I almost finished setting the end gaps Sunday, I will need to go back to the 2nd ring on cylinder #1 and bring it up to .024". It's obvious I lost my focus when it came to the second ring on cylinder #4 at 0.031", not sure what I was thinking about when I was turning the grinder for that ring. After I had gone over .022" for the 2nd ring on cylinder #2, I decided to go with Grumpy's recommendation of .024" for the 2nd ring. I originally wanted .021" on the 1st ring, but if the ends ever touch, then that would be far worse then adding another .001". I thought at .021" I was being conservative, but since Grumpy suggested .022" I revised my number to agree.
My goal was to set the rings as follows:
1st Ring = 0.022"
2nd Ring = 0.024"
Oil Ring = 0.018
This is what I actually ended up with.
I took the stone off a small knife sharpener to use for deburring the edges of the ring gap.

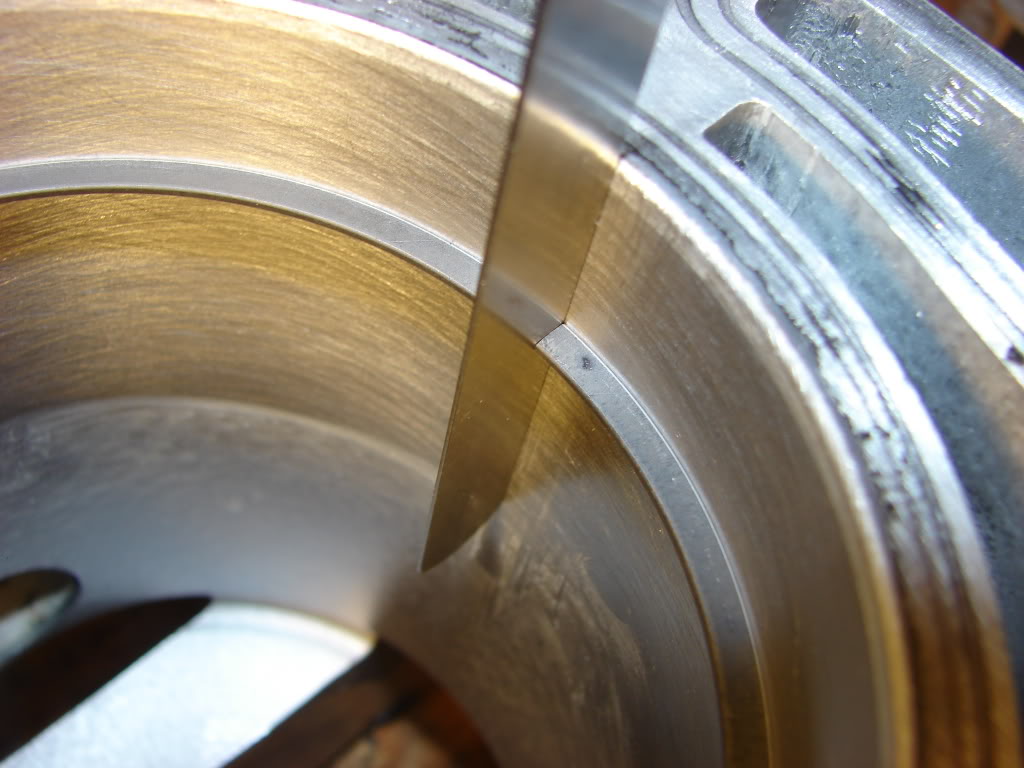
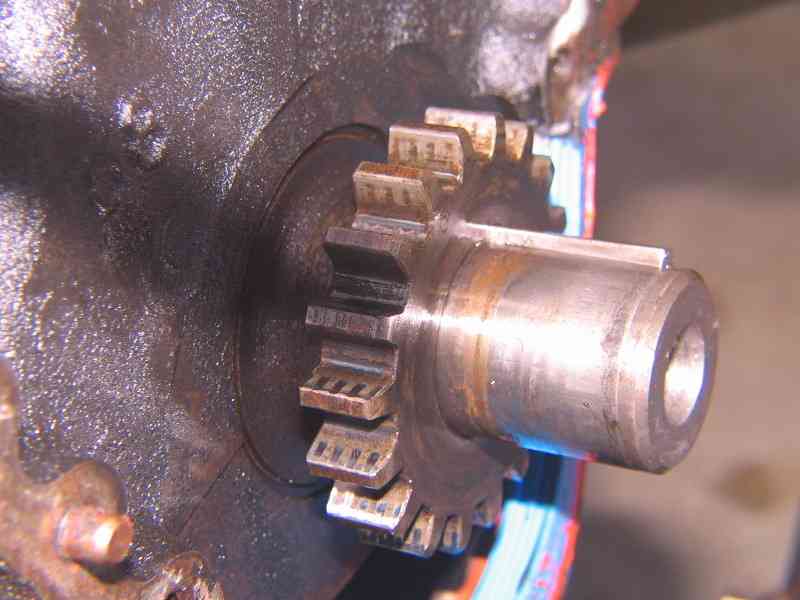
You can see what the trailing edge looks like after grinding in the photo below. I couldn't see these burrs with the naked eye, but I could feel them with my finger nail. Only with 4x magnification could I begin to see these burrs. The 8x magnification in the photo below really bring them to life.

