizes selected , for a windage screen or
a shrapnel , or windage screen I generally want holes covering at least 45%-50% coverage and at least 1/4"-3/16" in diam. in a windage screen perforated sheet
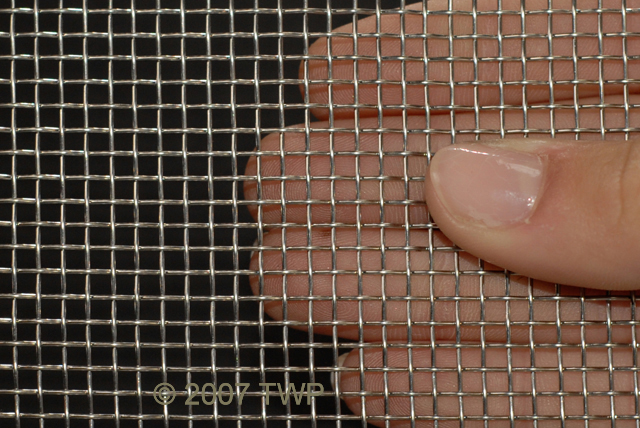
while I generally use stainless 6 or 8 mesh for shrapnel screens theres lots of options that will work just fine, just remember to keep the oil changed regularly or theres some potential for sludge to clog ANY size shrapnel screens
http://www.twpinc.com/twpinc/products/T ... 6T0350W36T
http://www.twpinc.com/twpinc/products/T ... 8S0280W36T
read thru these threads
viewtopic.php?f=54&t=64&p=77#p77
http://www.chevelles.com/techref/ScreenInstall.pdf