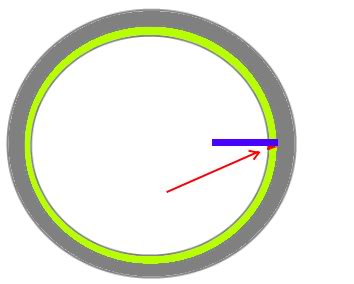
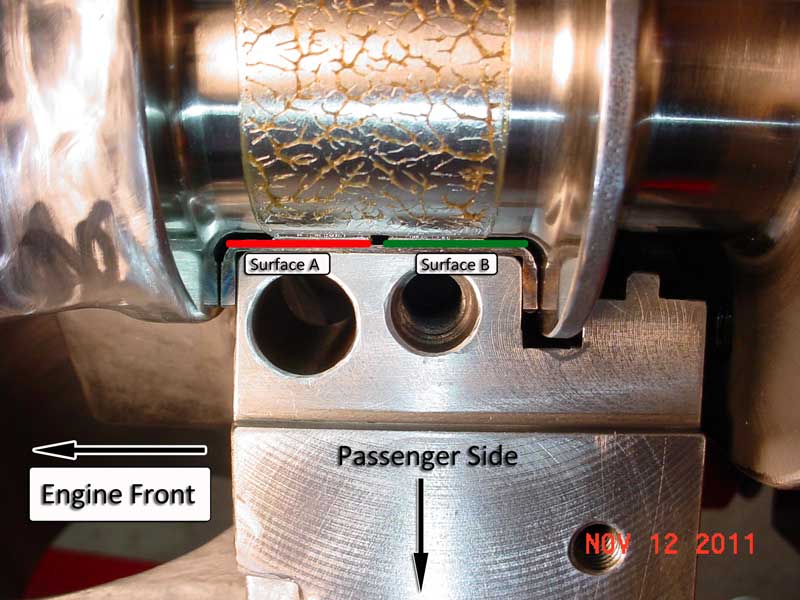
I kept noticing that the gap was slightly bigger at "A", than it was at B"", maybe .0005-.0008" difference. I could get a feeler gauge started, but then it would tighten up about 1/2 down. It finally dawned on me that when they made the ring filer, they placed the grinding wheel centered between the stop pins. The surface where the grinding wheel and ring come together should have been on the centerline between the stop pins.

So to compensate, when I got to the last 4-5 thousands, then I would shift the ring like you see in the photo below. This gave a much more consistent drag on the feeler gauge all the way thru the ring gap. I only filed one end of each ring gap, labeled "Y".

Last edited: